色带尺寸定位检查工装的制作方法
本技术涉及检查工装,尤其涉及色带尺寸定位检查工装。
背景技术:
1、城轨车辆车体通常需要涂装腰线,即色带,但车体上的色带分为多节,每一节需要单独涂装,现有技术中在涂装色带时通常是使用卷尺进行手工测量尺寸并检查,因肉眼进行检查,多少存在看错尺寸,出现不同节的色带发生尺寸偏差的问题,从而导致需要进行油漆返工,不但对车体外观质量造成影响,还给产生进程、物料都造成了一定的资源浪费。
技术实现思路
1、本实用新型提供色带尺寸定位检查工装,以解决上述技术问题。
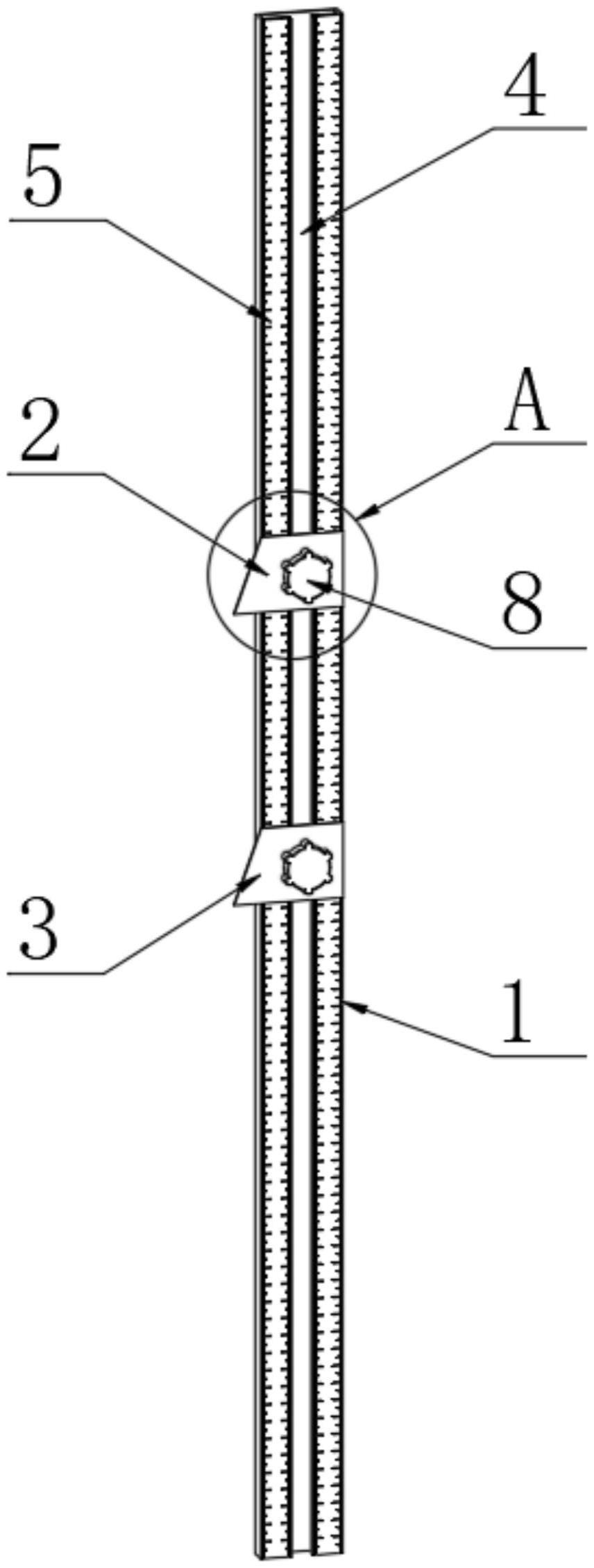
2、为解决上述技术问题,本实用新型提供的色带尺寸定位检查工装,包括工装主体,所述工装主体前侧设有上标点卡扣和下标点卡扣,所述上标点卡扣设在下标点卡扣顶部,所述工装主体前侧贴设有两个标尺,所述上标点卡扣和下标点卡扣前侧分别设有一个调节机构,且所述调节机构延伸至工装主体内部。
3、优选的,所述调节机构包括滑块,所述滑块设在工装主体内部,所述滑块前侧贯穿设有手拧螺丝,两个所述手拧螺丝分别贯穿上标点卡扣和下标点卡扣。
4、优选的,所述上标点卡扣和下标点卡扣前侧分别开设有一个圆孔,所述手拧螺丝贯穿圆孔。
5、优选的,所述滑块前侧开设有螺纹孔,所述手拧螺丝设在滑块前侧并延伸至螺纹孔内部,且所述滑块和手拧螺丝通过螺纹连接。
6、优选的,所述工装主体前侧开设有开口,所述开口设在两个标尺之间,所述滑块设在工装主体内部并延伸至开口内部。
7、与相关技术相比较,本实用新型提供的色带尺寸定位检查工装具有如下有益效果:
8、通过调节机构可调节上标点卡扣和下标点卡扣在工装主体上的位置,且调节时可通过标尺来判断尺寸,相较于直接使用卷尺测量,本工装测量的尺寸偏差更小,可有效避免色带错位和偏差较大的问题,进而也减少了返工导致的资源浪费的现象,使用非常方便。
技术特征:
