一种深盲孔综合量规的制作方法
本技术涉及量规,更具体地说,涉及一种深盲孔综合量规。
背景技术:
1、深盲孔零件属于难加工工件,盲孔深度最深在1-1.5m,直径最大φ300,加工过程中由于镗孔刀杆刚性不足、孔底部位难以直接观察等原因,容易出现内孔弧段部位加工不到位的问题,对后续装配使用产生严重影响,现在常用的检测方式是使用单一样板或深度尺检测,存在着以下不足:(1)使用通用量具(深度尺等)仅可测量孔底深度,无法检测斜面、圆弧面的深度;(2)使用样板检测弧形、斜面等部位时,靠肉眼观察,且深孔观察困难,只能粗略检测形状是否符合要求,无法检测深度;(3)使用样板检测过程中,样板边缘容易划伤内孔,造成表面质量缺陷。
2、因此,如何解决以上技术问题,成为本领域 专业技术人员所要解决的重要技术问题。
技术实现思路
1、本实用新型提供一种深盲孔综合量规,以解决现有的深盲孔检具在加工过程中难以准确、快速地测量孔内弧段的形状和深度等参数、对加工以及后续的装配产生影响的问题。
2、本实用新型的深盲孔综合量规采用如下技术方案:
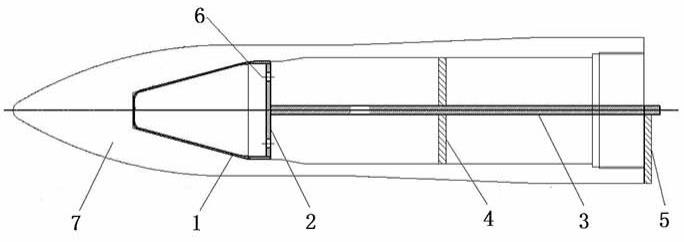
3、一种深盲孔综合量规,包括用于放入被测深盲孔内的测量体,所述测量体的外轮廓与待测深盲孔的内孔形状匹配,所述测量体后端通过安装板可拆卸地安装有测量杆,所述测量杆上刻有刻度,且所述测量杆上还滑动连接有基准板。
4、优选地,所述安装板上设有透气孔。
5、优选地,所述测量杆中部还套设有支撑环。
6、优选地,所述测量杆的长度大于所述待测深盲孔的内孔的深度。
7、本实用新型的有益效果是:
8、(1)测量体的外轮廓与待测深盲孔的内孔形状匹配,用以模拟后续装配过程,确保检测的准确性,且测量体底部的安装板上设有透气孔,避免了检测时憋气造成装配困难的问题;
9、(2)测量杆上刻有刻度,通过安装板与测量体连接固定,可拆卸测量杆可通用,测量时判定靠基准板在测量杆的刻度位置,判定合格与否,提高了检测精度和效率;
10、(3)测量杆中部通过支撑环起辅助支撑作用,避免了测量杆倾斜导致测量结果不准确的问题;
11、(4)该综合量规制作简单,实用性强,成本低,经济性好。
12、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
技术特征:
1.一种深盲孔综合量规,其特征在于,包括用于放入被测深盲孔内的测量体,所述测量体的外轮廓与待测深盲孔的内孔形状匹配,所述测量体后端通过安装板可拆卸地安装有测量杆,所述测量杆上刻有刻度,且所述测量杆上还滑动连接有基准板。
2.如权利要求1所述的深盲孔综合量规,其特征在于,所述安装板上设有透气孔。
3.如权利要求1所述的深盲孔综合量规,其特征在于,所述测量杆中部还套设有支撑环。
4.如权利要求1所述的深盲孔综合量规,其特征在于,所述测量杆的长度大于所述待测深盲孔的内孔的深度。
技术总结
本技术涉及一种深盲孔综合量规,包括用于放入被测深盲孔内的测量体,所述测量体的外轮廓与待测深盲孔的内孔形状匹配,所述测量体后端通过安装板可拆卸地安装有测量杆,所述测量杆上刻有刻度,且所述测量杆上还滑动连接有基准板。如此,解决了现有的深盲孔检具在加工过程中难以准确、快速地测量孔内弧段的形状和深度等参数、对加工以及后续的装配产生影响的问题。
技术研发人员:康国宁,付国涛,原火焰,武黎明,宁重生,张宏宇,闫鹏,刘浩,谢永利
受保护的技术使用者:南阳市红阳锻造有限公司
技术研发日:20220616
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!