一种工件精度检测方法、系统及设备与流程
本发明涉及工业检测领域,尤其涉及一种工件精度检测方法、系统及设备。
背景技术:
1、目前,对对于圆柱形工件的检测,行业内依赖于传统的检测方法,如圆柱形工件的的直线度和圆度的测量通常采用人工规尺检查和测量,这具有误差大、效率低、与工件接触易造成损耗的缺点。
技术实现思路
1、鉴于以上技术问题,本发明提供了一种工件精度检测方法、系统及设备,以提供一种快速、高效地计算柱状工件精度偏差的方法的技术方案。
2、本公开的其他特征和优点将通过下面的详细描述变得显然,或部分地通过本公开的实践而习得。
3、根据本发明的一方面,公开一种工件精度检测方法,所述方法包括:
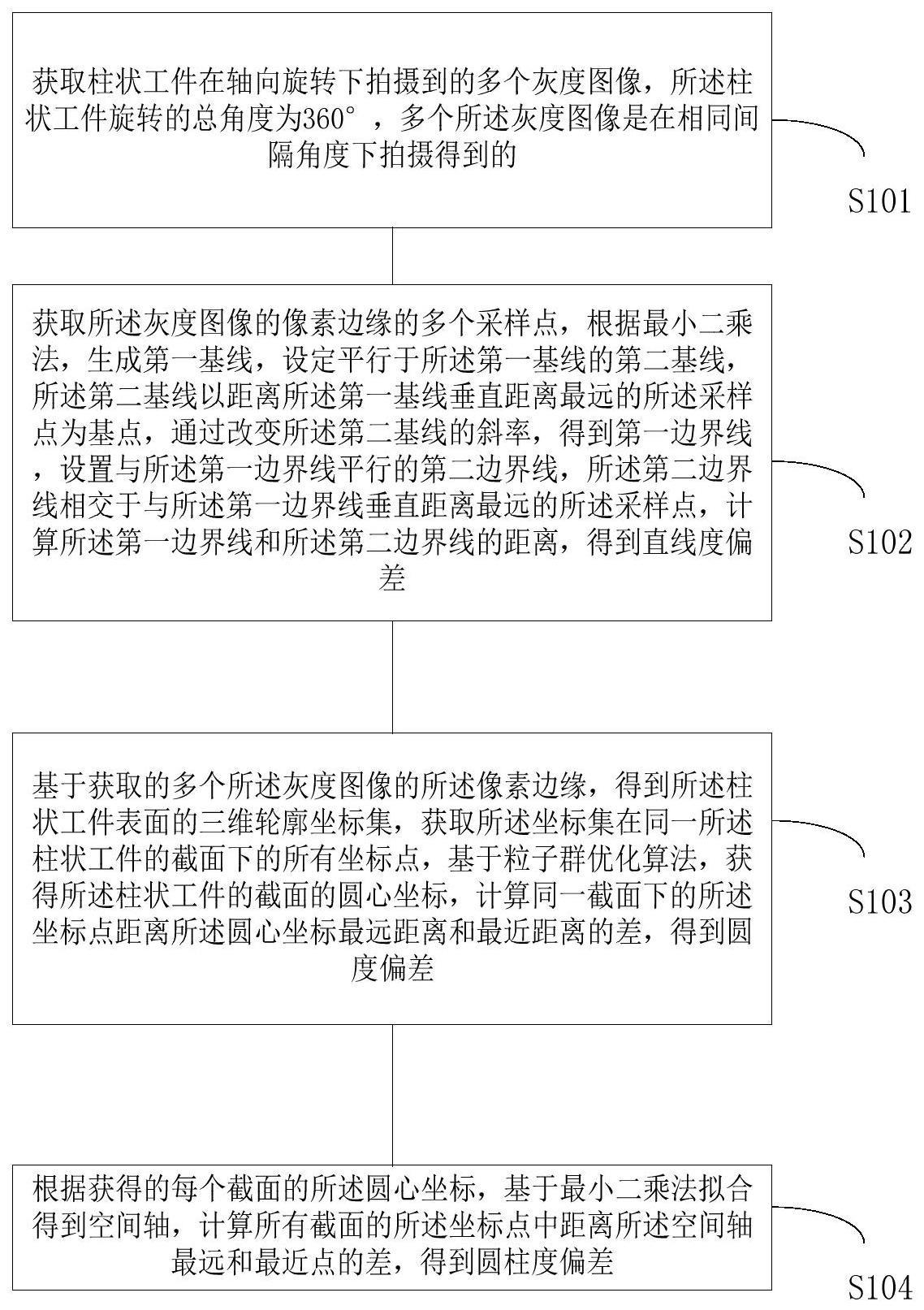
4、获取柱状工件在轴向旋转下拍摄到的多个灰度图像,所述柱状工件旋转的总角度为360°,多个所述灰度图像是在相同间隔角度下拍摄得到的;
5、获取所述灰度图像的像素边缘的多个采样点,根据最小二乘法,生成第一基线,设定平行于所述第一基线的第二基线,所述第二基线以距离所述第一基线垂直距离最远的所述采样点为基点,通过改变所述第二基线的斜率,得到第一边界线,设置与所述第一边界线平行的第二边界线,所述第二边界线相交于与所述第一边界线垂直距离最远的所述采样点,计算所述第一边界线和所述第二边界线的距离,得到直线度偏差;
6、基于获取的多个所述灰度图像的所述像素边缘,得到所述柱状工件表面的三维轮廓坐标集,获取所述坐标集在同一所述柱状工件的截面下的所有坐标点,基于粒子群优化算法,获得所述柱状工件的截面的圆心坐标,计算同一截面下的所述坐标点距离所述圆心坐标最远距离和最近距离的差,得到圆度偏差;
7、根据获得的每个截面的所述圆心坐标,基于最小二乘法拟合得到空间轴,计算所有截面的所述坐标点中距离所述空间轴最远和最近点的差,得到圆柱度偏差。
8、进一步的,在获取所述灰度图像前,对用于采集所述灰度图像的相机进行标定。
9、进一步的,在获得所述灰度图像后,对所述灰度图像进行矫正,包括:获取所述灰度图像中所述柱状工件的上边缘和下边缘坐标,对平均数据进行加法算法计算得到中心线,并通过最小二乘法拟合得到中心线的斜率,由此得到旋转角,根据所述旋转角对所述灰度图像进行矫正。
10、进一步的,获得矫正的所述灰度图像后,对所述灰度图像进行预处理,包括:进行感兴趣区域提取;采用高斯滤波器对同一所述灰度图像进行滤波处理;基于大津法算法对处理后所述灰度图像进行阈值分割;基于多级边缘检测算法提取阈值分割后的所述灰度图像中柱状工件的粗糙边缘;采用多项式拟合算法从所述粗糙边缘中得到精细边缘。
