道岔钢轨热锻成型在线自动检测装置及检测方法与流程
本发明涉及一种既实现道岔钢轨热锻成形零件在下料位置立即进行三维自动扫描、输出该零件的三维点云模型,又能利用处理软件对零件所有尺寸进行检测,并生成检测报告的道岔钢轨热锻成型在线自动检测装置及检测方法。
背景技术:
1、道岔是铁路运输设备的重要组成部分。道岔中的钢轨在工厂加工制造过程中需要进行热锻成形。道岔钢轨锻造成形由于其工艺的特殊性,加工完成后轨件温度达850℃以上(检测时的温度约1000℃),采用目前的检测手段只能对端头的某个断面的几个尺寸进行测量,对于一些关键项点不能及时检测(如断面的对称度、成型段中间位置的尺寸、轨肢直线度、鱼尾空间等等),一般需要等工件冷却至室温,甚至需要流到机加工工序才能反映出来,一旦出现问题就有可能是批量的质量事故,造成极大的浪费,制约着车间生产,另一方面在检测过程中热辐射对人体伤害极大,产品质量控制难度很大。
技术实现思路
1、设计目的:避免背景技术中的不足之处,结合现有道岔钢轨热锻成形现场实际,设计一种采用面结构光三维测量自动扫描仪和六关节机器人,与现有热锻成形自动生成线移载系统进行交互,同时设计相应固定六关节机器人的龙门架(现有技术改进,见附图4),实现了道岔钢轨热锻成形零件在下料位置立即进行三维自动扫描,并输出该零件的三维点云模型,利用处理软件对零件所有尺寸进行检测,并生成检测报告的道岔钢轨热锻成型在线自动检测装置及检测方法。
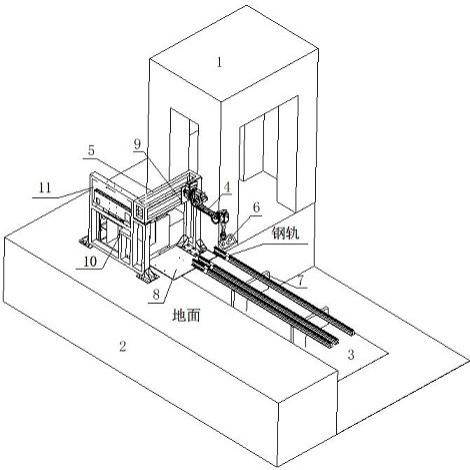
2、设计方案:为了实现上述设计目的。本套装置包括高精度三维自动扫描仪、六关节工业机器人、机器人固定龙门架以及相应控制系统和软件。如图1所示。龙门架固定在压力机的周边的基础上,工业机器人安装在龙门架横梁上,扫描仪和工业机器人末端关节接头连接。检测时,工业机器人带动扫描仪按预先设定的路径进行拍照扫描,通过处理软件将各拍照扫描的数据进行拼接,最后形成工件三维点云模型。
3、本发明特点,由于高精度扫描仪有避震需求,压力机在工作时震动较大,不利于扫描仪的重复定位,所以工业机器不能安装在压力机立柱上。检测位置为人行通道口,在工作时,操作人员需频繁穿过,同时还考虑到压力机热锻成型产品种类较多,必要时还需人工对一些特殊的工件进行检测,为此工业机器人也不能安装在地面。为解决扫描仪避震问题,减少工业机器人对现场操作人员带来的不便利性,根据现场具体情况设计了道岔热锻成型在线自动检测装置,如图1所示。
4、工件检测位置对应为压力机的基础坑,为了使扫描仪能对工件的各部位均能扫描,同时能尽量减少工业机器人臂展长,最理想位置为轨件下料位置的正对面,此位置为压力机的基础坑,为此设计了如图2所示固定基座。固定基座采用膨胀钉与基础坑侧面固定,上面设置水平板,并且预留连接螺钉。
5、侧立柱底部与固定基座水平板连接,顶部与水平横梁连接。侧立柱与压力机立柱分离,为两个独立的受力系统,避免压力机工作时震动对检测装置精度的影响。侧立墙底部与压力机基础固定,顶部与水平横梁连接,侧立墙前面安装显示器,实时显示扫描仪扫描情况。水平横梁下平板距离地面1.9m,便于操作人员穿行、测量等。工业机器人底座安装在水平横梁侧面,面朝测量轨件,如图3所示。
6、将固定基座下方到压力机地坑中,通过膨胀螺钉将固定基座与地坑侧面基础固定连接,通过调节底部的螺钉使水平板与地面平行。将侧立柱安装在水平板上,通过螺钉与水平板连接,将侧立墙安装在水平地面上,底部通过膨胀螺钉与基础固定。水平横梁安装在侧立柱与侧立墙上,带安装板的面朝向测量工件,水平横梁和侧立墙、侧立柱采用螺栓连接。将工业机器人安装在水平横梁安装板上,采用螺栓连接。最后将扫描仪安装在工业机器人尾部关节,通过工业机器人运动带动扫描仪完成工件的拍照测量。首次测量时,利用工业机器人示教器确定扫描仪测量工件时所需的拍照点和路径确定,并生成自动控制程序,实现自动测量。
7、即,轨件通过钢轨热锻成型生产线的移载机构将成型后的轨件转移到下料架的下料位置,下料位置处的光电开关检测到来料时,将信号发送至自动检测装置系统,检测系统接收到钢轨到位信号后,启动工业机器人按预先设定的路径对钢轨进行拍照扫描,并通过处理软件将图片进行拼接,最终形成三维点云模型,工业机器人测量完后,将测量完成信号发送至钢轨热锻成型生产线的移载机构的控制系统,控制系统接收到信号后将钢轨推送至下料存放区。当下一根热锻成型钢轨转移到下料架的下料位置时,重复上述动作,进而实现在线自动检测。
