一种用于测量锥筒形件外形的检测装置的制作方法
1.本实用新型涉及一种用于测量锥筒形件外形的检测装置,属于工件检测技术领域。
背景技术:
2.某筒形零件的口部加工有锥形收敛段,为满足与其它零件能够可靠装配,验收时需要对该零件口部的锥形收敛段外形进行尺寸测量,目前该类型尺寸无法用万能量具进行测量;同时,使用三座标检测时,由于大部分产品锥形口部需要倒角去毛刺,三座标测量无法找到交接处的真值,测量过程存在误差;设计专用样板测量时,检测人员需要根据上端与下端缝隙大小判定合格,在光线不足或者测量人员经验欠缺的情况下容易造成误判。
3.现有的检测方法其缺点如下:
4.1、设计专用样板检测,缺点:使用锥形缺口样板作为量具时,检测人员需要根据上端与下端缝隙大小判定合格,在光线不足或者测量人员经验欠缺的情况下容易造成误判。
5.2、使用三座标检测,缺点:由于大部分产品锥形口部需要倒角去毛刺,三座标测量时只能模拟两条线交点,找出理论值,测量过程存在误差。
技术实现要素:
6.本实用新型的目的目的是为了提供一种用于测量锥筒形件外形的检测装置。
7.本实用新型的目的是通过以下技术方案实现的:
8.本实用新型的一种用于测量锥筒形件外形的检测装置,包括检测尺、垂直固定在所述检测尺前端的固定测量臂、连接在所述固定测量臂下端的前测量杆,套接在所述检测尺中部的活动测量臂、连接在所述活动测量臂下端的后测量杆、套接在所述检测尺中部且位于所述活动测量臂后侧的弹簧限位块;
9.所述固定测量臂和所述活动测量臂的下端端部加工为高度齐平的水平定位面;所述固定测量臂的下端通过螺钉和螺母与所述前测量杆固定,且使所述前测量杆沿所述检测尺刻度方向的偏转角度与产品外锥面的锥度相匹配,所述活动测量臂的下端通过螺钉和螺母与所述后测量杆固定,且使所述后测量杆沿所述检测尺刻度方向的偏转角度与产品外锥面的锥度相匹配;
10.所述活动测量臂的上端左侧为用于与所述检测尺连接的支撑套,所述支撑套的侧壁开有连接螺孔,所述支撑套的右端固定有与所述检测尺齐平的弹簧安装筒,所述弹簧安装筒内装有向右侧弹出的弹簧;
11.所述弹簧限位块为侧壁开有连接螺孔的定位套,所述弹簧限位块的侧壁开有连接螺孔;
12.所述活动测量臂的支撑套套接在所述检测尺上,所述活动测量臂的弹簧安装筒与所述弹簧限位块相对,所述弹簧限位块通过锁紧螺栓使其固定在所述检测尺上。
13.工作过程
14.对锥筒形件外形进行检测时,首先推动所述活动测量臂沿所述检测尺向后压缩所述弹簧定位座的弹簧,使所述前测量杆和所述后测量杆撑开后搭接在标准锥筒形件的口部外壁,当所述固定测量臂和所述活动测量臂的下端端部与标准锥筒形件的口部齐平时,放开所述活动测量臂,在所述弹簧推力下,使所述前测量杆和所述后测量杆相对合拢并与标准锥筒形件的口部外壁贴合,得出此时所述活动测量臂在所述检测尺上的读数,记为标准读数。
15.然后将所述前测量杆和所述后测量杆撑开后搭接在待测锥筒形件的口部外壁,当所述固定测量臂和所述活动测量臂的下端端部与待测锥筒形件的口部齐平时,放开所述活动测量臂,观察此时所述活动测量臂在所述检测尺上的读数与标准读数相比较,是否满足公差要求,即可判断待测锥筒形件的外形尺寸是否合格。
16.有益效果
17.本实用新型的检测装置适用于各种锥形面的检测。该装置能够根据锥面形状适时调整测量杆角度,使其能够可靠接触产品,同时,增加了测量部位位置自动调整机构,从而减少了人为测量误差,提高了检测效率和检测可靠性。
附图说明
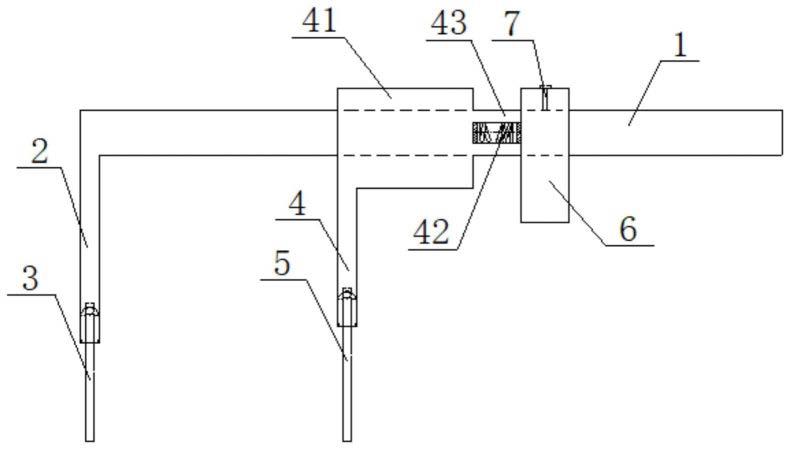
18.图1为本实用新型检测装置的结构示意图;
19.图中,1-检测尺,2-固定测量臂,3-前测量杆,4-活动测量臂,41-支撑套,42-弹簧,43-弹簧安装筒,5-后测量杆,6-弹簧限位块,7-锁紧螺栓。
具体实施方式
20.下面结合附图和实施例对本实用新型内容作进一步说明。
21.实施例
22.本实用新型的一种用于测量锥筒形件外形的检测装置,包括检测尺1、垂直固定在所述检测尺1前端的固定测量臂2、连接在所述固定测量臂下端的前测量杆3,套接在所述检测尺1中部的活动测量臂4、连接在所述活动测量臂4下端的后测量杆5、套接在所述检测尺1中部且位于所述活动测量臂4后侧的弹簧限位块6;
