一种车身焊装工艺孔检测系统及方法与流程
本发明涉及车身焊装工艺检测,具体地,涉及一种车身焊装工艺孔检测系统及方法。
背景技术:
1、公知的汽车制造焊装工艺孔识别通过人工目视检测、或专业的视觉照相装置进行静态对比检测。但是,人工目视检测存在误检、漏检错误;专业视觉照相装置价格昂贵,无法实现动态实时监测。行业内通用解决方案是通过安装专业视觉相机设备及相应专业软件,通过照相,利用图片进行对比分析。价格昂贵投资成本大;需要单独的电脑投入;采用图像对比技术耗时较长;需要输出信号与西门子plc实现联动;只能通过声光报警提示,无法通过语音提示操作者。
技术实现思路
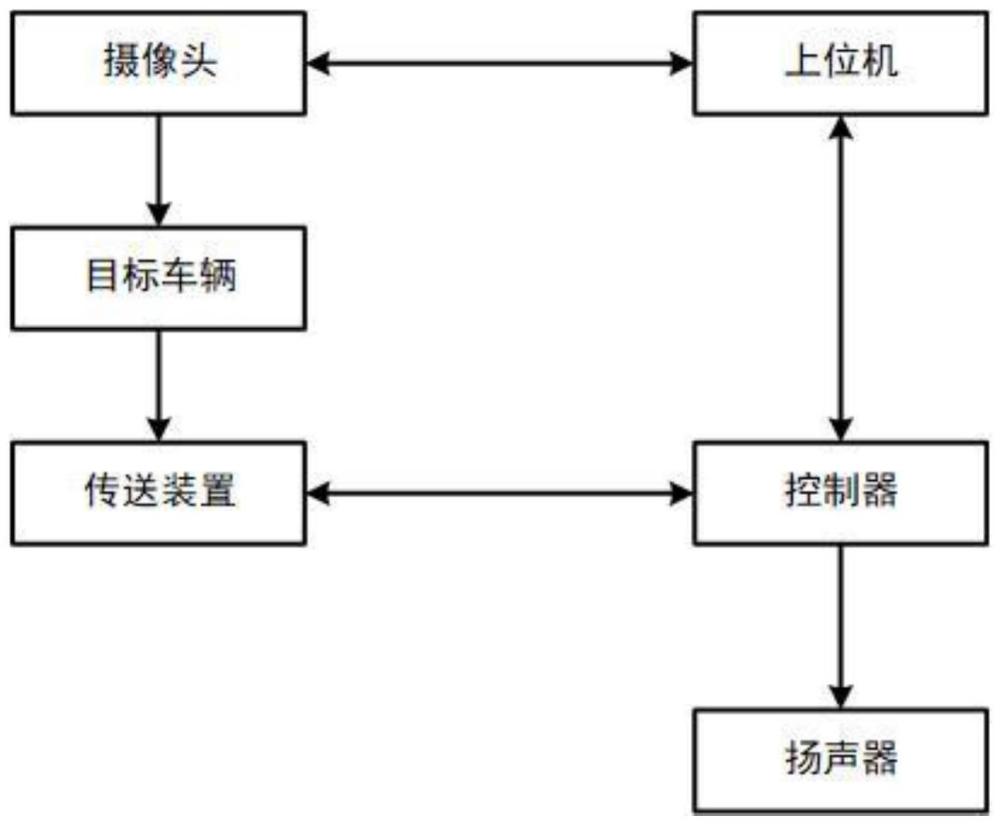
1、为解决上述问题的至少一个方面,本发明提供一种车身焊装工艺孔检测系统,包括:传送装置,所述传送装置用于移动目标车身;控制器,所述控制器与所述传送装置电连接以控制所述传送装置的运行或停止,所述控制器用于接收用户输入的检测指令;摄像头,所述摄像头用于实时采集目标车身图像;上位机,所述上位机与所述控制器电连接,以接收所述检测指令,所述上位机与所述摄像头电连接,基于所述检测指令接收所述摄像头采集的所述目标车身图像,所述上位机根据所述目标车身图像评估所述目标车身的焊装工艺孔,并基于评估结果向所述控制器输出控制指令,所述控制指令用于控制所述传送装置的运行或停止。
2、优选地,所述控制器包括标识单元,所述上位机通过所述标识单元识别所述控制器。
3、优选地,所述上位机包括评估单元,所述评估单元通过轮廓识别方法和面积测算确定焊装工艺孔的轮廓面积,并将轮廓面积与预设面积对比以输出评估结果。
4、优选地,还包括扬声器,所述扬声器与所述控制器电连接,所述扬声器基于所述评估结果播放音频。
5、优选地,所述控制器包括语音播放单元,所述语音播放单元包括多个播放指令,每个所述播放指令与所述焊装工艺孔一一对应,所述控制器根据所述上位机的判断结果输出所述播放指令,所述扬声器基于所述播放指令播放音频。
6、另一方面,公开一种车身焊装工艺孔检测方法,包括:利用传送装置移动目标车身至预设位置;通过控制器输入检测指令;上位机接收所述检测指令,并根据接收的所述检测指令控制摄像头获取目标车身图像;所述上位机基于所述目标车身图像评估所述目标车身的焊装工艺孔,并输出评估结果;所述控制器接收所述评估结果,并基于所述评估结果控制所述传送装置的运行或停止。
7、优选地,所述控制器包括标识单元,所述上位机通过所述标识单元识别所述控制器。
8、优选地,所述上位机包括评估单元,所述评估单元通过轮廓识别方法和面积测算确定焊装工艺孔的轮廓面积,并将轮廓面积与预设面积对比以输出评估结果。
9、优选地,还包括扬声器,所述控制器接收评估结果,并基于所述评估结果控制所述扬声器播放音频。
10、优选地,所述控制器包括语音播放单元,所述语音播放单元包括多个播放指令,每个所述播放指令与所述焊装工艺孔一一对应,所述控制器根据所述上位机的判断结果输出播放指令,所述扬声器基于所述播放指令播放音频。
