一种应用于导管弯曲变形质量测量的椭圆度标准件及测量方法
本发明涉及航空制造领域,具体地说是一种应用于导管弯曲变形质量测量的椭圆度标准件及测量方法。
背景技术:
1、由于导管具有出色的物理性能,已被广泛运用在航空航天系统的各个重要设备中。航空导管多为弯曲导管,其弯曲过程属于连续的弹塑性变形,是一个多因素影响的复杂受力过程。管材弯曲时,外侧被拉伸变长,内侧被压缩变短。在内、外两侧应力的共同作用下,导管弯曲部位的截面会发生畸变,呈椭圆形状。生产过程中,一般采用截面的椭圆度来衡量其畸变程度。弯曲部位的截面椭圆度越大,代表其畸变程度越大,导管的机械性能越差,从而严重影响产品的制造质量。导管的椭圆度已成为评价其弯曲变形质量的一个重要指标。
2、目前,导管的椭圆度检测方法有很多种,包括人工检具法、视觉分析法等。其中,视觉分析法是基于计算机视觉原理进行检测分析,具有非接触、高精度、高稳定性等特点,已成为椭圆度检测方法的主流发展方向。但该类方法的性能难以评价,没有统一的衡量标准。此外,由于导管弯曲部位的形状特殊性,一般的几何量标准件难以表征椭圆度参数,更无法评价椭圆度的测量性能。因此,该领域亟需一种椭圆度标准件,用于评价导管弯曲变形质量的检测能力。
技术实现思路
1、针对现有技术的不足之处,本发明要解决的技术问题是提供一种应用于导管弯曲变形质量测量的椭圆度标准件及测量方法,借助三坐标测量机校准其椭圆度的标准值,以解决现有标准件无法评价椭圆度测量能力的问题。
2、本发明为实现上述目的所采用的技术方案是:
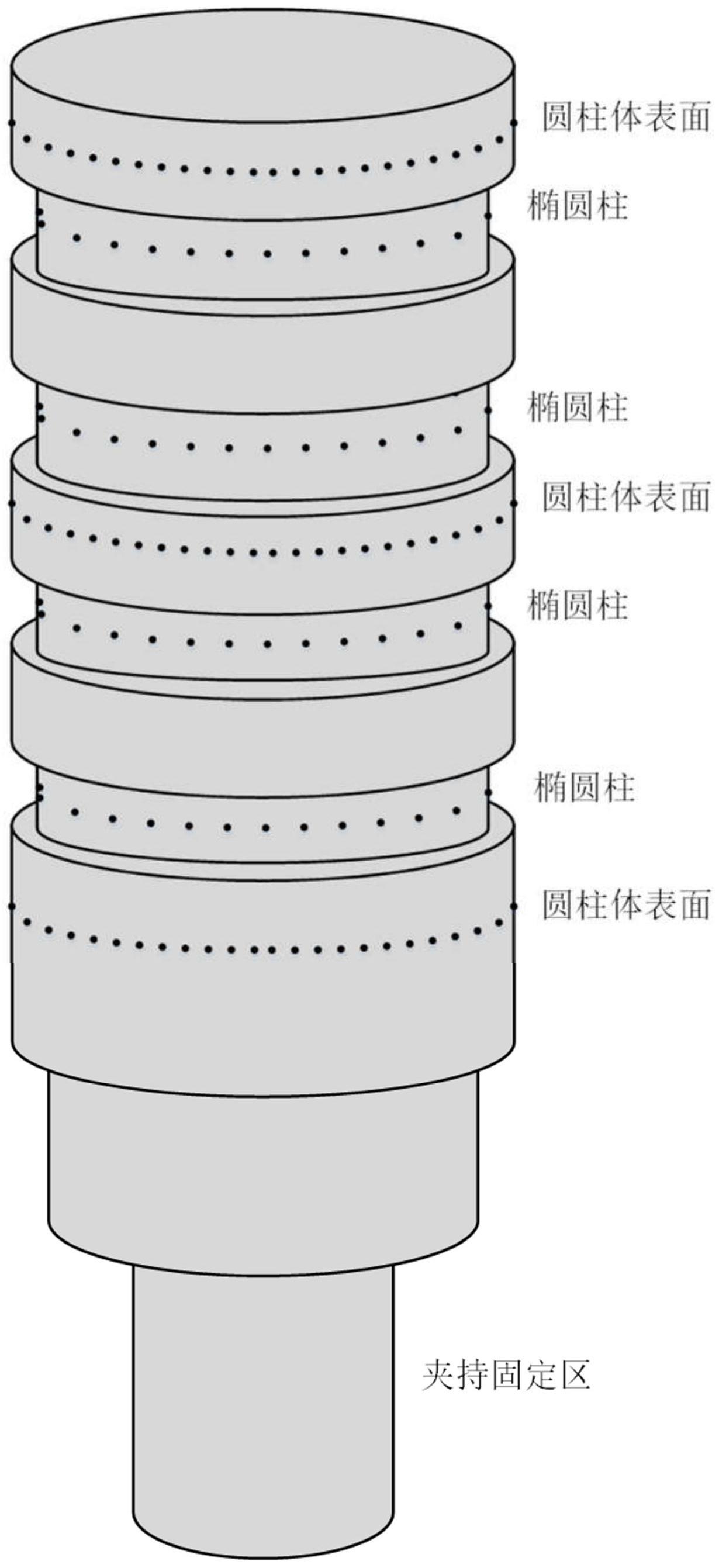
3、一种应用于导管弯曲变形质量测量的椭圆度标准件,包括:圆柱本体;所述圆柱本体表面由上至下开有若干个不等宽度、不等深度的槽,所述圆柱上开槽位置处横截面为椭圆形,所述各椭圆形横截面的椭圆度不等;所述各椭圆形横截面与中轴线方向的槽壁构成若干个椭圆柱;所述每个椭圆柱与圆柱形本体同轴;所述每个椭圆柱为不等椭圆度的标准件。
4、所述各开槽位置横截面椭圆形的长轴与短轴长度差值均不等。
5、所述各椭圆形横截面的长轴相等、短轴不等,或长轴不等、短轴相等。
6、所述圆柱形本体材质为金属。
7、所述圆柱形本体材质为铝合金。
8、所述圆柱形本体和椭圆柱表面的粗糙度小于3.2mm。
9、所述标准件表面去毛刺,且进行处理。
10、所述该多段椭圆柱标准件用于作为被测量对象测量其椭圆度计量值准确性,若计量值超出标准值误差范围,则判定测量椭圆度不准确。
