一种快速检测白车身螺柱位置精度的检具的制作方法
1.本实用新型涉及检测领域,尤其涉及一种白车身螺柱位置精度的快速检测工具。
背景技术:
2.随着汽车制造业的高速发展以及人们日益需求的增长,人们对汽车品质、可靠性要求也越来越高,制造精度是白车身品质的基本保障。白车身螺柱的焊接精度会影响总装的装配精度,如果没有及时发现螺柱精度超出公差范围,在总装进行返修就会浪费人力物力,且导致停线影响生产效率,即使在焊装车间发现也需要排查已经流出加工岗位的车辆并进行返修。
3.现有技术对白车身螺柱的焊接精度的检测多采用图像采集分析的方法,该方法需要高精度照相设备以及复杂的图像处理软件,检测设备成本高。
4.公告号为cn203349722u的中国实用新型专利公开了一种“l”形汽车螺柱焊接位置检测卡板,包括“l”形基板,所述“l”形基板包括三个通孔,三个通孔纵向设置于基板上。所述的直角三角形的汽车螺柱焊接位置检测卡板,所述通孔的直径为10mm;三个通孔呈三角形形状分布,第一通孔的圆心与第二通孔的圆心之间的距离为26~27mm,第一通孔的圆心与第三通孔的圆心之间的横向距离为140~142mm、纵向距离为8~9mm。该技术方案存在的问题是无法检测不在同一平面上的螺栓,并且对于数量多于三个的螺栓的焊接位置也无法检测。
技术实现要素:
5.本实用新型要解决的技术问题是,提供一种结构简单、使用方便、提高工作效率和缩短螺柱精度确认时间的简易检测工具。
6.为解决上述技术问题,本实用新型提供了一种快速检测白车身螺柱位置精度的检具,包括环形零件、定位销、不易形变框架;所述不易形变框架与被检测白车身零件外形尺寸相当,所述环形零件、所述定位销刚性固定在所述不易形变框架上;所述定位销之间的空间相对位置与被检测白车身零件相应定位孔之间的空间相对位置一致;所述环形零件与所述定位销的空间相对位置和合格白车身零件相应螺柱与定位孔的空间相对位置一致。
7.更进一步,所述环形零件的内径为所述白车身螺柱外径与允许公差之和。
8.更进一步,所述定位销的外径为所述白车身定位孔直径减去允许公差。
9.更进一步,所述不易形变框架由圆铁焊接构成,所述环形零件、所述定位销焊接固定在圆铁上。
10.更进一步,所述环形零件为圆形垫片。
11.本实用新型的有益效果在于:将检具上定位销插入被检测白车身零件上的定位孔,观察螺柱与环形零件孔的相对位置关系,由于环形零件孔径是根据相应螺柱的精度公差范围选择的,所以如果某颗螺柱不能进入环形零件则说明该螺柱超出了公差范围,这样便能快速识别出精度异常的螺柱。该检具结构简单,制造成本低,可以提高工作效率,可通
过目视判断螺柱焊接精度是否符合标准要求。
附图说明
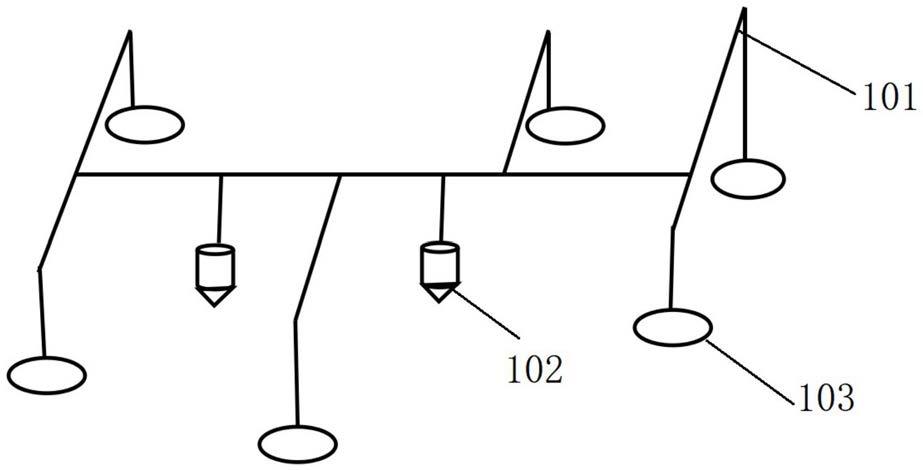
12.图1是本实用新型一实施方式结构图。
具体实施方式
13.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
14.应当理解,当在本说明书和所附权利要求书中使用时,术语“包括”和“包含”指示所描述特征、整体、步骤、操作、元素和/或组件的存在,但并不排除一个或多个其它特征、整体、步骤、操作、元素、组件和/或其集合的存在或添加。
15.还应当进一步理解,在本实用新型说明书和所附权利要求书中使用的术语“和/或”是指相关联列出的项中的一个或多个的任何组合以及所有可能组合,并且包括这些组合。