1.色带尺寸定位检查工装,包括工装主体(1),其特征在于:所述工装主体(1)前侧设有上标点卡扣(2)和下标点卡扣(3),所述上标点卡扣(2)设在下标点卡扣(3)顶部,所述工装主体(1)前侧贴设有两个标尺(5),所述上标点卡扣(2)和下标点卡扣(3)前侧分别设有一个调节机构,且所述调节机构延伸至工装主体(1)内部。
2.根据权利要求1所述的色带尺寸定位检查工装,其特征在于,所述调节机构包括滑块(6),所述滑块(6)设在工装主体(1)内部,所述滑块(6)前侧贯穿设有手拧螺丝(8),两个所述手拧螺丝(8)分别贯穿上标点卡扣(2)和下标点卡扣(3)。
3.根据权利要求2所述的色带尺寸定位检查工装,其特征在于,所述上标点卡扣(2)和下标点卡扣(3)前侧分别开设有一个圆孔(9),所述手拧螺丝(8)贯穿圆孔(9)。
4.根据权利要求2所述的色带尺寸定位检查工装,其特征在于,所述滑块(6)前侧开设有螺纹孔(7),所述手拧螺丝(8)设在滑块(6)前侧并延伸至螺纹孔(7)内部,且所述滑块(6)和手拧螺丝(8)通过螺纹连接。
5.根据权利要求2所述的色带尺寸定位检查工装,其特征在于,所述工装主体(1)前侧开设有开口(4),所述开口(4)设在两个标尺(5)之间,所述滑块(6)设在工装主体(1)内部并延伸至开口(4)内部。
技术总结
本技术公开了色带尺寸定位检查工装,涉及检查工装技术领域,包括工装主体,所述工装主体前侧设有上标点卡扣和下标点卡扣,所述上标点卡扣设在下标点卡扣顶部,所述工装主体前侧贴设有两个标尺,所述上标点卡扣和下标点卡扣前侧分别设有一个调节机构,且所述调节机构延伸至工装主体内部,通过调节机构可调节上标点卡扣和下标点卡扣在工装主体上的位置,且调节时可通过标尺来判断尺寸,相较于直接使用卷尺测量,本工装测量的尺寸偏差更小,可有效避免色带错位和偏差较大的问题,进而也减少了返工导致的资源浪费的现象,使用非常方便。
技术研发人员:盛福,汤亚敏,胡彬
受保护的技术使用者:汤亚敏
技术研发日:20221028
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!