11、一种应用于导管弯曲变形质量测量的椭圆度标准件的椭圆度标准值测量方法,所述各个不等椭圆度的标准件的椭圆度,是采用坐标测量机在标准件表面采集数据点坐标,计算得到标准件的椭圆度参数标准值,包括以下步骤:
12、(1)采用计量级的坐标测量机,完成测针标定后,将标准件固定在测量区间内,以保证标准件表面上的点都能被测量;
13、(2)在圆柱本体横截面,均匀采集m个位置点,记为pi(i=1,…,m),采用最小二乘法进行圆柱拟合,计算得到圆柱体的中心轴线方向向量ν和轴线上一点p;
14、(3)分别在第j个椭圆柱横截面,绕轴向等间距采集n个位置点,记为pjk(k=1,…,n);将位置点pjk,投影到过点p且与向量ν垂直的平面,计算其投影点p′jk。
15、(4)基于采集位置点p′jk的三维坐标,采用最小二乘圆法进行椭圆拟合,计算得到j个椭圆柱的长轴和短轴,长轴分别记为aj(j=1,2,3,n),短轴分别记为bj(j=1,2,3,n)。那么,n段椭圆柱的公称直径dj计算为:
16、dj=(aj+bj)/2
17、(5)标准件的每个椭圆柱代表一种导管椭圆度,其椭圆度δj(j=1,2,3,n)计算为:
18、
19、以当前椭圆形横截面椭圆度计量值δj为该第j个椭圆度标准件的标准值。
20、该多段椭圆柱标准件用于作为被测量对象,测量其椭圆度计量值,并与标准值比较是否在误差范围内来评价其他方法准确性。
21、本发明具有以下有益效果及优点:
22、1.本发明方法设计了一种应用于导管弯曲变形质量测量的椭圆度标准件,采用圆棒状结构,能够较好的表征导管的几何特征,适用于大部分测量方法,通用性好。
23、2.本发明方法设计了一种应用于导管弯曲变形质量测量的椭圆度标准件,采用分段式的椭圆柱状结构,能够代表不同的导管椭圆度,评价不同导管椭圆度检测方法的测量性能。
24、3.本发明所述的一种椭圆度标准件测量方法,将椭圆柱表面的数据点沿中心轴线方向,投影在同一平面内,再进行椭圆拟合计算,解决了坐标测量设备无法准确采集圆柱径向截面数据点的问题,椭圆度指标精度高、标准性强。
技术特征:
1.一种应用于导管弯曲变形质量测量的椭圆度标准件,其特征在于,包括:圆柱本体;所述圆柱本体表面由上至下开有若干个不等宽度、不等深度的槽,所述圆柱上开槽位置处横截面为椭圆形,所述各椭圆形横截面的椭圆度不等;所述各椭圆形横截面与中轴线方向的槽壁构成若干个椭圆柱;所述每个椭圆柱与圆柱形本体同轴;所述每个椭圆柱为不等椭圆度的标准件。
