一种卷烟质量检验数据分析系统与方法与流程
1.本发明涉及卷烟生产质量控制技术领域,尤其涉及一种卷烟质量检验数据分析系统与方法。
背景技术:
2.目前的卷烟产品制作过程大致要经过烟叶初烤、打叶复烤、烟叶发酵、卷烟配方、卷烟制丝、烟支制卷、卷烟包装等七个大项的生产工艺流程,才能作为商品流转到消费者手中;为避免生产出的卷烟产品流转到消费者手中具有质量缺陷以及过多缺陷产品导致的废品率增加,所以,如何生产出质量稳定、持续满足行业要求的优质卷烟产品,是卷烟生产企业一直都非常关注的问题。
3.在卷烟质量控制的卷烟物理质量、卷烟外观质量监控领域,目前虽已覆盖了岗位自检、车间质量人员抽检、工厂质量管理部门专检等多个环节,但抽检为离线检验,无法有效代表整体的加工质量效果。而且目前相关的系统和方法功能意向比较单一和无法形成闭环管控,不能对检验数据、分析和设备维修进行实时推送。还有卷烟在制品及成品外观质量检验数据均由人工记录在纸质表格上,卷烟/滤棒物理综合测试台物测数据是打印后,记录在纸质表格上,全部检验工作结束后,再由人工录入电脑,汇总、生成质量报表,生产现场质量检验数据时需要专人在电脑上查询,对指导生产可能产生滞后,导致工作量增加,以及质量管控的效率较低。
技术实现要素:
4.有鉴于此,本发明的目的是提供一种卷烟质量检验数据分析系统与方法,能够对卷烟生产过程中的物理质量、卷烟外观质量进行全流程的自动化监控,并将监控情况进行数据分析,将结果及时反馈到生产环节,降低卷烟质量检验的工作量,并提高卷烟质量检验的工作效率。
5.本发明通过以下技术手段解决上述技术问题:
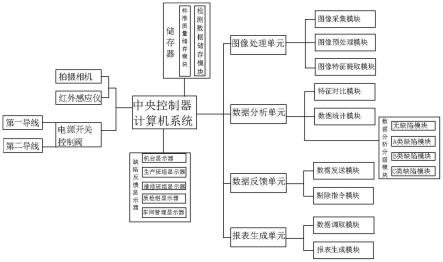
6.一种卷烟质量检验数据分析系统,包括若干个用于对卷烟进行拍摄的拍摄相机,所述拍摄相机电连接有中央控制器,所述中央控制器设置有计算机控制系统,所述计算机控制系统电连接有储存器、若干个缺陷反馈显示器和若干个位于拍摄相机下方的缺陷剔除机构;
7.所述控制系统包括图像处理单元、数据分析单元、数据反馈单元、报表生成单元;所述储存器包括标准质量储存模块和检测数据储存模块;
8.所述图像处理单元包括用于对拍摄相机拍摄的卷烟图象的图像采集模块、对卷烟图像进行预处理的图像预处理模块、对卷烟图像的特征进行提取的图像特征提取模块;
9.所述数据分析单元包括将提取的卷烟特征与标准质量储存模块进行比对的特征比对模块、对总检测数和缺陷数进行统计的数据统计模块、对产生质量缺陷进行分析分类的数据分析分级模块;
10.所述数据反馈单元包括对缺陷剔除机构发出指令的剔除指令模块、将缺陷数据发送到指定缺陷反馈显示器的数据发送模块;
11.所述报表生成单元包括对检测数据储存模块内存储的数据进行调取的数据调取模块和生成数字报表的报表生成模块。
12.进一步,所述数据分析分级模块包括无缺陷模块、a类缺陷模块、b类缺陷模块和c类缺陷模块。
13.进一步,所述缺陷反馈显示器包括机台显示器、生产班组显示器、维修班组显示器、大班组显示器和车间管理显示器。
14.进一步,所述缺陷剔除机构包括底座,所述底座的一端设置有支撑台,所述底座的另一端设置有收集箱,所述支撑台上固定安装有第一铁芯,所述第一铁芯上缠绕有第一导线,所述支撑台上还固定连接有固定杆,所述固定杆远离支撑台的端部固定连接有与固定杆垂直的横杆,所述横杆远离固定杆的一端滑动的设置有第二铁芯,所述第二铁芯的中心设置有盲孔,所述横杆滑动的设置在盲孔内,所述第二铁芯上缠绕有第二导线,所述横杆上套设有弹簧,所述弹簧的一端与固定杆固定连接,所述弹簧的另一端与第二铁芯固定连接;所述第二铁芯远离弹簧的一端固定连接有推杆;所述第一导线和第二导线通过电源开关控制阀电连接有电源,所述电源开关控制阀与中央控制器电连接,所述第一导线和第二导线的通电电流相反。当计算机控制系统检测到有缺陷卷烟经过时,此时计算机控制系统将控制电源开关控制阀分别对第一导线和第二导线进行瞬间通电,通电后,第一铁芯和第二铁芯就会产生电磁性,且因为第一导线和第二导线的通电电流相反,则当第一导线和第二导线通电后,就将使得第一铁芯和第二铁芯相接近的一端产生相同极性的磁极,因为第一铁芯为固定的,第二铁芯就会在第一铁芯的磁性排斥下拉伸弹簧并瞬间推动推杆,利用推杆的瞬间动力将缺陷的卷烟推出到收集箱内。推出之后,由于第一导线和第二导线属于瞬间通电,则断电后,第二铁芯再弹簧的恢复力下将第二铁芯和推杆拉回。如此可以实现输送带上缺陷卷烟的自动化的剔除,快速方便。
