一种航空零件质检用检测装置及检测方法与流程
本发明属于航空零件检测,特别是涉及一种航空零件质检用检测装置及检测方法。
背景技术:
1、飞机生产制造过程中,涉及到大量各种各样的航空零件,为了确保飞机组装效果以及飞机的使用寿命,需要对制造的零件进行检测。
2、现有的航空零件检测过程中,特别是针对壁板类零件的检测,需要人工进行夹紧固定,然后实施检测,检测结束后对夹紧机构进行松开,以便壁板的移除,增加了工作人员的工作负担,且检测效率较低。对此,我们设计一种航空零件质检用检测装置及检测方法来解决上述问题。
技术实现思路
1、为解决上述技术问题,本发明是通过以下技术方案实现的:
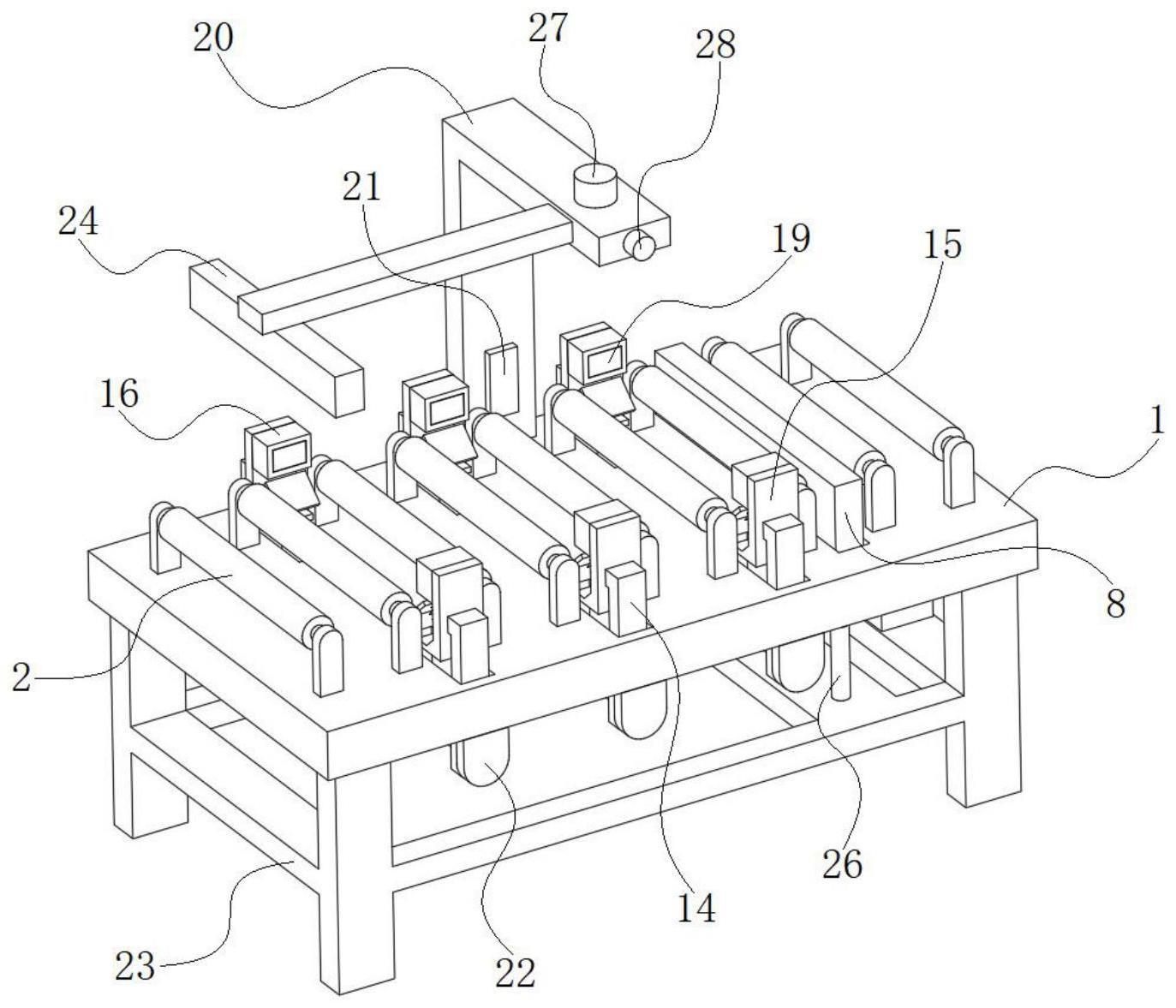
2、本发明为一种航空零件质检用检测装置,包括检测台以及输送辊,若干所述输送辊安装在检测台上表面,所述检测台下表面沿水平方向间隔焊接有若干支撑板,若干所述支撑板之间转动设置有转动杆,所述转动杆表面靠右侧设置有第一蜗杆,所述第一蜗杆后侧啮合有第一蜗轮,所述第一蜗轮内部设置有第一螺杆,所述检测台上表面右侧开设有通槽,所述第一螺杆外侧螺纹配合有挡板,与通槽相配合;
3、所述转动杆表面左侧设置有若干第二蜗杆,所述第二蜗杆上侧啮合有第二蜗轮,所述第二蜗轮内部设置有第二螺杆,所述检测台上表面前后两侧相对开设有若干活动槽,所述第二螺杆上螺纹配合有两个滑块,与活动槽相配合,所述滑块上表面焊接有支撑臂,所述支撑臂靠近输送辊的一面上侧焊接有限位架,所述限位架靠近检测台中心位置的一面上侧焊接有挤压块,所述挤压块下侧设置有弹簧,所述弹簧靠内侧一端连接有挤压板,所述挤压块靠内侧一面安装有压力传感器;
4、所述检测台上表面后侧焊接有固定架,所述固定架前表面下侧安装有红外传感器。
5、通过所述输送辊便于待检测壁板类零件的输送,配合红外传感器便于监测有无零件的通过,配合转动杆带动第一蜗杆进行转动,在第一蜗杆与第一蜗轮的啮合作用下,带动了第一螺杆的转动,在第一螺杆与挡板的螺纹配合下,以及挡板与通槽的相互配合,进而带动挡板上移,穿过通槽,对输送过程的壁板类零件进行阻挡,同时在转动杆的作用下,带动了第二蜗杆的转动,在第二蜗杆与第二蜗轮的啮合作用下,带动了第二螺杆的转动,在第二螺杆与滑块的螺纹配合下,带动前后两侧的滑块相互靠近,在支撑臂以及限位架的作用下,进而调动挤压块向靠近壁板类零件的方向移动,直至对零件前后两侧进行夹紧,方便实施检测,无需人工手动固定,节省了人力以及零件的固定时间,提高了检测效率。
6、优选地,所述检测台下表面前后两侧相对焊接有若干固定板,所述第二螺杆前后两端分别与前后相邻两个固定板转动配合。
