一种海洋模块甲板焊接变形检测装置的制作方法
1.本实用新型涉及焊接变形检测装置,尤其涉及海洋模块甲板焊接变形检测装置。
背景技术:
2.海洋模块的建造需要大量甲板,目前甲板多采用分段焊接技术,焊接量较大,而焊接后容易产生结构变形。因此需要进行焊接变形检测,以保证甲板质量。而目前甲板的焊接变形检测多采用人工持仪器检测,效率低下,费时费力,并且精度较低。
技术实现要素:
3.本实用新型的目的在于克服已有技术的缺点,提供一种可以提高工作效率,减少检测误差,节约人力成本的海洋模块甲板焊接变形检测装置。
4.为了达到上述目的,本实用新型采用的技术方案是:
5.本实用新型的一种海洋模块甲板焊接变形检测装置,包括平台,在所述的平台的左右两侧分别安装有一个龙门架定位调节机构,两个所述的龙门架定位调节机构之间的平台用于放置待检测甲板,一个龙门架的左右两侧翼缘板的底部分别与左右两侧的龙门架定位调节机构的运动输出端相连,所述的龙门架在左右两侧的龙门架定位调节机构的带动下能够沿平台纵向前后移动,在所述的龙门架的腹板的底壁上连接有扫描仪定位调节机构,所述的扫描仪定位调节机构的运动输出端与三维激光扫描仪相连,所述的三维激光扫描仪在扫描仪定位调节机构的带动下能够沿横向左右移动,所述的三维激光扫描仪用于对放置在平台上的待检测甲板进行扫描,所述的龙门架定位调节机构和扫描仪定位调节机构均包括移动定位驱动装置,在所述的龙门架的前后两侧分别左右间隔安装有两台夹具装置,四台夹具装置均包括夹具驱动装置,在所述的夹具驱动装置的运动输出端连接有夹紧端,所述的夹紧端在夹具驱动装置的带动下能够压紧待检测甲板的前端或者后端。
6.本实用新型的有益效果是:
7.本实用新型采用龙门架结构与三维激光扫描仪结合的方式,实现了针对海洋模块甲板焊接变形的自动化检测,有效提高了甲板焊接后变形检测的工作效率,节约了时间成本和人力成本,同时避免因人工检测可能导致的误差过大等问题,提高了检测的精度。
附图说明
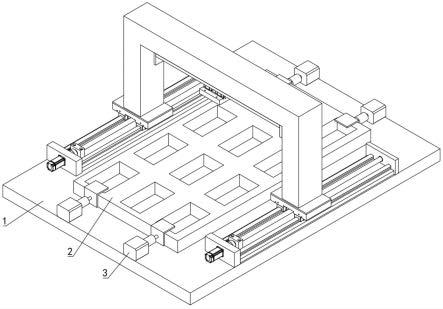
8.图1为本实用新型的一种海洋模块甲板焊接变形检测装置的示意图;
9.图2为图1所示的装置的正视图;
10.图3为图1所示的结构中夹具装置的示意图;
11.图4为图1所示的结构中定位调节机构的俯视图;
12.图5为图1所示的结构中定位调节机构的正视图。
具体实施方式
13.下面结合附图对本实用新型具体实施方式作进一步说明。
14.如附图所示的一种海洋模块甲板焊接变形检测装置,包括平台1,在所述的平台1的左右两侧分别安装有一个龙门架定位调节机构,两个所述的龙门架定位调节机构之间的平台1用于放置待检测甲板2,一个龙门架4的左右两侧翼缘板的底部分别与左右两侧的龙门架定位调节机构的运动输出端相连,所述的龙门架4在左右两侧的龙门架定位调节机构的带动下能够沿平台1纵向前后移动,在所述的龙门架4的腹板的底壁上连接有扫描仪定位调节机构5,所述的扫描仪定位调节机构5的运动输出端与三维激光扫描仪6相连,所述的三维激光扫描仪6在扫描仪定位调节机构5的带动下能够沿横向左右移动,所述的三维激光扫描仪6用于对放置在平台上的待检测甲板2进行扫描。所述的龙门架定位调节机构和扫描仪定位调节机构5均包括移动定位驱动装置,在所述的龙门架4的前后两侧分别左右间隔安装有两台夹具装置3,四台夹具装置3均包括夹具驱动装置,在所述的夹具驱动装置的运动输出端连接有夹紧端,所述的夹紧端在夹具驱动装置的带动下能够压紧待检测甲板2的前端或者后端。
15.作为本实用新型的一种实施方式,所述的龙门架定位调节机构和扫描仪定位调节机构5结构相同,包括作为移动定位驱动装置的步进电机5-1,所述的步进电机5-1固定在前侧支撑板5-2上,在所述的支撑板5-2相对侧设置有后侧支撑板,在所述的后侧支撑板上安装有轴承,沿水平方向设置的所述的步进电机5-1的输出轴通过联轴器5-3与丝杠5-5的一端固定相连,所述的丝杠5-5的另一端穿过移动平台且与轴承相连,所述的丝杠5-5与移动平台构成丝杠螺母副,在所述的丝杠5-5的左右两侧分别设置有一个滑轨5-4,所述的滑轨的前后两端分别与前侧支撑板5-2、后侧支撑板固定相连,所述的移动平台5-6的底部的左右两侧分别通过导轨滑块结构5-7与滑轨5-4滑动相连,所述的移动平台5-6作为运动输出端,其中龙门架定位调节机构的前侧支撑板和后侧支撑板固定在平台上。龙门架4的左右两侧翼缘板的底部分别与左右两侧的龙门架定位调节机构的移动平台5-6相连,所述的扫描仪定位调节机构的前侧支撑板和后侧支撑板固定在龙门架腹板的底壁上且三维激光扫描仪6安装在扫描仪定位调节机构的移动平台的底壁上。