15.进一步,所述支撑台上固定连接有固定盒,所述第一铁芯和第二铁芯安装在固定盒内,所述固定盒上开设有通孔,所述通孔内衬有滑动轴承,所述推杆穿过所述滑动轴承,所述推杆远离第二铁芯的一端固定连接有推块。固定盒可以将整个第一铁芯和第二铁芯安装在内进行保护,避免电击伤人;另外将推杆滑动的安装在滑动轴承上,可以对推杆进行支撑。
16.进一步,所述拍摄相机处还安装有红外感应仪,所述红外感应仪与中央控制器电连接。
17.一种卷烟质量检验数据分析方法,包括以下步骤:
18.s1、拍摄相机对卷烟进行拍摄,形成拍摄图像,并通过图像ad转换为电子信号,由图像采集模块对图像进行采集;
19.s2、图像预处理模块对采集的图像电子信号进行滤波、增强、平滑和锐化处理,使得图像清晰,保证图像质量;
20.s3、图像特征提取模块对预处理后的图像利用卷积神经网络进行自我训练和特征提取,形成图像特征信号;
21.s4、将图像特征提取模块形成的图像特征信号,利用特征比对模块与标准质量储
存模块进行对比,得出比对数据;
22.s5、数据分析分级模块对特征比对模块得到的比对数据进行分析分级,分别分级为:无缺陷、a类缺陷、b类缺陷和c类缺陷;
23.s6、数据统计模块对总检测数、a类缺陷数、b类缺陷数和c类缺陷数进行统计,并对数据在检测数据储存模块进行存储;
24.s7、剔除指令模块计算对卷烟是否剔除,由数据发送模块发送剔除指令,控制缺陷剔除机构对具有缺陷的卷烟剔除;
25.s8、数据发送模块对连续出现n个相同缺陷的数据,根据数据分析分级模块的分级发送至每个缺陷级别对应的缺陷反馈显示器。
26.进一步,所述步骤s2中图像预处理模块对图像进行预处理的方法,包括以下步骤:
27.s201、以待处理图像的像素为中心,做一个m
×
m的作用模板;
28.s202、在m
×
m的作用模板中,选择k个与待处理图像的像素的灰度差为最小的像素;
29.s203、将这k个像素的灰度均值替换掉原来的像素值,得到滤波、增强、平滑和锐化处理后的图像。
30.进一步,所述步骤s3中对图像进行自我训练和特征提取,包括以下步骤:
31.s301、将预处理后的卷烟图像分割为大小为m
×
m的图像块集合,然后对每一图像块集合块用ii(i=1,2,...,n)表示,i表示某一图像块集合;
32.s302、将每一块的图像集合ii输入到卷积神经网络中进行多次训练;
33.s303、用大小为6
×
6,步数为3,输出为36的卷积核对图像ii做卷积处理,每个卷积层地输出通过relu激活函数,relu激活函数为:
34.f(x)=max(0,x),当输入信号小于0,输出为0,当输入信号大于0时,输出等于输入。
35.s304、对步骤s304输出的特征图做2*2个单元,步数为2,输出为36的池化操作;
36.s305、用大小为4*4,步数为2,输出为96的卷积核做卷积处理;
37.s306、对s305步骤输出的特征图做2*2个单元,步数为2,输出为96的池化操作;
38.s307、经过四次的训练,进行图像提取特征,并将神经网络中输出的结果分类,形成图片特征信号。
39.进一步,所述步骤s8中,当连续出现3个相同缺陷的a类或b类缺陷时,所述数据发送模块将缺陷信息同时发送至机台显示器、生产班组显示器、维修班组显示器、大班组显示器和车间管理显示器;当连续出现3个相同缺陷的c类缺陷时,所述数据发送模块将缺陷信息同时发送至机台显示器和大班组显示器。如此可以实现对各种缺陷类别的分级管理,当出现缺陷故障较大的a类和b类时,可以反馈到各个生产管理单元及时协调处理,当出现缺陷故障较小c类时,可以及时反馈到机台和大班组进行协调处理。
