一种内圆精磨塞规的制作方法
1.本实用新型属于内圆轴套精磨测量仪器技术领域,具体涉及一种内圆精磨塞规。
背景技术:
2.内圆轴套的现有测量仪器是千分尺,因内圆轴套的内径较小,采用千分尺进行测量会造成测量精度不够,且测量时间较久。若产品测量不准确,会提高产品的报废率,降低加工效益,影响产品的整体效果。
技术实现要素:
3.本申请的主要目的在于提供一种对碳化硅密封环的内径精准测量的内圆精磨塞规。
4.为了实现上述目的,本实用新型提供如下技术方案:
5.一种内圆精磨塞规,包括第一测量段、第二测量段、第三测量段和第四测量段;所述第一测量段、所述第二测量段、所述第三测量段和所述第四测量段依次首尾相连;
6.第一测量段、第二测量段、第三测量段和第四测量段的形状均为圆筒状,所述第一测量段的外径比待测圆筒的内径小0.005mm;
7.所述第二测量段的外径大于所述第一测量段的外径,所述第二测量段、所述第三测量段和所述第四测量段的外径依次增大。
8.在使用本申请所述内圆精磨塞规时,将第一测量段插入待测圆筒中(碳化硅密封环),若第一测量段可以插入表示产品合格;第二测量段和第三测量段的设置可以更精准的测量产品的尺寸。
9.若第四测量段可以插入,则产品做报废处理。
10.上述一种内圆精磨塞规,作为一种优选的实施方案,所述第二测量段的外径比所述第一测量段的外径大0.005-0.015mm,所述第三测量段的外径比所述第二测量段的外径大0.015-0.02mm,所述第四测量段的外径比所述第三测量段的外径大0.005mm。
11.第二测量段和第三测量段若可插入待测圆筒中表示圆筒合格,第二测量段和第三测量段的设置可更精准的测量产品的尺寸。
12.上述一种内圆精磨塞规,作为一种优选的实施方案,所述第一测量段的长度等于待测圆筒的长度。
13.上述一种内圆精磨塞规,作为一种优选的实施方案,所述第二测量段的长度为待测圆筒长度的1/2,所述第三测量段的长度为待测圆筒长度的1/2。
14.上述一种内圆精磨塞规,作为一种优选的实施方案,相邻两个测量段之间均设置有凹槽,所述凹槽绕着所述内圆精磨塞规的圆周设置,所述凹槽由相邻两个测量段的连接处向内凹陷形成。
15.相邻两个测量段之间设置凹槽,可将在测量过程中,每个测量段是否插入明显区分开。
16.优选地,所述凹槽的外径小于所述第一测量段的外径,所述凹槽的长度为1-2mm。
17.所述凹槽的长度指凹槽沿内圆精磨塞规长度方向延伸的长度。
18.优选地,所述凹槽的外径比所述第一测量段的外径小0.5-0.8mm。
19.本实用新型的有益效果为:本申请所述内圆精磨塞规可精准测量圆筒的直径,传统的采用千分尺测量,每小时的测量件为25只,而采用本申请所述内圆精磨塞规测量每小时的测量件可达到40只,且测量更精准。大大提高了工作效率,增加了后续产品的加工效率,减低了后续产品的报废率。
附图说明
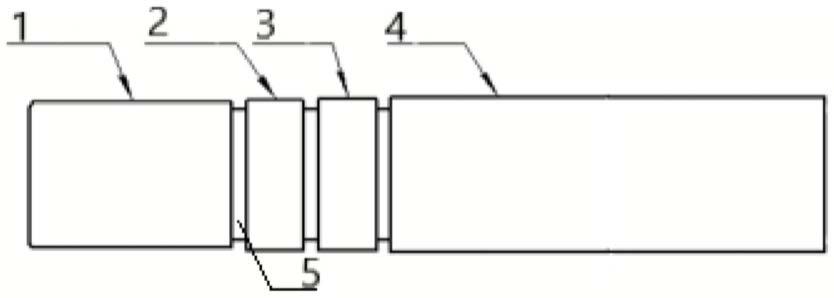
20.图1为本申请所述内圆精磨塞规的结构示意图;
21.图中:1、第一测量段;2、第二测量段;3、第三测量段;4、第四测量段;5、凹槽。
具体实施方式
22.为了使本技术领域的人员更好地理解本申请方案,下面将结合案例对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分的实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本申请保护的范围。
23.在本申请中,术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”、“内”、“外”、“中”、“竖直”、“水平”、“横向”、“纵向”等指示的方位或位置关系为基于附图所示的方位或位置关系。这些术语主要是为了更好地描述本申请及其实施例,并非用于限定所指示的装置、元件或组成部分必须具有特定方位,或以特定方位进行构造和操作。
24.并且,上述部分术语除了可以用于表示方位或位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本申请中的具体含义。
25.本申请所述内圆精磨塞规在制备过程中一体成型,一般采用cr12材质的材料制备。因内圆精磨塞规在使用过程中不可避免地会被磨损,在设计时可将两个内圆精磨塞规镜像对称设置,即将两个内圆精磨塞规的第四测量段4的端部固定连接。