2.根据权利要求1所述的一种应用于导管弯曲变形质量测量的椭圆度标准件,其特征在于,所述各开槽位置横截面椭圆形的长轴与短轴长度差值均不等。
3.根据权利要求1或2所述的一种应用于导管弯曲变形质量测量的椭圆度标准件,其特征在于,所述各椭圆形横截面的长轴相等、短轴不等,或长轴不等、短轴相等。
4.根据权利要求1所述的一种应用于导管弯曲变形质量测量的椭圆度标准件,其特征在于,所述圆柱形本体材质为金属。
5.根据权利要求4所述的一种应用于导管弯曲变形质量测量的椭圆度标准件,其特征在于,所述圆柱形本体材质为铝合金。
6.根据权利要求1所述的一种应用于导管弯曲变形质量测量的椭圆度标准件,其特征在于,所述圆柱形本体和椭圆柱表面的粗糙度小于3.2mm。
7.根据权利要求1所述的一种应用于导管弯曲变形质量测量的椭圆度标准件,其特征在于,所述标准件表面去毛刺,且进行处理。
8.根据权利要求1所述的一种应用于导管弯曲变形质量测量的椭圆度标准件,其特征在于,所述该多段椭圆柱标准件用于作为被测量对象测量其椭圆度计量值准确性,若计量值超出标准值误差范围,则判定测量椭圆度不准确。
9.根据权利要求1所述的一种应用于导管弯曲变形质量测量的椭圆度标准件的椭圆度标准值测量方法,其特征在于,所述各个不等椭圆度的标准件的椭圆度,是采用坐标测量机在标准件表面采集数据点坐标,计算得到标准件的椭圆度参数标准值,包括以下步骤:
技术总结
本发明公开了一种应用于导管弯曲变形质量测量的椭圆度标准件及测量方法,该标准件包括在圆柱本体表面由上至下开有若干个槽,开槽位置处横截面为椭圆形,各椭圆形横截面的椭圆度不等;各椭圆形横截面与中轴线方向的槽壁构成若干个椭圆柱标准件。采用三坐标测量机对标准件进行校准:首先,在标准件外侧圆柱体表面采集坐标点,拟合得到中心轴线;然后,在标准件椭圆柱表面采集坐标点,并投射到以中心轴线为法向量的平面,拟合得到椭圆柱的几何参数;最后,计算每个椭圆柱对应的椭圆度,完成椭圆度标准件制作。本发明建立了导管弯曲变形后的椭圆度检测评价标准,提出了一种坐标测量机计量椭圆度的方法,通用性好,精度高。
技术研发人员:夏仁波,张天宇,曾元松,赵吉宾,陈月玲
受保护的技术使用者:中国科学院沈阳自动化研究所
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!