40.本发明的有益效果:
41.1、本发明在卷烟生产线上安装多个拍摄相机,每个拍摄相机分别对需要检测的卷烟面进行拍摄图像,拍摄的图像经过图像采集模块进行采集,然后利用图像预处理模块对采集的卷烟图像进行预处理,保证图像质量;再利用图像特征提取模块对卷烟图像进行自我训练和特征提取,与标准质量储存模块进行比对,筛选出具有缺陷的卷烟并利用数据分
析分级模块进行分类,数据统计模块进行统计,检测数据储存模块进行数据的存储,并由剔除指令模块发出指令,控制缺陷剔除机构对具有缺陷的卷烟剔除,还利用数据发送模块对出现缺陷的数据反馈发送至各个生产管理单元的缺陷反馈显示器,便于各个生产管理单元及时发现问题,及时协调解决;通过本发明的准确反馈,更加有利于生产,减少现场返工次数、降低质量风险发生的几率、大大缩短设备维修反应时间,提高生产效率的同时,也确保产品质量的稳定和提高。
42.2、本发明从图像采集、数据分析、缺陷烟包剔除和缺陷问题反馈,全流程自动化完成,提高质量检验工作效率及工作质量,避免或者减少人工多次输入带来的错误。
43.3、本发明对卷烟的生产可实现数字化管理,在管理人员需要数据报表时,可以通过报表生成模块自动生成各种生产报表,可以为卷烟生产现场过程质量控制、改进及设备维修提供更为科学有效的决策依据。
44.4、本发明在图像识别的同时,还可以进行自我的训练学习,不断提升图像的识别效率和识别准确率,可以大大的提高检验标准一致性,降低质检员对标准的把控误差。
45.5、本发明的剔除机构能够快速方便的对具有缺陷的卷烟进行剔除,可以避免了现在常规气缸推出的缓慢问题和利用气流吹气推出对下一个烟包的影响问题,更加的实用。
附图说明
46.图1是本发明一种卷烟质量检验数据分析系统的控制结构示意图;
47.图2是本发明一种卷烟质量检验数据分析方法的流程图;
48.图3是实施例2中进行检测时的参考例图;
49.图4是本发明中剔除机构的结构示意图。
50.其中:底座1、支撑台2、收集箱3、第一铁芯4、第一导线5、固定杆6、横杆7、第二铁芯8、第二导线9、弹簧10、推杆11、固定盒12、滑动轴承13、推块14、挡板15、输送带16、卷烟17。
具体实施方式
51.以下将结合附图对本发明进行详细说明:
52.实施例1、
53.本实施例为一种卷烟质量检验数据分析系统,如图1所示,包括若干个用于对卷烟进行拍摄的拍摄相机,拍摄相机处还安装有红外感应仪,拍摄相机的数量与需要检测的物理质量和外观缺陷的数量相等,红外感应仪、拍摄相机电连接有中央控制器,中央控制器设置有计算机控制系统,计算机控制系统电连接有储存器、若干个缺陷反馈显示器和若干个位于拍摄相机下方的缺陷剔除机构,储存器包括标准质量储存模块和检测数据储存模块。
54.如图4所示,缺陷剔除机构包括底座1,底座1的一端设置有支撑台2,底座1的另一端设置有收集箱3,支撑台2上固定安装有第一铁芯4,第一铁芯4上缠绕有第一导线5,支撑台2上还固定连接有固定杆6,固定杆6远离支撑台2的端部固定连接有与固定杆6垂直的横杆7,横杆7远离固定杆6的一端滑动的设置有第二铁芯8,第二铁芯8的中心设置有盲孔,横杆7滑动的设置在盲孔内,第二铁芯8上缠绕有第二导线9,横杆7上套设有弹簧10,弹簧10的一端与固定杆6固定连接,弹簧10的另一端与第二铁芯8固定连接;第二铁芯8远离弹簧10的一端固定连接有推杆11;第一导线5和第二导线9通过电源开关控制阀电连接有电源,电源
开关控制阀与中央控制器电连接,第一导线5和第二导线9的通电电流相反。支撑台2上固定连接有固定盒12,第一铁芯4和第二铁芯8安装在固定盒12内,固定盒12上开设有通孔,通孔内衬有滑动轴承13,推杆11穿过滑动轴承13,推杆11远离第二铁芯8的一端固定连接有推块14。
