一种焊接接头固有应变参数间接测量方法与流程
1.本发明涉及变形控制技术领域,具体是涉及一种焊接接头固有应变参数间接测量方法。
背景技术:
2.固有应变法焊接仿真时,将固有应变参数作为初始应变值施加到焊接结构的焊缝及其附近单元中,进行弹塑性有限元数值计算,使焊缝附近单元与整个模型的拘束达到力学平衡状态,仿真获得焊接结构焊接变形分布,在仿真计算结构建焊接变形时,仿真计算效果比传统的热弹塑性法焊接仿真,有明显的优势。
3.固有应变法焊接仿真时,焊接接头固有应变参数的获取,是焊接仿真重要环节,决定了焊接仿真结果的准确性。现有的固有应变参数获取途径,分为热弹塑仿真法、整体实测法、微区测量法。对于热弹塑性仿真法,热弹塑性仿真本身的参数较多,尤其是材料热物理参数、热源模型等参数,通常都与实际测量有偏差,导致最终计算结果可信度降低。对于整体实测法,通过测量整体塑性应变值后求平均值,由于固有应变在焊缝各位置有较大差异,该方法并不准确。对于微区测量法,通过局部微小区域钻孔,直接测量应力与应变,获得固有应变参数,需要测量精度较高的便携式三坐标测量仪,设备高昂,售价高达近百万元。
4.因此,如何在保障可信度的前提下,实现固有应变参数的低成本测量是当前急需解决的关键技术难题。
技术实现要素:
5.本发明的目的在于克服现有技术中的不足,提供一种焊接接头固有应变参数间接测量方法,解决当前无法在保障可信度的前提下,实现固有应变参数的低成本测量的问题。
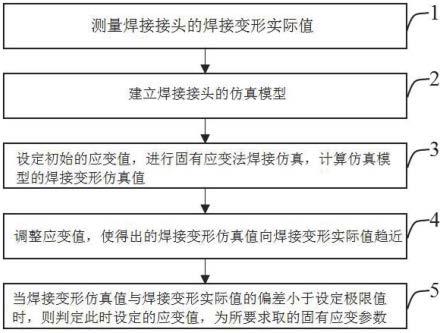
6.为解决上述技术问题,本发明是采用下述技术方案实现的:本发明提供了一种焊接接头固有应变参数间接测量方法,包括以下步骤:测量焊接接头的焊接变形实际值;建立焊接接头的仿真模型;设定初始的应变值,进行固有应变法焊接仿真,计算所述仿真模型的焊接变形仿真值;调整所述应变值,使得出的焊接变形仿真值向焊接变形实际值趋近;当焊接变形仿真值与焊接变形实际值的偏差小于设定极限值时,则判定此时设定的应变值,为所要求取的固有应变参数。
7.进一步的,测量焊接接头的焊接变形实际值的方法包括:建立焊接接头的标准三维模型;调整标准试板的位置姿态,使构成的标准试样与标准三维模型相一致;对标准试板实施焊接,并测量标准试板在焊接前后时的位置数据;计算焊接前后位置数据的变化差值,即得到焊接接头的焊接变形实际值。
8.进一步的,建立焊接接头的标准三维模型的方法包括:确定所要测量的焊接接头的类型;根据焊接接头的类型,确定并统计焊接接头的相关尺寸和工艺参数;根据相关尺寸和工艺参数,建立焊接接头的标准三维模型。
9.进一步的,所述焊接接头的类型包括:t形接头、角接接头、搭接接头、对接接头、锁底接头和非标接头;其中,非标接头包含其他5类接头以外的集合。
10.进一步的,所述焊接接头的相关尺寸和工艺参数包括:焊缝尺寸、制作材质、形位尺寸和焊接工艺。
11.进一步的,在对标准试板实施焊接时,选择的焊接规范要与焊接接头的类型保持一致;若焊接过程中焊接规范偏差超过容许极限,则判定焊接失败,并更换标准试样重新进行焊接。
12.进一步的,调整标准试板的位置姿态,使构成的标准试样与标准三维模型相一致的方法包括:利用拼点工装将标准试板的位置姿态调整至与标准三维模型相一致;对调整后的标准试板进行拼点装配。
13.进一步的,测量标准试板在焊接前后时的位置数据的方法包括:在调整标准试板的位置姿态之前,对标准试板进行钻孔处理;在对标准试板实施焊接之前,测量钻孔的位置数据;在对标准试板实施焊接之后,待标准试板冷却至室温时,测量钻孔的位置数据。
