一种基于计算机视觉的工业缺陷检测装置的制作方法
1.本实用新型涉及一种基于计算机视觉的工业缺陷检测装置,属于人工智能和工业检测领域。
背景技术:
2.作为生产制造过程中必不可少的一步,表面缺陷检测广泛应用于各工业领域,包括3c、半导体及电子、汽车、化工、医药、轻工、军工等行业,催生了众多上下游企业。
3.传统的人工检测起源最早,应用最广,虽然人工智能及机器视觉等先进检测技术逐渐成熟,但依靠肉眼进行缺陷检测仍然占据较大的比重,并广泛存在于中小企业中。据统计,当前80%以上的工业表面缺陷检测仍依赖于人工检测法,每天产品线上进行人工检测的工人数量超350万人。以富士康,伯恩光学等为代表的制造企业招聘大量的质检工人,采取流水线的形式进行检测。然而,随着人口红利的消失,以及工作枯燥、自由度低、薪酬较少,愿意从事质检的越来越少,用工难问题愈发凸显。
4.从当前的发展趋势来看,机器视觉等先进检测系统将逐渐取代人工,这主要是因为人工检测法具有以下缺点:
5.1.劳动强度大、检测稳定性及一致性差
6.人工检测法需要工人处于固定工位上,用肉眼观察产品来判断有无缺陷。长时间的检测工作容易对人眼造成伤害,对工人的身心健康造成恶劣影响。受工人的情绪浮动、技术水平、判断标准、个体差异等因素影响,甚至无法保障同一批次产品的检测稳定性和一致性,使得产品质量上下浮动,参差不齐。
7.2.自动化程度低、生产效率低
8.由于工人的质检效率上限较低,同时人工成本又越来越高,企业为保障生产效率,一般采取抽样检测的策略。一批产品中随机抽取少量产品来评估整批产品的质量,其严格程度远远低于全面检测。因此人工进行缺陷检测时容易陷入一种矛盾:质量控制和生产效率二者不可兼得。这种矛盾在面料、带钢、薄膜等产品的表面缺陷检测中尤为突出。这一类产品多为高速连续性生产,当生产速度高于3m/s时,人眼便难以分辨出其中的缺陷。
9.3.难以形成精益化生产
10.质量是制造出来的,而不是检测出来的。检测只是一种事后补救,不但成本高而且无法保证不出差错。许多检测不仅需要判断产品的外观质量,还要记录并统计缺陷的位置、尺寸和数量等数据。传统的人工检测使用纸笔记录质检结果,检测数据不全且分散,无法形成具有价值的反馈信息来指导精益化生产。
11.4.招工难、用工难、培训难、成本高
12.工作待遇低、工作时间长、劳动强度大等因此直接影响了招工的稳定性。越来越多年轻人宁愿去送外卖也不愿进入工厂工作,使得缺陷检测这种传统的劳动密集型岗位很难招聘到工人,培训后的熟练工又存在人才流失严重等问题。人口红利消失的趋势不可逆转,用人成本不断攀升,上线自动化缺陷检测系统已从“可选”转向“必选”。
13.为了在不断变化和竞争愈发激烈的市场中占据优势,企业既要不断提高产品质量标准以满足客户需求,又要不断提升生产线的效率以适应市场的快节奏。采用自动化、智能化的表面缺陷检测方法是兼顾质量与效率的重要手段。
14.基于工业视觉检测技术原理的工业表面缺陷检测系统能够在线、高速扫描每个产品,形成高分辨率的片材图像,进行实时的图像处理,精确捕捉各种表面缺陷,并报表统计、质量分析和分拣等处理,有效提高缺陷检测准确率,同时防止伪缺陷带来的干扰。
技术实现要素:
15.针对上述现有技术存在的问题,本实用新型提供一种基于计算机视觉的工业缺陷检测装置,从而解决上述技术问题。
16.为了实现上述目的,本实用新型采用的技术方案是:一种基于计算机视觉的工业缺陷检测装置,包括用于送料的振动盘;所述振动盘一侧通过u型滑槽连接玻璃转盘;所述玻璃转盘内设置有伺服马达和减速机;所述伺服马达带动减速机进而带动玻璃转盘转动;所述玻璃转盘一侧设置有ccd支架;所述ccd支架上设置有ccd相机和ccd光源;所述ccd相机一侧连接有jetson nano设备;所述jetson nano设备一侧连接有pcb板;所述pcb板一侧连接有电磁阀;所述电磁阀一侧连接有气泵;所述气泵上设置有气嘴;所述电磁阀收到对应信号控制对应气嘴通过气泵产生的气体将被检测的物体吹至对应的收纳盒中。