26.一种内圆精磨塞规,包括第一测量段1、第二测量段2、第三测量段3和第四测量段4;所述第一测量段1、所述第二测量段2、所述第三测量段3和所述第四测量段4依次首尾相连。
27.第一测量段1、第二测量段2、第三测量段3和第四测量段4的形状均为圆筒状,且第一测量段1的外径比所述待测圆筒的内径小0.005mm;第一测量段1的长度等于待测圆筒的长度,若第一测量段1可插入待测圆筒,且说明圆筒合格。
28.第二测量段2的外径比所述第一测量段1的外径大0.005-0.015mm,第二测量段2的长度为待测圆筒长度的1/2,若第二测量段2可插入待测圆筒,说明待测圆筒合格。
29.第三测量段3的外径比所述第二测量段2的外径大0.015-0.02mm,第三测量段3的长度为待测圆筒长度的1/2,若第二测量段2可插入待测圆筒,说明待测圆筒合格。
30.第四测量段4的外径比所述第三测量段3的外径大0.005mm,第四测量段4的长度不做限制,若第四测量段4可插入待测圆筒,则该圆筒做报废处理。
31.为明显区分各测量段是否插入圆筒,在相邻两个测量段之间均设置有凹槽5,所述凹槽5绕着所述内圆精磨塞规的圆周设置,所述凹槽5由相邻两个测量段的连接处向内凹陷形成,且凹槽5的长度为1-2mm,为不影响内圆精磨塞规的精准测量,所述凹槽5的外径比所述第一测量段1的外径小0.5mm、0.6mm或0.8mm。
32.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员,在不脱离本实用新型方法的前提下,还可以做出若干改进和补充,这些改进和补充也应视为本实用新型的保护范围。
技术特征:
1.一种内圆精磨塞规,其特征在于,包括第一测量段、第二测量段、第三测量段和第四测量段;所述第一测量段、所述第二测量段、所述第三测量段和所述第四测量段依次首尾相连;第一测量段、第二测量段、第三测量段和第四测量段的形状均为圆筒状,所述第一测量段的外径比待测圆筒的内径小0.005mm;所述第二测量段的外径大于所述第一测量段的外径,所述第二测量段、所述第三测量段和所述第四测量段的外径依次增大。2.根据权利要求1所述内圆精磨塞规,其特征在于,所述第二测量段的外径比所述第一测量段的外径大0.005-0.015mm,所述第三测量段的外径比所述第二测量段的外径大0.015-0.02mm,所述第四测量段的外径比所述第三测量段的外径大0.005mm。3.根据权利要求1所述内圆精磨塞规,其特征在于,所述第一测量段的长度等于待测圆筒的长度。4.根据权利要求1所述内圆精磨塞规,其特征在于,所述第二测量段的长度为待测圆筒长度的1/2,所述第三测量段的长度为待测圆筒长度的1/2。5.根据权利要求1所述内圆精磨塞规,其特征在于,相邻两个测量段之间均设置有凹槽,所述凹槽绕着所述内圆精磨塞规的圆周设置,所述凹槽由相邻两个测量段的连接处向内凹陷形成。6.根据权利要求5所述内圆精磨塞规,其特征在于,所述凹槽的外径小于所述第一测量段的外径,所述凹槽的长度为1-2mm。7.根据权利要求6所述内圆精磨塞规,其特征在于,所述凹槽的外径比所述第一测量段的外径小0.5-0.8mm。
技术总结
本实用新型公开了一种内圆精磨塞规,包括第一测量段、第二测量段、第三测量段和第四测量段;第一测量段、第二测量段、第三测量段和第四测量段依次首尾相连;第一测量段、第二测量段、第三测量段和第四测量段的形状均为圆筒状,第一测量段的外径比待测圆筒的内径小0.005mm;第二测量段的外径大于第一测量段的外径,第二测量段、第三测量段和第四测量段的外径依次增大。本实用新型的有益效果为:本申请所述内圆精磨塞规可精准测量圆筒的直径,传统的采用千分尺测量,每小时的测量件为25只,而采用本申请所述内圆精磨塞规测量每小时的测量件可达到40只,且测量更精准。大大提高了工作效率,增加了后续产品的加工效率,减低了后续产品的报废率。后续产品的报废率。后续产品的报废率。
技术研发人员:刘贵生 李配 郜锦东
受保护的技术使用者:上海德宝密封件有限公司
技术研发日:2022.09.26
技术公布日:2023/1/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1