14.进一步的,所述位置数据包括钻孔的间距或高度差。
15.进一步的,所述应变值包括:填充金属温差和线胀系数。
16.与现有技术相比,本发明所达到的有益效果是:1、本发明以标准试件的焊接变形为纽带进行间接测量,通过将数值仿真与实际测量结果相结合的方式联合测定出固有应变参数,从而在保障结果可信度的前提下,实现了固有应变参数的方便、可靠、低成本测量;2、本发明根据结构形式将焊接接头细分为6大类型,并制定技术标准规定了标准试板的尺寸偏差范围、拼点与装配的精度、焊接电流与电压浮动范围等影响焊接变形测量结果的因素,使标准试样的焊接变形分布与焊接接头的焊接变形实际值相等,从而提高了获取的固有应变参数的可靠性;3、本发明根据焊接接头的类型分别制定了相应的测量流程和测量规范,从而了构建焊接接头固有应变数据库,确保了焊接变形测量结果的有效性。
附图说明
17.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:图1是本发明提供的一种焊接接头固有应变参数间接测量方法的流程图;图2是t形接头的剖面示意图;
图3是角接接头的剖面示意图;图4为搭接接头的剖面示意图;图5为对接接头的剖面示意图;图6为锁底接头的剖面示意图;图7为t形接头的三维模型图;图8为角接接头的三维模型图;图9为搭接接头的三维模型图;图10为对接接头的三维模型图;图11为锁底接头的三维模型图;图12为t形接头的钻孔位置示意图;图13为角接接头的钻孔位置示意图;图14为搭接接头的钻孔位置示意图;图15为对接接头与锁底接头的钻孔位置示意图;图16为t形接头的拼点位置示意图;图17为角接接头的拼点位置示意图;图18为搭接接头的拼点位置示意图;图19为对接接头的背部拼点位置示意图;图20为锁底接头的背部拼点位置示意图。
具体实施方式
18.下面结合附图对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
19.如图1所示,本发明实施例提供了一种焊接接头固有应变参数间接测量方法,本流程图仅仅示出了本实施例所述方法的逻辑顺序,在互不冲突的前提下,在本发明其它可能的实施例中,可以以不同于图1所示的顺序完成所示出或描述的步骤。
20.本发明提出了一种固有应变参数的测量方法,其以标准试件的焊接变形为纽带进行间接测量,通过将数值仿真与实际测量结果结合,联合测定固有应变参数。
21.可以理解的是,一方面,标准试件的焊接变形是最易实测的参数,其测量工具简单,测量方便,且所得测量结果的误差较小;而另一方面,在固有应变法焊接仿真时,对仿真模型施加固有应变仿真参数操作相对简单,固有应变参数取值决定了标准试件焊接变形的分布和幅值,以标准试件的焊接变形实测结果对标仿真结果,可得到焊接接头的固有应变参数。
22.其包括以下步骤:步骤a:测量焊接接头的焊接变形实际值;步骤b:建立焊接接头的仿真模型;步骤c:设定初始的应变值,进行固有应变法焊接仿真,计算所述仿真模型的焊接变形仿真值;步骤d:调整所述应变值,使得出的焊接变形仿真值向焊接变形实际值趋近;步骤e:当焊接变形仿真值与焊接变形实际值的偏差小于设定极限值时,则判定此
时设定的应变值,为所要求取的固有应变参数。
23.需要说明的是,固有应变法焊接仿真是指将固有应变参数作为初始应变值施加到焊接结构的焊缝及其附近单元中,进行弹塑性有限元数值计算,使焊缝附近单元与整个模型的拘束达到力学平衡状态,从而仿真获得焊接结构焊接变形分布的方法。