16.作为本实用新型的一种实施方式,所述的夹具装置3包括作为夹具驱动装置的液压缸3-1,沿水平方向设置的所述的液压缸3-1的推杆通过联轴器3-2与作为夹紧端的l形夹具3-3的竖直板相连,所述的l形夹具3-3在液压缸3-1的推杆的作用下能够卡固在待检测甲板2上。
17.plc控制系统通过控制线与步进电机5-1以及液压缸3-1分别相连,通过plc控制系统控制步进电机5-1转动,带动丝杠5-5转动,进而转换成移动平台的直线运动。通过plc控制系统控制液压缸3-1的伸缩,可以实现夹具3-3对甲板的固定与释放。
18.优选的所述的龙门架4采用空心结构,可以减小重量,提高刚度。
19.采用本结构的工作原理如下:
20.通过控制扫描仪定位调节机构5的移动平台的移动可以实现三维激光扫描仪的横向移动。通过控制龙门架定位调节机构实现龙门架4和三维激光扫描仪6的纵向移动。进而可以自动控制三维激光扫描仪6的位置,也保证了三维激光扫描仪6的对待检测甲板2的扫描范围。将待检测甲板2放置在装置平台1上,液压缸3-1伸出,通过夹具3-3固定待检测甲板
2。plc控制系统控制步进电机5-1转动,可以实现三维激光扫描仪6的横向和纵向的移动,完成待检测甲板2的整体扫描或者焊接节点的局部扫描。
技术特征:
1.一种海洋模块甲板焊接变形检测装置,包括平台,其特征在于:在所述的平台的左右两侧分别安装有一个龙门架定位调节机构,两个所述的龙门架定位调节机构之间的平台用于放置待检测甲板,一个龙门架的左右两侧翼缘板的底部分别与左右两侧的龙门架定位调节机构的运动输出端相连,所述的龙门架在左右两侧的龙门架定位调节机构的带动下能够沿平台纵向前后移动,在所述的龙门架的腹板的底壁上连接有扫描仪定位调节机构,所述的扫描仪定位调节机构的运动输出端与三维激光扫描仪相连,所述的三维激光扫描仪在扫描仪定位调节机构的带动下能够沿横向左右移动,所述的三维激光扫描仪用于对放置在平台上的待检测甲板进行扫描,所述的龙门架定位调节机构和扫描仪定位调节机构均包括移动定位驱动装置,在所述的龙门架的前后两侧分别左右间隔安装有两台夹具装置,四台夹具装置均包括夹具驱动装置,在所述的夹具驱动装置的运动输出端连接有夹紧端,所述的夹紧端在夹具驱动装置的带动下能够压紧待检测甲板的前端或者后端。2.根据权利要求1所述的海洋模块甲板焊接变形检测装置,其特征在于:所述的龙门架定位调节机构和扫描仪定位调节机构结构相同,包括作为移动定位驱动装置的步进电机,所述的步进电机固定在前侧支撑板上,在所述的支撑板相对侧设置有后侧支撑板,在所述的后侧支撑板上安装有轴承,沿水平方向设置的所述的步进电机的输出轴通过联轴器与丝杠的一端固定相连,所述的丝杠的另一端穿过移动平台且与轴承相连,所述的丝杠与移动平台构成丝杠螺母副,在所述的丝杠的左右两侧分别设置有一个滑轨,所述的滑轨的前后两端分别与前侧支撑板、后侧支撑板固定相连,所述的移动平台的底部的左右两侧分别通过导轨滑块结构与滑轨滑动相连,所述的移动平台作为运动输出端,其中龙门架定位调节机构的前侧支撑板和后侧支撑板固定在平台上,龙门架的左右两侧翼缘板的底部分别与左右两侧的龙门架定位调节机构的移动平台相连,所述的扫描仪定位调节机构的前侧支撑板和后侧支撑板固定在龙门架腹板的底壁上且三维激光扫描仪安装在扫描仪定位调节机构的移动平台的底壁上,所述的步进电机通过控制线与plc控制系统相连。3.根据权利要求1或者2所述的海洋模块甲板焊接变形检测装置,其特征在于:所述的夹具装置包括作为夹具驱动装置的液压缸,沿水平方向设置的所述的液压缸的推杆通过联轴器与作为夹紧端的l形夹具的竖直板相连,所述的l形夹具在液压缸的推杆的作用下能够卡固在待检测甲板上,所述的液压缸通过控制线与plc控制系统相连。4.根据权利要求3所述的海洋模块甲板焊接变形检测装置,其特征在于:所述的龙门架采用空心结构。
技术总结
本实用新型公开了一种海洋模块甲板焊接变形检测装置,包括平台,在平台的左右两侧分别安装有龙门架定位调节机构,两个龙门架定位调节机构之间的平台用于放置待检测甲板,龙门架在龙门架定位调节机构的带动下能够沿平台纵向前后移动,龙门架的腹板的底壁上连接有扫描仪定位调节机构,三维激光扫描仪在扫描仪定位调节机构的带动下能够沿横向左右移动,三维激光扫描仪用于对待检测甲板进行扫描。龙门架的前后两侧分别左右间隔安装有两台夹具装置,能够压紧待检测甲板的前端或者后端。本实用新型实现了针对海洋模块甲板焊接变形的自动化检测,有效提高了甲板焊接后变形检测的工作效率,提高了检测的精度。提高了检测的精度。提高了检测的精度。
技术研发人员:丰军华 盖晓琳
受保护的技术使用者:博迈科海洋工程股份有限公司
技术研发日:2022.07.22
技术公布日:2023/1/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1