55.控制系统包括图像处理单元、数据分析单元、数据反馈单元、报表生成单元;图像处理单元包括用于对拍摄相机拍摄的卷烟图象的图像采集模块、对卷烟图像进行预处理的图像预处理模块、对卷烟图像的特征进行提取的图像特征提取模块;
56.数据分析单元包括将提取的卷烟特征与标准质量储存模块进行比对的特征比对模块、对总检测数和缺陷数进行统计的数据统计模块、对产生质量缺陷进行分析分类的数据分析分级模块,数据分析分级模块包括无缺陷模块、a类缺陷模块、b类缺陷模块和c类缺陷模块;
57.数据反馈单元包括对缺陷剔除机构发出指令的剔除指令模块、将缺陷数据发送到指定缺陷反馈显示器的数据发送模块;
58.报表生成单元包括对检测数据储存模块内存储的数据进行调取的数据调取模块和生成数字报表的报表生成模块。
59.缺陷反馈显示器包括机台显示器、生产班组显示器、维修班组显示器、大班组显示器和车间管理显示器。
60.实施例2、
61.本实施例为一种卷烟质量检验数据分析方法,如图2所示,包括以下步骤:
62.s1、拍摄相机对卷烟进行拍摄,形成拍摄图像,并通过图像ad转换为电子信号,由图像采集模块对图像进行采集;
63.s2、图像预处理模块对采集的图像电子信号进行滤波、增强、平滑和锐化处理,使得图像清晰,保证图像质量;具体为:图像预处理模块对图像进行预处理的方法,包括以下步骤:
64.s201、以待处理图像的像素为中心,做一个m
×
m的作用模板;
65.s202、在m
×
m的作用模板中,选择k个与待处理图像的像素的灰度差为最小的像素;
66.s203、将这k个像素的灰度均值替换掉原来的像素值,得到滤波、增强、平滑和锐化处理后的图像。
67.s3、图像特征提取模块对预处理后的图像利用卷积神经网络进行自我训练和特征提取,形成图像特征信号;具体为:
68.所述步骤s3中对图像进行自我训练和特征提取,包括以下步骤:
69.s301、将预处理后的卷烟图像分割为大小为m
×
m的图像块集合,然后对每一图像块集合块用ii(i=1,2,...,n)表示,i表示某一图像块集合;
70.s302、将每一块的图像集合ii输入到卷积神经网络中进行多次训练;
71.s303、用大小为6
×
6,步数为3,输出为36的卷积核对图像ii做卷积处理,每个卷积层地输出通过relu激活函数,relu激活函数为:
72.f(x)=max(0,x),当输入信号小于0,输出为0,当输入信号大于0时,输出等于输入。
73.s304、对步骤s304输出的特征图做2*2个单元,步数为2,输出为36的池化操作;
74.s305、用大小为4*4,步数为2,输出为96的卷积核做卷积处理;
75.s306、对s305步骤输出的特征图做2*2个单元,步数为2,输出为96的池化操作;
76.s307、经过四次的训练,进行图像提取特征,并将神经网络中输出的结果分类,形成图片特征信号
77.s4、将图像特征提取模块形成的图像特征信号,利用特征比对模块与标准质量储存模块进行对比,得出比对数据;
78.s5、数据分析分级模块对特征比对模块得到的比对数据进行分析分级,分别分级为:无缺陷、a类缺陷、b类缺陷和c类缺陷;
79.s6、数据统计模块对总检测数、a类缺陷数、b类缺陷数和c类缺陷数进行统计,并对数据在检测数据储存模块进行存储;
80.s7、剔除指令模块计算对卷烟是否剔除,由数据发送模块发送剔除指令,控制缺陷剔除机构对具有缺陷的卷烟剔除;
81.s8、数据发送模块对连续出现n个相同缺陷的数据,根据数据分析分级模块的分级发送至每个缺陷级别对应的缺陷反馈显示器,当连续出现3个相同缺陷的a类或b类缺陷时,所述数据发送模块将缺陷信息同时发送至机台显示器、生产班组显示器、维修班组显示器、大班组显示器和车间管理显示器;当连续出现3个相同缺陷的c类缺陷时,所述数据发送模块将缺陷信息同时发送至机台显示器和大班组显示器。
82.下面以在卷烟生产过程中的一个物理质量缺陷为例对本方法进行进一步的说明。