24.还需要说明的是,固有应变参数是表征焊缝附近焊接变形的综合值,在热循环过程中热应变与拘束及相变相互作用,达到平衡状态时的塑性应变值。固有应变是焊缝经过焊接热循环,其内部热应变与拘束及相变相互作用平衡时的塑性总应变,是表征焊缝附近焊接变形程度的局部综合塑性应变值。
25.步骤a所述的测量焊接接头的焊接变形实际值的方法包括:步骤aa:建立焊接接头的标准三维模型;步骤ab:调整标准试板的位置姿态,使构成的标准试样与标准三维模型相一致;需要说明的是,构建的标准试样用于等效替代所要测量的焊接接头,以此可便于进行对焊接变形实际值的实际测量。
26.步骤ac:对标准试板实施焊接,并测量标准试板在焊接前后时的位置数据;优选的,在对标准试板实施焊接时,选择的焊接规范要与焊接接头的类型保持一致;若焊接过程中焊接规范偏差超过容许极限,则判定焊接失败,并更换标准试样重新进行焊接。
27.此外,焊接的起弧与收弧均需在两端引弧板与收弧板内。
28.在本实施例中,标准试板的板材选用s355钢,焊丝牌号为50-6;焊接规范如下所述:如焊接过程中出现以下情形时,则判定焊接失败;1、焊接过程中,累计3秒电流偏差超过20a或者电压累计5秒偏差超过2v;2、焊脚尺寸超过设定值1mm;3、焊缝表面余高或者凹陷超过设定值1mm;4、平均焊接速度超过设定值10%;5、焊缝拼点间隙两端宽窄差值超过1mm。
29.步骤ad:计算焊接前后位置数据的变化差值,即得到焊接接头的焊接变形实际值。
30.步骤aa所述的,建立焊接接头的标准三维模型的方法包括:步骤aaa:确定所要测量的焊接接头的类型;需要说明的是,焊接接头的类型包括:t形接头、角接接头、搭接接头、对接接头、锁底接头和非标接头;其中,非标接头包含其他5类接头以外的集合。
31.为了降低实测过程中所产生的测量误差,在实测方面,制定了技术标准规定了标准试板的尺寸偏差范围,例如:如图2所示,对于t形接头,ta、tb分别为试板a、b厚度,d1、d2为试板b左右表面到试板a左右端面的距离,并且d1、d2均大于或等于ta,tb较小值,θ为试板间角度,并且5
°
<θ<175
°
;如图3所示,对于角接接头,d1、d2至少有一个小于ta与tb中较小值,θ为试板间角度,并且30
°
≤θ≤135
°
;如图4所示,对于搭接接头,θ为试板间角度,并且0≤θ≤5
°
;
如图5所示,对于对接接头,θ为试板a、b表面夹角,135
°
≤θ≤180
°
。
32.如图6所示,对于锁底接头,ta、tb为试板a、b厚度,ta<3tb,t为锁底厚度。
33.步骤aab:根据焊接接头的类型,确定并统计焊接接头的相关尺寸和工艺参数;需要说明的是,焊接接头的相关尺寸和工艺参数包括:焊缝尺寸、制作材质、形位尺寸和焊接工艺。
34.其中,形位尺寸为表面夹角、端部距离、根部间隙、板厚、长度、坡口角度、坡口深度、过渡倒角角度、弯曲半径等,不同类型的焊接接头包含的内容有所不同。而焊接工艺因素包括:焊接参数(电流、电压、焊接速度)、焊接层数、焊接顺序、焊接方向、预热温度、单丝/双丝焊等。
35.步骤aac:根据相关尺寸和工艺参数,建立焊接接头的标准三维模型;可以理解的是,为便于后续标准试样的构建,需要率先建立标准三维模型;为提高标准试样的装配精度,建立标准三维模型所采用的试板组件的尺寸大小需与标准试板相一致,而试板组件的厚度、拼点间隙、坡口角度、焊缝尺寸等其它参数均与所要测量的焊接接头的设计图纸保持一致。
36.在本实施例中,试板组件的长度和宽度均为固定尺寸,规格为300mm