7、优选地,所述检测台下表面焊接有支撑架,所述第一螺杆下端与支撑架旋转配合。
8、优选地,所述固定架左表面焊接有安装板,所述安装板下表面左侧安装有射线探伤仪,通过所述射线探伤仪便于对零件内部进行检测,确保了检测的精准性。
9、优选地,所述支撑架内部右侧通过支架安装有电机,所述电机输出轴与转动杆右端连接。
10、优选地,所述挡板下表面前后两侧与支撑架之间均连接有伸缩杆。
11、优选地,所述固定架上表面安装有警示灯,所述固定架前表面上侧安装有控制器。
12、优选地,所述固定架内表面上侧安装有摄像头。
13、一种航空零件质检用检测方法,包括以下步骤:
14、步骤一:首先在输送辊的作用下,对待检测的飞机零件进行输送,同时结合红外传感器实时监测有无零件通过;
15、步骤二:监测到有零件通过时,通过电机驱动转动杆进行转动,在第一蜗杆与第一蜗轮的啮合作用下,带动第一螺杆进行转动,将挡板向上顶起,对零件右侧进行限位阻挡,同时在第二蜗杆与第二蜗轮的啮合作用下,带动第二螺杆进行转动,在滑块、支撑臂以及限位架的共同作用下,带动前后两侧的挤压块向零件的方向移动,对零件前后两侧进行挤压固定;
16、步骤三:通过测量尺以及其他测量工具对固定后的零件进行测量,将测量结果与标准值相对比。
17、本发明具有以下有益效果:
18、1.本发明通过输送辊便于待检测壁板类零件的输送,配合红外传感器便于监测有无零件的通过,配合转动杆带动第一蜗杆进行转动,在第一蜗杆与第一蜗轮的啮合作用下,带动了第一螺杆的转动,在第一螺杆与挡板的螺纹配合下,以及挡板与通槽的相互配合,进而带动挡板上移,穿过通槽,对输送过程的壁板类零件进行阻挡,同时在转动杆的作用下,带动了第二蜗杆的转动,在第二蜗杆与第二蜗轮的啮合作用下,带动了第二螺杆的转动,在第二螺杆与滑块的螺纹配合下,带动前后两侧的滑块相互靠近,在支撑臂以及限位架的作用下,进而调动挤压块向靠近壁板类零件的方向移动,直至对零件前后两侧进行夹紧,方便实施检测,无需人工手动固定,节省了人力以及零件的固定时间,提高了检测效率。
19、2.本发明通过射线探伤仪便于对零件内部进行检测,确保了检测的精准性,结合警示灯便于及时发出警报提醒,提醒工作人员零件内部存在缺陷,方便对不合格的零件进行标记,方便了使用。
20、当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
技术特征:
1.一种航空零件质检用检测装置,包括检测台(1)以及输送辊(2),若干所述输送辊(2)安装在检测台(1)上表面,其特征在于,所述检测台(1)下表面沿水平方向间隔焊接有若干支撑板(3),若干所述支撑板(3)之间转动设置有转动杆(4),所述转动杆(4)表面靠右侧设置有第一蜗杆(5),所述第一蜗杆(5)后侧啮合有第一蜗轮(6),所述第一蜗轮(6)内部设置有第一螺杆(7),所述检测台(1)上表面右侧开设有通槽,所述第一螺杆(7)外侧螺纹配合有挡板(8),与通槽相配合;
