一种小尺寸型面超声喷丸强度检测方法与流程
本发明属于金属工件表面强化,尤其涉及一种小尺寸型面超声喷丸强度检测方法。
背景技术:
1、超声喷丸是一种新兴金属表面强化工艺,与传统气动喷丸介质直线喷射方式不同,其利用介质的漫射和反复弹射可以实现复杂小尺寸型面或型腔结构的喷丸。而喷丸强度是加工过程中最重要的检测指标,采用阿尔门试片(almen strip)固定于被测表面进行喷丸并测量其变形挠度,是控制喷丸质量的重要方法。传统喷丸领域,按照行业标准hb/z26-2011要求,统一采用75mm×19mm(长×宽)规格的阿尔门试片进行强度测量。而目前很多工件喷丸型面小于该试片尺寸,显然该方法不适用于工件小尺寸型面。
2、特殊情况下需要检测小尺寸工件时,通常采用以下两种方法:ge公司标准p11tf8中提出了一种遮蔽测试法,即采用挡块,对上述标准试片进行局部遮蔽,保留的面积与小尺寸工件喷丸区域一致,喷丸后再进行测量和换算;标准sae j442提出了一种mini试片(sub-size test strip)测试方法,规定可采用25mm×3mm试片进行小尺寸表面喷丸强度测量。以上两种方法,前者仅适用于一些试片遮蔽后对喷丸区域无干涉工件,且遮蔽试片的方式与实际工件存在差异;后者仍然为固定尺寸,无法实现更小尺寸的测量,且其装夹方式为螺钉装夹,螺帽挤占原本狭小的喷丸空间,影响喷丸测量的准确性,且需要配备专用测具,成本高昂。
技术实现思路
1、本发明的目的在于提供一种小尺寸型面超声喷丸强度检测方法,解决小尺寸型面结构工件无法实现超声喷丸强度检测的方法。
2、本发明是通过以下技术方案来实现:
3、一种小尺寸型面超声喷丸强度检测方法,包括以下过程:
4、s1、制作微型试片:
5、根据待检测工件的小型面尺寸,在标准试片上截取微型试片;微型试片尺寸根据小型面尺寸设计;
6、s2、制作试片夹具:
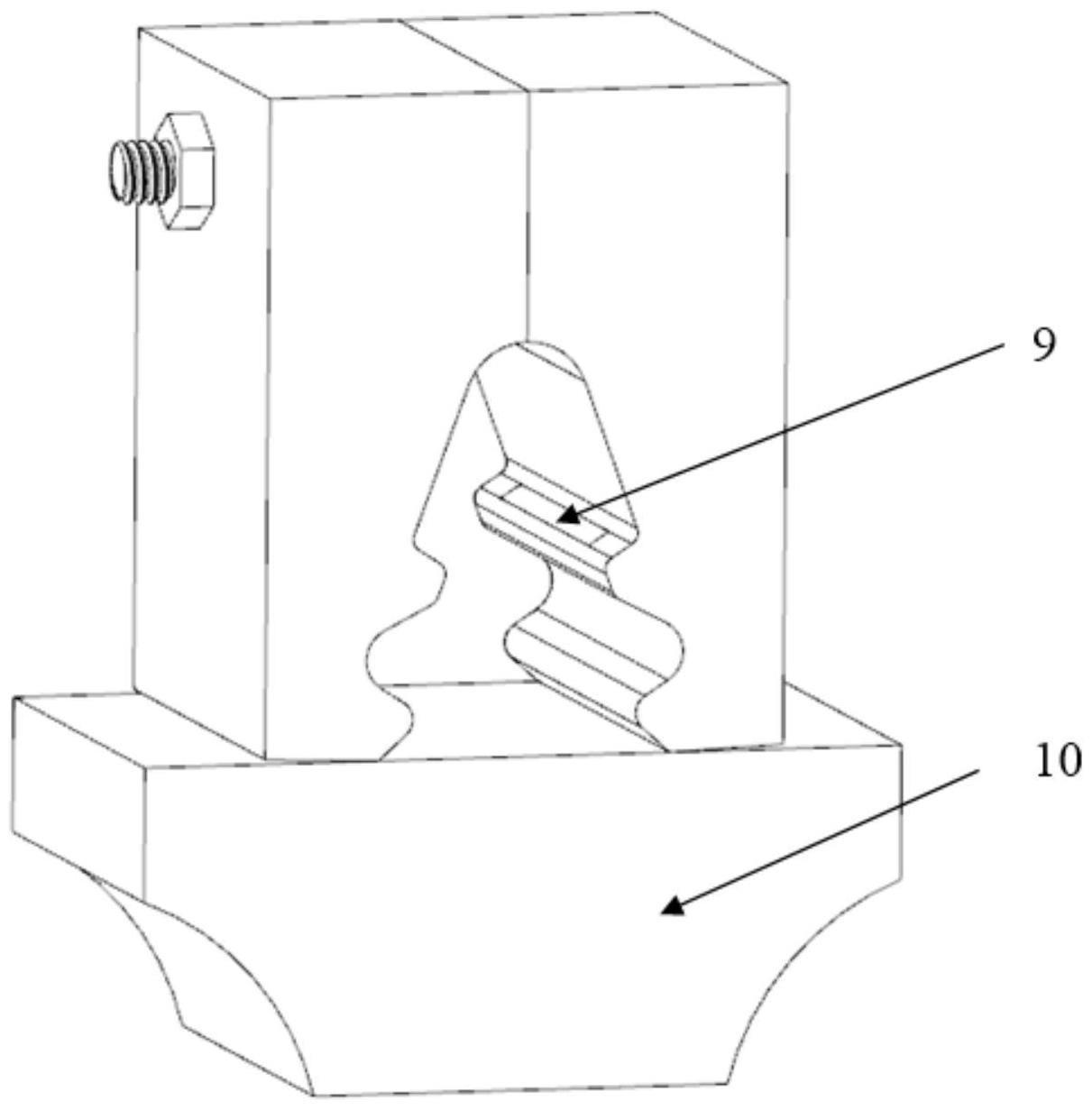
7、按照需要进行超声喷丸的型面结构加工测试件,在测试件上需要进行强度检测的表面按照微型试片尺寸加工深槽;在深槽底面嵌入软磁片;
8、s3、装夹试片:
9、将微型试片放入深槽中,微型试片被软磁片的磁力吸附在深槽中,微型试片表面与待检测工件的小型面表面一致;
10、s4、试片超声喷丸:
11、将装夹完成后的试片夹具放在超声喷丸装置上进行喷丸处理,喷丸处理的喷丸工艺参数采用微型试片与标准试片喷丸强度转换方法得到;
12、s5、强度测量:
13、喷丸结束后,取出微型试片,采用测量工具进行测量,读取微型试片变形挠度数据,此变形挠度数据则为微型试片测得的实际喷丸强度。