83.本实施例出现物理质量缺陷的如图3所示,其烟支的排列方式存在错误,正确的排列顺序为7-6-7的排列,而图3的顺序为6-7-7,将其列为c类质量缺陷。
84.当这个具有缺陷的卷烟从输送带输送到拍摄相机下方时,红外感应仪感应到卷烟已经输送到拍摄相机的下方,将信号传输到中央控制器的计算机控制系统,计算机控制系统控制拍摄相机对卷烟进行拍摄,形成拍摄图像,并通过图像ad转换为电子信号,由图像采集模块对图像进行采集,然后利用图像预处理模块对采集的图像电子信号进行滤波、增强、平滑和锐化处理,使得图像清晰,保证图像质量。
85.然后图像特征提取模块对预处理后的图像利用卷积神经网络进行自我训练和特征提取,形成图像特征信号,将图像特征提取模块形成的图像特征信号,利用特征比对模块与标准质量储存模块进行对比,得出比对数据。数据分析分级模块对特征比对模块得到的比对数据进行分析分级,数据分析分级模块将此类缺陷归类为c类缺陷模块。
86.然后剔除指令模块计算得出需要对卷烟进行剔除,由数据发送模块发送剔除指令,计算机控制系统将控制电源开关控制阀分别对第一导线5和第二导线9进行瞬间通电,通电后,第一铁芯4和第二铁芯8就会产生电磁性,且因为第一导线5和第二导线9的通电电流相反,则当第一导线5和第二导线9通电后,就将使得第一铁芯4和第二铁芯8相接近的一端产生相同极性的磁极,因为第一铁芯4为固定的,第二铁芯8就会在第一铁芯4的磁性排斥下拉伸弹簧10并瞬间推动推杆11,利用推杆11的瞬间动力将缺陷的卷烟17推出到收集箱3内。推出之后,由于第一导线5和第二导线9属于瞬间通电,则断电后,第二铁芯8再弹簧10的恢复力下将第二铁芯8和推杆11拉回。如此可以实现输送带16上缺陷卷烟17的自动化的剔除,快速方便。
87.放数据发送模块对连续出现3个相同缺陷的数据,根据数据分析分级模块的分级发送至每个缺陷级别对应的缺陷反馈显示器,因为本缺陷为c类缺陷,则数据发送模块将缺陷信息同时发送至机台显示器和大班组显示器。显示器的内容将由于数据调取模块、报表生成模块进行生成,生成的报表如下所示:
88.缺陷编号:qx00-00-00a-001
89.缺陷名称:烟支排列方式错误
90.单位扣分值:1.0分/盒
91.标准要求:
92.烟支排列方式按照7-6-7排列,c类质量缺陷。
93.历史记录:
94.2021/10/1用户:***
95.机台号:4
96.出现频次:1
97.2021/10/5用户:***
98.机台号:3
99.出现频次:1
100.通过上述对卷烟缺陷的准确及时的反馈,从而更加有利于生产,减少现场返工次数、降低质量风险发生的几率、大大缩短设备维修反应时间,提高生产效率的同时,也确保产品质量的稳定和提高。
101.另外,为了解决数据库中报表生成模块生成报表的准确率和效率,本发明的方法还公开了数据调取模块和报表生成模块的生成报表的方法;具体如下:
102.操作者发出第一查询请求,数据调取模块接收到第一查询请求,第一查询请求包括生成动态表头的第一sql语句;根据第一sql语句,报表生成模块确定目标报表的表头数据;操作者发出第二查询请求,数据调取模块接收第二查询请求,第二查询请求中包括表体数据的查询条件,查询条件为包含条件变量的第二sql语句,条件变量用于表示表头数据的存储位置;获取与表头数据对应的第一缺陷数据的数据结构,数据结构用于确定第一缺陷数据的存储位置;根据第一缺陷数据的数据结构,确定第二sql语句中条件变量的查询范围;根据条件变量的查询范围,对第二查询请求进行解析,确定与表头数据对应的表体数据;根据目标报表的表头数据、与表头数据对应的表体数据,显示目标报表。
103.以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。本发明未详细描述的技术、形状、构造部分均为公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1