2.根据权利要求1所述的一种航空零件质检用检测装置,其特征在于,所述检测台(1)下表面前后两侧相对焊接有若干固定板(22),所述第二螺杆(11)前后两端分别与前后相邻两个固定板(22)转动配合。
3.根据权利要求2所述的一种航空零件质检用检测装置,其特征在于,所述检测台(1)下表面焊接有支撑架(23),所述第一螺杆(7)下端与支撑架(23)旋转配合。
4.根据权利要求3所述的一种航空零件质检用检测装置,其特征在于,所述固定架(20)左表面焊接有安装板,所述安装板下表面左侧安装有射线探伤仪(24)。
5.根据权利要求4所述的一种航空零件质检用检测装置,其特征在于,所述支撑架(23)内部右侧通过支架安装有电机(25),所述电机(25)输出轴与转动杆(4)右端连接。
6.根据权利要求5所述的一种航空零件质检用检测装置,其特征在于,所述挡板(8)下表面前后两侧与支撑架(23)之间均连接有伸缩杆(26)。
7.根据权利要求6所述的一种航空零件质检用检测装置,其特征在于,所述固定架(20)上表面安装有警示灯(27),所述固定架(20)前表面上侧安装有控制器(28)。
8.根据权利要求7所述的一种航空零件质检用检测装置,其特征在于,所述固定架(20)内表面上侧安装有摄像头(29)。
9.一种航空零件质检用检测方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种航空零件质检用检测装置及检测方法,涉及航空零件检测技术领域。本发明包括检测台,检测台上表面安装有若干输送辊,便于待检测零件的输送,检测台下表面隔焊接有若干支撑板,若干支撑板之间转动设置有转动杆,转动杆表面设置有若干第二蜗杆,第二蜗杆上侧啮合有第二蜗轮,第二蜗轮内部设置有第二螺杆,检测台上表面相对开设有若干活动槽,第二螺杆上螺纹配合有两个滑块,与活动槽相配合,滑块上表面焊接有支撑臂,支撑臂上端焊接有限位架,限位架上端焊接有挤压块,在第二蜗杆与第二蜗轮的相配合下,便于带动第二螺杆进行转动,在滑块的作用下,进而带动前后相邻的两个挤压块对待检测的零件进行挤压固定,方便实施检测。
技术研发人员:王勇,游侠,游波,刘伟军,朱荣文,游云洪,李中荣,雷德猛,黄平凯,陈鹏凌,杨烨铭,杨强
受保护的技术使用者:成都市鸿侠科技有限责任公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!