14、进一步,s4中,微型试片与标准试片喷丸强度转换方法的具体步骤为:
15、4.1、制作用于夹持标准试片和微型试片的双试片夹具:
16、双试片夹具上设置有用于夹持标准试片的夹持单元和用于夹持微型试片的槽体,槽体内粘接有软磁片;
17、4.2、装夹试片:在夹持单元中装夹标准试片,微型试片位置采用废试片进行防护;
18、4.3、将双试片夹具安装至超声喷丸装置,调整喷丸参数,对标准试片进行喷丸,直至获得标准试片设计强度值f1,此时对应的喷丸工艺为d1;
19、在槽体内装夹新的微型试片,标准试片位置采用废试片进行防护,采用工艺d1对微型试片进行喷丸,获得微型试片强度值f2;
20、另取一微型试片安装至s2中制作的试片夹具,调整喷丸参数,获得强度值f3;当f3=f2时,此时所对应的喷丸工艺d2则为零件实际所需喷丸工艺,此时喷丸强度f3对应的喷丸效果等同于用喷丸强度f1下的喷丸效果。
21、进一步,步骤4.1中,槽体与s2中加工的深槽的尺寸相同,软磁片与s2中粘接的软磁片相同。
22、进一步,步骤4.1中,双试片夹具采用合金制作,硬度不小于hrc57;
23、用于夹持标准试片的夹持单元按照行业标准进行设计。
24、进一步,s1中,在标准试片上采用激光或电火花切割加工方法截取微型试片。
25、进一步,s1中,微型试片的宽度尺寸最小2mm,长宽比不低于4:1,不高于10:1,微型试片的平面度在±0.025mm范围内。
26、进一步,软磁片与微型试片的厚度之和等于深槽的深度。
27、进一步,s1中,软磁片粘接在深槽底部。
28、进一步,s2中,测试件包括对称的两部分,使用时,两部分通过螺栓连接。
29、进一步,s5中,采用游标卡尺进行测量,测量时一个卡口与微型试片两端点接触,另一个卡口与微型试片圆弧最高点接触。
30、与现有技术相比,本发明具有以下有益的技术效果:
31、本发明公开了一种小尺寸型面超声喷丸强度检测方法,在标准试片上裁切所需要的微型试片,微型试片可以根据工件小尺寸型面进行自由尺寸设计和强度转换,可实现大多数小尺寸型面工件的喷丸强度检测,大大拓展了检测范围;在现有标准试片检测方法的基础上,通过强度转换方法,获取微型试片在实际的零件应用环境中所需的喷丸工艺参数,避免受零件形状的影响,喷丸参数更加准确;创造性采用磁性吸附的方式装夹微型试片,不但微型试片的装夹与取下十分方便,而且减少了传统螺钉安装方式对喷丸效果的影响,防止采用螺钉装夹时螺帽对喷丸的阻挡干涉,微型试片表面可与工件的表面保持一致,大大提升了测量精度。
32、进一步,采用游标卡尺测量,简单易行,无需专用测具的投入。
技术特征:
1.一种小尺寸型面超声喷丸强度检测方法,其特征在于,包括以下过程:
2.根据权利要求1所述的一种小尺寸型面超声喷丸强度检测方法,其特征在于,s4中,微型试片(9)与标准试片(8)喷丸强度转换方法的具体步骤为:
3.根据权利要求2所述的一种小尺寸型面超声喷丸强度检测方法,其特征在于,步骤4.1中,槽体与s2中加工的深槽(6)的尺寸相同,软磁片(7)与s2中粘接的软磁片(7)相同。
4.根据权利要求2所述的一种小尺寸型面超声喷丸强度检测方法,其特征在于,步骤4.1中,双试片夹具(12)采用合金制作,硬度不小于hrc57;
5.根据权利要求1所述的一种小尺寸型面超声喷丸强度检测方法,其特征在于,s1中,在标准试片(8)上采用激光或电火花切割加工方法截取微型试片(9)。
6.根据权利要求1所述的一种小尺寸型面超声喷丸强度检测方法,其特征在于,s1中,微型试片(9)的宽度尺寸最小2mm,长宽比不低于4:1,不高于10:1,微型试片(9)的平面度在±0.025mm范围内。
7.根据权利要求1所述的一种小尺寸型面超声喷丸强度检测方法,其特征在于,软磁片(7)与微型试片(9)的厚度之和等于深槽(6)的深度。
8.根据权利要求1所述的一种小尺寸型面超声喷丸强度检测方法,其特征在于,s1中,软磁片(7)粘接在深槽(6)底部。
9.根据权利要求1所述的一种小尺寸型面超声喷丸强度检测方法,其特征在于,s2中,测试件(1)包括对称的两部分,使用时,两部分通过螺栓(5)连接。
10.根据权利要求1所述的一种小尺寸型面超声喷丸强度检测方法,其特征在于,s5中,采用游标卡尺(11)进行测量,测量时一个卡口与微型试片(9)两端点接触,另一个卡口与微型试片(9)圆弧最高点接触。
技术总结
本发明属于金属工件表面强化技术领域,涉及一种小尺寸型面超声喷丸强度检测方法,包括:根据待检测工件的小型面尺寸,在标准试片上截取微型试片;微型试片尺寸根据小型面尺寸设计;按照需要进行超声喷丸的型面结构加工测试件,在测试件上需要进行强度检测的表面按照微型试片尺寸加工深槽;在深槽底面嵌入软磁片;将微型试片放入深槽中,微型试片被软磁片的磁力吸附在深槽中;将装夹完成后的试片夹具放在超声喷丸装置上进行喷丸处理,喷丸处理的喷丸工艺参数采用微型试片与标准试片喷丸强度转换方法得到;强度测量。在标准试片上裁切微型试片,可实现大多数小尺寸型面工件的喷丸强度检测;采用磁性吸附的方式装夹微型试片,大大提升了测量精度。
技术研发人员:胡云辉,李红刚,杨明芸,李晓博,刘保华,魏磊,刘博,高一超
受保护的技术使用者:中国航发动力股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!