23.所述固定测量臂2和所述活动测量臂4的下端端部加工为高度齐平的水平定位面;所述固定测量臂2的下端通过螺钉和螺母与所述前测量杆3固定,且使所述前测量杆3沿所述检测尺1刻度方向的偏转角度与产品外锥面的锥度相匹配,所述活动测量臂4的下端通过螺钉和螺母与所述后测量杆5固定,且使所述后测量杆5沿所述检测尺1刻度方向的偏转角度与产品外锥面的锥度相匹配;
24.所述活动测量臂4的上端左侧为用于与所述检测尺1连接的支撑套41,所述支撑套41的侧壁开有连接螺孔,所述支撑套41的右端固定有与所述检测尺1齐平的弹簧安装筒43,所述弹簧安装筒43内装有向右侧弹出的弹簧42;
25.所述弹簧限位块6为侧壁开有连接螺孔的定位套,所述弹簧限位块6的侧壁开有连接螺孔;
26.所述活动测量臂4的支撑套41套接在所述检测尺1上,所述活动测量臂4的弹簧安装筒43与所述弹簧限位块6相对,所述弹簧限位块6通过锁紧螺栓7使其固定在所述检测尺1
上。
27.工作过程
28.对锥筒形件外形进行检测时,首先推动所述活动测量臂4沿所述检测尺1向后压缩所述弹簧定位座6的弹簧42,使所述前测量杆3和所述后测量杆5撑开后搭接在标准锥筒形件的口部外壁,当所述固定测量臂2和所述活动测量臂4的下端端部与标准锥筒形件的口部齐平时,放开所述活动测量臂4,在所述弹簧42推力下,使所述前测量杆3和所述后测量杆5相对合拢并与标准锥筒形件的口部外壁贴合,得出此时所述活动测量臂4在所述检测尺1上的读数,记为标准读数。
29.然后将所述前测量杆3和所述后测量杆5撑开后搭接在待测锥筒形件的口部外壁,当所述固定测量臂2和所述活动测量臂4的下端端部与待测锥筒形件的口部齐平时,放开所述活动测量臂4,观察此时所述活动测量臂4在所述检测尺1上的读数与标准读数相比较,是否满足公差要求,即可判断待测锥筒形件的外形尺寸是否合格。
技术特征:
1.一种用于测量锥筒形件外形的检测装置,其特征是:包括检测尺、垂直固定在所述检测尺前端的固定测量臂、连接在所述固定测量臂下端的前测量杆,套接在所述检测尺中部的活动测量臂、连接在所述活动测量臂下端的后测量杆、套接在所述检测尺中部且位于所述活动测量臂后侧的弹簧限位块;所述固定测量臂和所述活动测量臂的下端端部加工为高度齐平的水平定位面;所述固定测量臂的下端通过螺钉和螺母与所述前测量杆固定,且使所述前测量杆沿所述检测尺刻度方向的偏转角度与产品外锥面的锥度相匹配,所述活动测量臂的下端通过螺钉和螺母与所述后测量杆固定,且使所述后测量杆沿所述检测尺刻度方向的偏转角度与产品外锥面的锥度相匹配;所述活动测量臂的上端左侧为用于与所述检测尺连接的支撑套,所述支撑套的侧壁开有连接螺孔,所述支撑套的右端固定有与所述检测尺齐平的弹簧安装筒,所述弹簧安装筒内装有向右侧弹出的弹簧;所述弹簧限位块为侧壁开有连接螺孔的定位套,所述弹簧限位块的侧壁开有连接螺孔;所述活动测量臂的支撑套套接在所述检测尺上,所述活动测量臂的弹簧安装筒与所述弹簧限位块相对,所述弹簧限位块通过锁紧螺栓使其固定在所述检测尺上。
技术总结
本实用新型公开了一种用于测量锥筒形件外形的检测装置,包括检测尺、垂直固定在所述检测尺前端的固定测量臂、连接在所述固定测量臂下端的前测量杆,套接在所述检测尺中部的活动测量臂、连接在所述活动测量臂下端的后测量杆、套接在所述检测尺中部且位于所述活动测量臂后侧的弹簧限位块;所述活动测量臂的支撑套套接在所述检测尺上,所述活动测量臂的弹簧安装筒与所述弹簧限位块相对,所述弹簧限位块通过锁紧螺栓使其固定在所述检测尺上。本实用新型的检测装置,能够根据锥面形状适时调整测量杆角度,使其能够可靠接触产品,同时,增加了测量部位位置自动调整机构,从而减少了人为测量误差,提高了检测效率和检测可靠性。提高了检测效率和检测可靠性。提高了检测效率和检测可靠性。
技术研发人员:段锃锵 侯永刚 曹新红 白禹茹 赵伟杰 张利明 段学召 屈晓晓 夏思思
受保护的技术使用者:晋西工业集团有限责任公司
技术研发日:2022.10.20
技术公布日:2023/3/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1