16.如图1所示,一种快速检测白车身螺柱位置精度的检具由包括环形零件103、定位销102、不易形变框架101;所述不易形变框架101与被检测白车身零件外形尺寸相当,所述环形零件103、所述定位销102刚性固定在所述不易形变框架101上;所述定位销102之间的空间相对位置与被检测白车身零件相应定位孔之间的空间相对位置一致;所述环形零件103与所述定位销102的空间相对位置和合格白车身零件相应螺柱与定位孔的空间相对位置一致。
17.作为更优选的方案,所述环形零件103为圆形垫片,其内径为所述白车身螺柱外径与允许公差之和。
18.作为更优选的方案,所述定位销102的外径为所述白车身定位孔直径减去允许公差。
19.作为更优选的方案,所述不易形变框架101由圆铁焊接构成,所述环形零件103、所述定位销102焊接固定在圆铁上。
20.使用时,将该检具定位销插入被检测白车身零件上的定位孔,观察螺柱与环形零件103的相对位置关系,由于环形零件孔径是根据相应螺柱的精度公差范围选择的,所以如果某颗螺柱不能进入环形零件103则说明该螺柱超出了公差范围,这样便能快速识别出精度异常的螺柱。
21.本实用新型实施例可以根据实际需要进行顺序调整、合并和删减。
22.实施例对本方案进行了详细的介绍,本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例只是用于帮助理解本实用新型的方法及其核心思想;同时,对于本领域的一般技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
技术特征:
1.一种快速检测白车身螺柱位置精度的检具,其特征在于,包括环形零件、定位销、不易形变框架;所述不易形变框架与被检测白车身零件外形尺寸相当,所述环形零件、所述定位销刚性固定在所述不易形变框架上;所述定位销之间的空间相对位置与被检测白车身零件相应定位孔之间的空间相对位置一致;所述环形零件与所述定位销的空间相对位置和合格白车身零件相应螺柱与定位孔的空间相对位置一致。2.根据权利要求1所述快速检测白车身螺柱位置精度的检具,其特征在于,所述环形零件的内径为所述白车身螺柱外径与允许公差之和。3.根据权利要求1所述快速检测白车身螺柱位置精度的检具,其特征在于,所述定位销的外径为所述白车身定位孔直径与允许公差之差。4.根据权利要求1所述快速检测白车身螺柱位置精度的检具,其特征在于,所述不易形变框架由圆铁焊接构成,所述环形零件、所述定位销焊接固定在圆铁上。5.根据权利要求2所述快速检测白车身螺柱位置精度的检具,其特征在于,所述环形零件为圆形垫片。
技术总结
本实用新型涉及一种快速检测白车身螺柱位置精度的检具,包括环形零件、定位销、不易形变框架;所述不易形变框架与被检测白车身零件外形尺寸相当,所述环形零件、所述定位销刚性固定在所述不易形变框架上;所述定位销之间的空间相对位置与被检测白车身零件相应定位孔之间的空间相对位置一致;所述环形零件与所述定位销的空间相对位置和合格白车身零件相应螺柱与定位孔的空间相对位置一致。该检具结构简单,制造成本低,可以提高工作效率,可通过目视判断螺柱焊接精度是否符合标准要求。视判断螺柱焊接精度是否符合标准要求。视判断螺柱焊接精度是否符合标准要求。
技术研发人员:赵金林 江超 李滔
受保护的技术使用者:广汽菲亚特克莱斯勒汽车有限公司
技术研发日:2021.05.20
技术公布日:2021/12/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1