×
200mm和200mm
×
150mm两种,焊接垫板尺寸统一规定为200mm
×
32mm
×
10mm,各类型焊接接头的三维模型如图7-11所示。
37.步骤ab所述的,调整标准试板的位置姿态,使构成的标准试样与标准三维模型相一致的方法包括:步骤aba:利用拼点工装将标准试板的位置姿态调整至与标准三维模型相一致;例如:可采用申请号为cn202121669036.0的实用新型专利《一种焊接接头固有应变标定用拼点工装》进行标准试板的拼装,可保证测量焊前初始状态的一致性,配合c型夹钳,实现不同类型焊接接头试样的定位、夹紧和点焊固定。
38.步骤abb:对调整后的标准试板进行拼点装配;需保证标准试样在拼点前相对位置的准确。优选的,拼点前用钢丝刷、角磨机等,将标准试板表面打磨清理干净;在本实施例中,点焊的焊脚尺寸统一规定为5mm,各类接头试样规定点焊位置和数量,如图16-20所示。
39.步骤ac所述的,测量标准试板在焊接前后时的位置数据的方法包括:步骤aca:在调整标准试板的位置姿态之前,对标准试板进行钻孔处理;可以理解的是,可通过孔位置数据的变化来反应标准试板的焊接变形量。可采用小型台钻对进行钻孔处理,使用直径为3mm的钻头,钻孔深度要求大于2mm,且小于4mm。焊接接头的类型不同,钻孔的位置和数量也不同,5种接头的钻孔位置要求,如图12-15所示。
40.步骤acb:在对标准试板实施焊接之前,测量钻孔的位置数据;步骤acc:在对标准试板实施焊接之后,待标准试板冷却至室温时,测量钻孔的位置数据。
41.需要说明的是,所述位置数据包括钻孔的间距或高度差。钻孔的间距可采用游标卡尺进行测量,其量程为0-300mm,精度为0.02mm。测定钻孔的高度差采用数显高度测量仪,配用表为数显千分尺。
42.在本实施例中,步骤b所述的建立焊接接头的仿真模型,可为运用hypermesh软件
建立的标准试样的有限元网格模型。
43.其网格类型为二阶实体四面体。在网格模型中,在模型的相应位置设置特定节点,特定节点位置与实测标准试样的钻孔位置相对应,便于后续仿真结果的提取;网格尺寸为4.0mm或8.0mm,仿真模型采用镜像对称设置。
44.此外,考虑到四面体单元网格的尺寸与不对称可能导致的仿真结果偏差。可采取如下措施消减:第一方面,要求仿真标定时所用四面体网格尺寸与构建仿真模型前处理时所采用的网格尺寸一致,消除使网格单元尺寸不同而导致的误差;第二方面,要求仿真模型构建时,尽量对称设置有限元模型,消减因网格单元特性引起的仿真误差。
45.优选的,所述应变值包括:填充金属温差和线胀系数。
46.具体的,在本实施例中,通过软件marc.msc仿真计算焊缝填充金属的冷却收缩。通过对填充金属设定相应的温差和线胀系数,计算焊道金属的冷却收缩变形及仿真整个仿真模型的焊接变形分布。
47.其中试板组件的力学属性参数设置如下:杨氏模量、屈服强度均与标准试板所选用的板材相同,在本实施例中即与s355钢相同;整个模型所有单元的热传导率为零,抑制温差在计算过程发生变化。仿真模型边界条件设置,参照焊接过程中对标准试样的夹持方法,需保证两者之间具有良好的一致性。
48.当仿真模型的线胀系数与温差,使仿真模型的焊接变形仿真值与实测的焊接变形实际值的偏差小于设定的极限值10%时,此时所设定的线胀系数与温差,即为要求取的的固有应变参数。
49.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1