11、本发明的车身焊装工艺孔检测系统及方法具有以下有益效果:通过使用车间原有摄像头解决采集目标车身图像,避免额外设置视觉照相装置,节约成本;直接利用现场wincc作为上位机即可运行无需额外投入设备,通过自主python编程实现实时读取摄像头视频流解决实时性问题,通过python编程实现与西门子plc实现通讯,无需增加硬件和接线;通过python编程实现语音自动报警并具体提示播报故障点。
技术特征:
1.一种车身焊装工艺孔检测系统,其特征在于,包括:
2.根据权利要求1所述的系统,其特征在于,所述控制器包括标识单元,所述上位机通过所述标识单元识别所述控制器。
3.根据权利要求2所述的系统,其特征在于,所述上位机包括评估单元,所述评估单元通过轮廓识别方法和面积测算确定焊装工艺孔的轮廓面积,并将轮廓面积与预设面积对比以输出评估结果。
4.根据权利要求3所述的系统,其特征在于,还包括扬声器,所述扬声器与所述控制器电连接,所述扬声器基于所述评估结果播放音频。
5.根据权利要求4所述的系统,其特征在于,所述控制器包括语音播放单元,所述语音播放单元包括多个播放指令,每个所述播放指令与所述焊装工艺孔一一对应,所述控制器根据所述上位机的判断结果输出所述播放指令,所述扬声器基于所述播放指令播放音频。
6.一种车身焊装工艺孔检测方法,其特征在于,包括:
7.根据权利要求6所述的方法,其特征在于,所述控制器包括标识单元,所述上位机通过所述标识单元识别所述控制器。
8.根据权利要求7所述的方法,其特征在于,所述上位机包括评估单元,所述评估单元通过轮廓识别方法和面积测算确定焊装工艺孔的轮廓面积,并将轮廓面积与预设面积对比以输出评估结果。
9.根据权利要求8所述的方法,其特征在于,还包括扬声器,所述控制器接收评估结果,并基于所述评估结果控制所述扬声器播放音频。
10.根据权利要求9所述的方法,其特征在于,所述控制器包括语音播放单元,所述语音播放单元包括多个播放指令,每个所述播放指令与所述焊装工艺孔一一对应,所述控制器根据所述上位机的判断结果输出播放指令,所述扬声器基于所述播放指令播放音频。
技术总结
本发明公开一种车身焊装工艺孔检测系统及方法,包括:传送装置,所述传送装置用于移动目标车身;控制器,所述控制器与所述传送装置电连接以控制所述传送装置的运行或停止,所述控制器用于接收用户输入的检测指令;摄像头,所述摄像头用于实时采集目标车身图像;上位机,所述上位机与所述控制器电连接,以接收所述检测指令,所述上位机与所述摄像头电连接,基于所述检测指令接收所述摄像头采集的所述目标车身图像,所述上位机根据所述目标车身图像评估所述目标车身的焊装工艺孔,并基于评估结果向所述控制器输出控制指令,所述控制指令用于控制所述传送装置的运行或停止。
技术研发人员:王东林,方钢,高大伟,范英男
受保护的技术使用者:一汽-大众汽车有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!