一种自动识别产品漏加工的检测报警装置的制作方法
1.本实用新型涉及一种产品加工工序监测装置,尤其是涉及一种自动识别产品漏加工的检测报警装置。
背景技术:
2.目前现有的状态是:型号代码为“3799”的料架,加工的某一工序是对料架端部一凸起区域进行打磨,该加工部位面积小,加工的时间短,目前生产模式为批量生产,此工序漏加工事件多发。目前,100%靠人工目视检查确认,作业员工作时间长疲劳作业容易产生疏漏,因此,仍会出现漏加工产品流出客户的事件发生。
3.基于此,需要设计一种可靠自动识别产品漏加工的装置,避免人工检查导致的疏漏。
技术实现要素:
4.本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种自动识别产品漏加工的检测报警装置。
5.本实用新型的目的可以通过以下技术方案来实现:
6.一种自动识别产品漏加工的检测报警装置,包括检测台架,所述的检测台架上设有用于安装待检测产品的安装组件,所述的检测台架端部设有用于待检测产品加工区域是否漏加工的无接触式的传感组件,所述的传感组件对准待检测产品加工区域,该装置还包括报警组件,所述的报警组件连接传感组件。
7.优选地,所述的传感组件包括接近开关,所述的接近开关的安装位置使得:当待检测产品加工区域经过加工,待检测产品加工区域与接近开关之间的距离大于接近开关的传感距离,当待检测产品加工区域漏加工,待检测产品加工区域与接近开关之间的距离在接近开关的传感距离范围内。
8.优选地,所述的接近开关包括npn型接近开关。
9.优选地,所述的安装组件包括定位销,所述的定位销与待检测产品上的定位孔适配,所述的定位销至少设置两个。
10.优选地,所述的定位销设置两个,两个定位销分布在检测台架两端。
11.优选地,所述的安装组件还包括用于对待检测产品的两条长边的位置进行限位的限位柱,所述的限位柱至少设置两个。
12.优选地,所述的限位柱设置两个,两个限位柱分布在检测台架上沿待检测产品两条长边的边缘位置上。
13.优选地,所述的报警组件包括声光报警器。
14.优选地,所述的传感组件包括用于测量传感组件与待检测产品加工区域之间的直线距离的距离传感器以及用于根据检测距离大小判别待检测产品是否漏加工的处理器,所述的距离传感器和报警组件均连接至所述的处理器。
15.优选地,所述的处理器包括单片机、dsp中的任意一种。
16.与现有技术相比,本实用新型具有如下优点:
17.(1)本实用新型通过无接触式的传感组件自动检测待检测产品加工区域是否漏加工,当发生漏加工事件时通过报警组件报警,实现全自动检测报警,提高检测效率,同时避免人工检测出现的疏漏,保证检测结果的准确性;
18.(2)本实用新型通过接近开关对待检测产品加工区域进行检测,未加工品比加工完成品多出0.3~0.5毫米的凸起,当漏加工时,待检测产品加工区域的凸起位于接近开关的感应范围内,进而触发报警,提示产品漏加工,此检测方式硬件结果简单,易于实施;
19.(3)本实用新型还可通过距离传感器进行精确检测,通过距离的精确检测能够实现对加工精密度要求高的产品进行精确检测。
附图说明