11、根据本公开的第二方面,提供一种工件精度检测系统,包括:采集模块,用于获取柱状工件在轴向旋转下拍摄到的多个灰度图像,所述柱状工件旋转的总角度为360°,多个所述灰度图像是在相同间隔角度下拍摄得到的;计算模块,用于获取所述灰度图像的像素边缘的多个采样点,根据最小二乘法,生成第一基线,设定平行于所述第一基线的第二基线,所述第二基线以距离所述第一基线垂直距离最远的所述采样点为基点,通过改变所述第二基线的斜率,得到第一边界线,设置与所述第一边界线平行的第二边界线,所述第二边界线相交于与所述第一边界线垂直距离最远的所述采样点,计算所述第一边界线和所述第二边界线的距离,得到直线度偏差;和用于基于获取的多个所述灰度图像的所述像素边缘,得到所述柱状工件表面的三维轮廓坐标集,获取所述坐标集在同一所述柱状工件的截面下的所有坐标点,基于粒子群优化算法,获得所述柱状工件的截面的圆心坐标,计算同一截面下的所述坐标点距离所述圆心坐标最远距离和最近距离的差,得到圆度偏差;以及用于根据获得的每个截面的所述圆心坐标,基于最小二乘法拟合得到空间轴,计算所有截面的所述坐标点中距离所述空间轴最远和最近点的差,得到圆柱度偏差。
12、根据本公开的第三方面,提供一种工件精度检测设备,包括:相机和光源;机器手;一个或多个处理器;存储装置,用于存储一个或多个程序,当所述一个或多个程序被所述一个或多个处理器执行时,使得所述一个或多个处理器实现如上述的工件精度检测方法。
13、本公开的技术方案具有以下有益效果:
14、提出了一种基于机器视觉的工件精度检测技术方案,可满足精密工件的检测要求,检测过程不接触工件,不会划痕工件,可以快速获取工件形状轮廓来计算其精度。该方案具有高效、快速和自动操作的优点。
技术特征:
1.一种工件精度检测方法,其特征在于,所述方法包括:
2.根据权利要求1所述的工件精度检测方法,其特征在于,在获取所述灰度图像前,对用于采集所述灰度图像的相机进行标定。
3.根据权利要求1所述的工件精度检测方法,其特征在于,在获得所述灰度图像后,对所述灰度图像进行矫正,包括:
4.根据权利要求3所述的工件精度检测方法,其特征在于,获得矫正的所述灰度图像后,对所述灰度图像进行预处理,包括:
5.一种工件精度检测系统,其特征在于,包括:
6.一种工件精度检测设备,其特征在于,包括:
技术总结
本发明涉及工业检测领域,具体公开一种工件精度检测方法、系统及设备,方法包括:获取柱状工件在轴向旋转下拍摄到的多个灰度图像,根据最小二乘法,计算第一边界线和第二边界线的距离,得到直线度偏差,计算同一截面下的坐标点距离圆心坐标最远距离和最近距离的差,得到圆度偏差,基于最小二乘法拟合得到空间轴,计算所有截面的坐标点中距离空间轴最远和最近点的差,得到圆柱度偏差。本发明提出了一种基于机器视觉的工件精度检测技术方案,可满足精密工件的检测要求,检测过程不接触工件,不会划痕工件,可以快速获取工件形状轮廓来计算其精度。
技术研发人员:唐建,何洪涛,张兵,谢佳勋
受保护的技术使用者:深圳市汇奥德技术有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!