17.进一步的,所述ccd相机为用于图像采集的线阵彩色ccd工业相机。
18.进一步的,所述ccd光源通过支撑杆安装在ccd相机正下方,支撑杆的杆端能够自由调节角度和方向。
19.进一步的,所述减速机安装在玻璃转盘正下方,由伺服马达驱动从而带动玻璃转盘转动,使得玻璃转盘上的物体运动到ccd相机下方。
20.进一步的,所述气嘴是通过软管与电磁阀相连接,所述电磁阀通过软管和气泵相连同时也通过电线和pcb板相连;所述pcb板通过电线和jetson nano 设备的gpio口相连,从而形成完整的设备流程。
21.本实用新型的有益效果是:本实用新型公开了一种基于计算机视觉的工业缺陷检测装置,采用人工智能方法来识别被测物体的好坏,并搭深度图像分类网络模型,通过识别检测物体,发现缺陷产品,准确率高达98%以上,这大大减少了人工检测的时间成本、人力成本等从而增加企业效益释放劳动力,促进经济发展。
附图说明
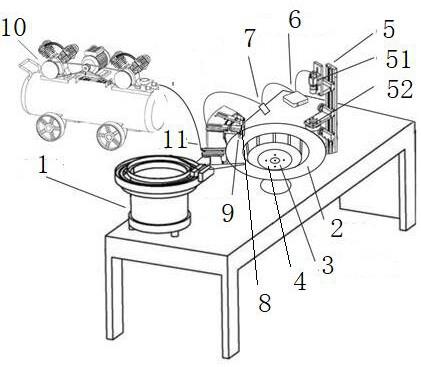
22.图1为本实用新型的结构示意图。
23.图中:1、振动盘,2、玻璃转盘,3、伺服马达,4、减速机,5、ccd支架, 51、ccd相机,52、ccd光源,6、jetson nano设备,7、pcb板,8、气嘴, 9、电磁阀,10、气泵,11、收纳盒。
具体实施方式
24.为使本实用新型的目的、技术方案和优点更加清楚明了,下面通过附图及实施例,对本实用新型进行进一步详细说明。但是应该理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限制本实用新型的范围。
25.除非另有定义,本文所使用的所有的技术术语和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同,本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。
26.如图1所示,一种基于计算机视觉的工业缺陷检测装置,包括用于送料的振动盘1;所述振动盘1一侧通过u型滑槽连接玻璃转盘2;所述玻璃转盘2内设置有伺服马达3和减速机4;所述伺服马达3带动减速机4进而带动玻璃转盘2 转动;所述玻璃转盘2一侧设置有ccd支架5;所述ccd支架5上设置有ccd相机51和ccd光源52;所述ccd相机51一侧连接有jetson nano设备6;所述jetson nano设备6一侧连接有pcb板7;所述pcb板7一侧连接有电磁阀 9;所述电磁阀9一侧连接有气泵10;所述气泵10上设置有气嘴8;所述电磁阀 9收到对应信号控制对应气嘴8通过气泵10产生的气体将被检测的物体吹至对应的收纳盒中。
27.本实施例优选的,ccd相机51为用于图像采集的线阵彩色ccd工业相机。
28.本实施例优选的,ccd光源52通过支撑杆安装在ccd相机51正下方,支撑杆的杆端能够自由调节角度和方向。
29.本实施例优选的,减速机4安装在玻璃转盘2正下方,由伺服马达3驱动从而带动玻璃转盘2转动,使得玻璃转盘2上的物体运动到ccd相机51下方。
30.本实施例优选的,气嘴8是通过软管与电磁阀9相连接,所述电磁阀9通过软管和气泵10相连同时也通过电线和pcb板7相连;所述pcb板7通过电线和jetson nano设备6的gpio口相连,从而形成完整的设备流程。
31.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换或改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1