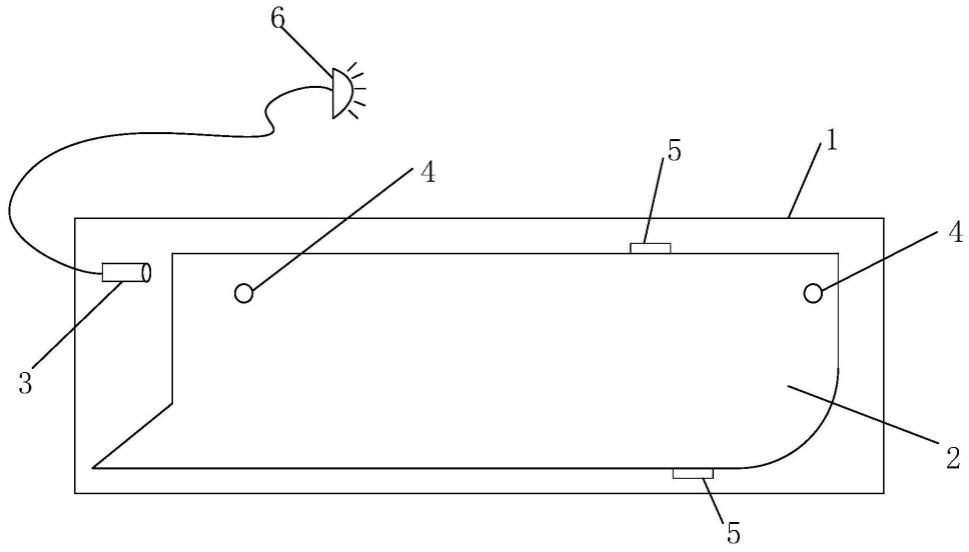
20.图1为本实用新型一种自动识别产品漏加工的检测报警装置的结构示意图;
21.图中,1为检测台架,2为待检测产品,3为传感组件,4为定位销,5为限位柱,6为声光报警器。
具体实施方式
22.下面结合附图和具体实施例对本实用新型进行详细说明。注意,以下的实施方式的说明只是实质上的例示,本实用新型并不意在对其适用物或其用途进行限定,且本实用新型并不限定于以下的实施方式。
23.实施例1
24.如图1所示,本实施例提供一种自动识别产品漏加工的检测报警装置,包括检测台架1,检测台架1上设有用于安装待检测产品2的安装组件,检测台架1端部设有用于待检测产品2加工区域是否漏加工的无接触式的传感组件3,传感组件3 对准待检测产品2加工区域,该装置还包括报警组件,报警组件连接传感组件3,报警组件包括声光报警器6。
25.安装组件包括定位销4,定位销4与待检测产品2上的定位孔适配,定位销4 至少设置两个,定位销4设置两个,两个定位销4分布在检测台架1两端。安装组件还包括用于对待检测产品2的两条长边的位置进行限位的限位柱5,限位柱5至少设置两个。限位柱5设置两个,两个限位柱5分布在检测台架1上沿待检测产品 2两条长边的边缘位置上。本实施例中通过两个定位销4和两个限位柱5实现了待检测产品2的快速有效固定,从而提高后续检测结果的准确性。
26.传感组件3包括接近开关,接近开关的安装位置使得:当待检测产品2加工区域经过加工,待检测产品2加工区域与接近开关之间的距离大于接近开关的传感距离,当待检测产品2加工区域漏加工,待检测产品2加工区域与接近开关之间的距离在接近开关的传感距离范围内,接近开关包括npn型接近开关,本实施例中采用24v供电的npn型接近开关,因此,通过24v直流电源进行供电。接近开关对待检测产品2加工区域进行检测,未加工品比加工完成品多出0.3~0.5毫米的凸起,当漏加工时,待检测产品2加工区域的凸起位于接近开关的感应范围内,进而触发报警,提示产品漏加工,此检测方式硬件结果简单,易于实施。
27.实施例2
28.本实施例提供一种自动识别产品漏加工的检测报警装置,该装置与实施例1 基本相同,不同之处在于:传感组件3包括用于测量传感组件3与待检测产品2 加工区域之间的直线距离的距离传感器以及用于根据检测距离大小判别待检测产品2是否漏加工的处理器,距离传感器和报警组件均连接至处理器。处理器包括单片机、dsp中的任意一种,本实施例中处理器为单片机,本实施例通过距离传感器对测量传感组件3与待检测产品2加工区域之间的直线距离进行精确测量,通过距离的精确检测能够实现对加工精密度要求高的产品进行精确检测,当发生漏加工或加工不到位的产品均能实现可靠检测,处理器读取到距离数据,判断异常后即通过声光报警器6进行报警。除此之外,本实施例提供的自动识别产品漏加工的检测报警装置的结构与实施例1相同,再本实施例中不再赘述。
29.上述实施方式仅为例举,不表示对本实用新型范围的限定。这些实施方式还能以其它各种方式来实施,且能在不脱离本实用新型技术思想的范围内作各种省略、置换、变更。
技术特征:
1.一种自动识别产品漏加工的检测报警装置,其特征在于,包括检测台架(1),所述的检测台架(1)上设有用于安装待检测产品(2)的安装组件,所述的检测台架(1)端部设有用于待检测产品(2)加工区域是否漏加工的无接触式的传感组件(3),所述的传感组件(3)对准待检测产品(2)加工区域,该装置还包括报警组件,所述的报警组件连接传感组件(3)。2.根据权利要求1所述的一种自动识别产品漏加工的检测报警装置,其特征在于,所述的传感组件(3)包括接近开关,所述的接近开关的安装位置使得:当待检测产品(2)加工区域经过加工,待检测产品(2)加工区域与接近开关之间的距离大于接近开关的传感距离,当待检测产品(2)加工区域漏加工,待检测产品(2)加工区域与接近开关之间的距离在接近开关的传感距离范围内。3.根据权利要求2所述的一种自动识别产品漏加工的检测报警装置,其特征在于,所述的接近开关包括npn型接近开关。4.根据权利要求1所述的一种自动识别产品漏加工的检测报警装置,其特征在于,所述的安装组件包括定位销(4),所述的定位销(4)与待检测产品(2)上的定位孔适配,所述的定位销(4)至少设置两个。5.根据权利要求4所述的一种自动识别产品漏加工的检测报警装置,其特征在于,所述的定位销(4)设置两个,两个定位销(4)分布在检测台架(1)两端。6.根据权利要求1所述的一种自动识别产品漏加工的检测报警装置,其特征在于,所述的安装组件还包括用于对待检测产品(2)的两条长边的位置进行限位的限位柱(5),所述的限位柱(5)至少设置两个。7.根据权利要求6所述的一种自动识别产品漏加工的检测报警装置,其特征在于,所述的限位柱(5)设置两个,两个限位柱(5)分布在检测台架(1)上沿待检测产品(2)两条长边的边缘位置上。8.根据权利要求1所述的一种自动识别产品漏加工的检测报警装置,其特征在于,所述的报警组件包括声光报警器(6)。9.根据权利要求1所述的一种自动识别产品漏加工的检测报警装置,其特征在于,所述的传感组件(3)包括用于测量传感组件(3)与待检测产品(2)加工区域之间的直线距离的距离传感器以及用于根据检测距离大小判别待检测产品(2)是否漏加工的处理器,所述的距离传感器和报警组件均连接至所述的处理器。10.根据权利要求9所述的一种自动识别产品漏加工的检测报警装置,其特征在于,所述的处理器包括单片机、dsp中的任意一种。
技术总结
本实用新型涉及一种自动识别产品漏加工的检测报警装置,包括检测台架(1),所述的检测台架(1)上设有用于安装待检测产品(2)的安装组件,所述的检测台架(1)端部设有用于待检测产品(2)加工区域是否漏加工的无接触式的传感组件(3),所述的传感组件(3)对准待检测产品(2)加工区域,该装置还包括报警组件,所述的报警组件连接传感组件(3)。与现有技术相比,本实用新型具有检测结果精确度高、效率高等优点。效率高等优点。效率高等优点。
技术研发人员:孔令帅
受保护的技术使用者:上海胜僖汽车配件有限公司
技术研发日:2021.06.28
技术公布日:2022/7/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1