8、本发明与背景技术相比,一是本发明适用于钢轨热锻成型后在高温(900-1050℃)下进行三维在线自动测量,能生成三维点云模型,满足所有热态锻造成型钢轨质量检测要求,实现了热态工件的在线自动检测,检测效率高,检测项点全面,精度高,适用性广,可快速发现产品外观尺寸质量问题,避免生产中的浪费;二是解决现有技术中无法检测道岔钢轨热锻成型后一些关键尺寸测量(如断面的对称度、成型段中间位置的尺寸、轨肢直线度、鱼尾空间等)的问题;三是实现了在下料位置直接测量,并判断其质量是否合格,避免热锻成型钢轨流入下道工序后才发现质量问题,进而出现批量质量问题;四是本发明装置结合现场压力机地基实际情况,设计了工业机器人龙门固定装置,将工业机器人固定在离地面1.9m处,便于操作人员通行和人工复测;五是采用独立的受力系统,避免压力机震动对工业机器人重复测量精度的影响;六是利用工业机器人控制扫描仪进行拍照扫描,极大提高装置的使用范围,可实现所有道岔钢轨热锻成型产品的测量。
技术特征:
1.一种道岔钢轨热锻成型在线自动检测装置,包括控制柜(13),其特征是:龙门架固定在压力机(1)的周边的基础(2)上,基础设有基础坑(3),基础坑正对面为轨件下料位置,工业机器人(4)安装在龙门架横梁(5)上,面朝测量轨件,扫描仪(6)与工业机器人(4)末端关节接头连接。
2.根据权利要求1所述的道岔钢轨热锻成型在线自动检测装置,其特征是:工件检测位置对应为压力机的基础坑(3),基础坑(3)内设有多个下料支架(7),多个下料支架(7)上端支撑面为工件检测位置。
3.根据权利要求2所述的道岔钢轨热锻成型在线自动检测装置,其特征是:工件检测位置最理想位置为轨件下料位置的正对面。
4.根据权利要求1所述的道岔钢轨热锻成型在线自动检测装置,其特征是:固定基座(8)采用膨胀钉与基础坑侧面固定,上面设置水平板(12),并且预留连接螺钉。
5.根据权利要求1所述的道岔钢轨热锻成型在线自动检测装置,其特征是:龙门架侧立柱(9)底部与固定基座水平板连接,龙门架侧立柱(9)顶部与龙门架横梁(5)连接,侧立柱(9)与压力机立柱(10)分离。
6.根据权利要求1所述的道岔钢轨热锻成型在线自动检测装置,其特征是:龙门架侧立墙(10)底部与压力机基础(2)固定,龙门架侧立墙(10)顶部与龙门架横梁(5)连接,侧立墙前面安装显示器(11),实时显示扫描仪扫描情况。
7.根据权利要求3所述的道岔钢轨热锻成型在线自动检测装置,其特征是:下料位置处设有光电开关。
8.一种道岔钢轨热锻成型在线自动检测方法,其特征是:轨件通过钢轨热锻成型生产线的移载机构将成型后的轨件转移到下料架的下料位置,下料位置处的光电开关检测到来料时,将信号发送至控制柜中的自动检测装置系统,检测系统接收到钢轨到位信号后,启动工业机器人按预先设定的路径对钢轨进行拍照扫描,并通过处理软件将图片进行拼接,最终形成三维点云模型,工业机器人测量完后,将测量完成信号发送至钢轨热锻成型生产线的移载机构的控制系统,控制系统接收到信号后将钢轨推送至下料存放区,当下一根热锻成型钢轨转移到下料架的下料位置时,重复上述动作,进而实现在线自动检测被测工件的整体三维尺寸、形状,包括轨底宽度、轨高、轨腰厚度,轨头宽度,鱼尾空间。
9.根据权利要求1所述的道岔钢轨热锻成型在线自动检测方法,其特征是:高温900-1050℃下进行三维在线自动测量。
技术总结
本发明涉及一种既实现道岔钢轨热锻成形零件在下料位置立即进行三维自动扫描、输出该零件的三维点云模型,又能利用处理软件对零件所有尺寸进行检测,并生成检测报告的道岔钢轨热锻成型在线自动检测装置及检测方法,包括高精度三维自动扫描仪、六关节工业机器人、机器人固定龙门架以及相应控制系统和软件。龙门架固定在压力机的周边的基础上,工业机器人安装在龙门架横梁上,扫描仪和工业机器人末端关节接头连接。检测时,工业机器人带动扫描仪按预先设定的路径进行拍照扫描,通过处理软件将各拍照扫描的数据进行拼接,最后形成工件三维点云模型,利用处理软件对零件所有尺寸进行检测,并生成检测报告。
技术研发人员:王子舒,杜旭东,张莉,陈昕航,王琛
受保护的技术使用者:中铁宝桥集团有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!