一种装配模拟检具的制作方法
本技术涉及检具领域,具体涉及一种装配模拟检具。
背景技术:
1、随着通讯技术的发展,越来越多的通讯器被应用,通讯器集成有许多电路元器件,因此通讯器机体对散热要求极高,以往的通讯器壳体为塑料件,因为散热性能差逐渐被淘汰。基于制造成本和散热的综合考量,现有的通讯器机体都采用高导热铝合金压铸成型,然后在铝合金上机加相应的结构部件,为方便通讯器机体的携带,现有的通讯器机体上会装有提手,该提手属于后装配,因此需要先加工好提手定位孔。某通讯器品牌公司对提手使用要求是,提手使用时要求打开力不小于5牛.米,由于手定位孔的加工测量基准是压铸异形面,所以加工误差大,因此要对每批次的产品进行检验,现有的检验方法是将机加完成的通讯器机体直接上三坐标检测仪检验,但这种检验方式的效率极低,不适合大批量生产需求。
技术实现思路
1、针对上述现有技术中的不足之处,本实用新型提供一种装配模拟检具,其通过模拟拉手的安装情况,进行使用状态检验,其效率高,检具成本低,检验效果好。
2、为了达到上述目的,本实用新型采用了以下技术方案:
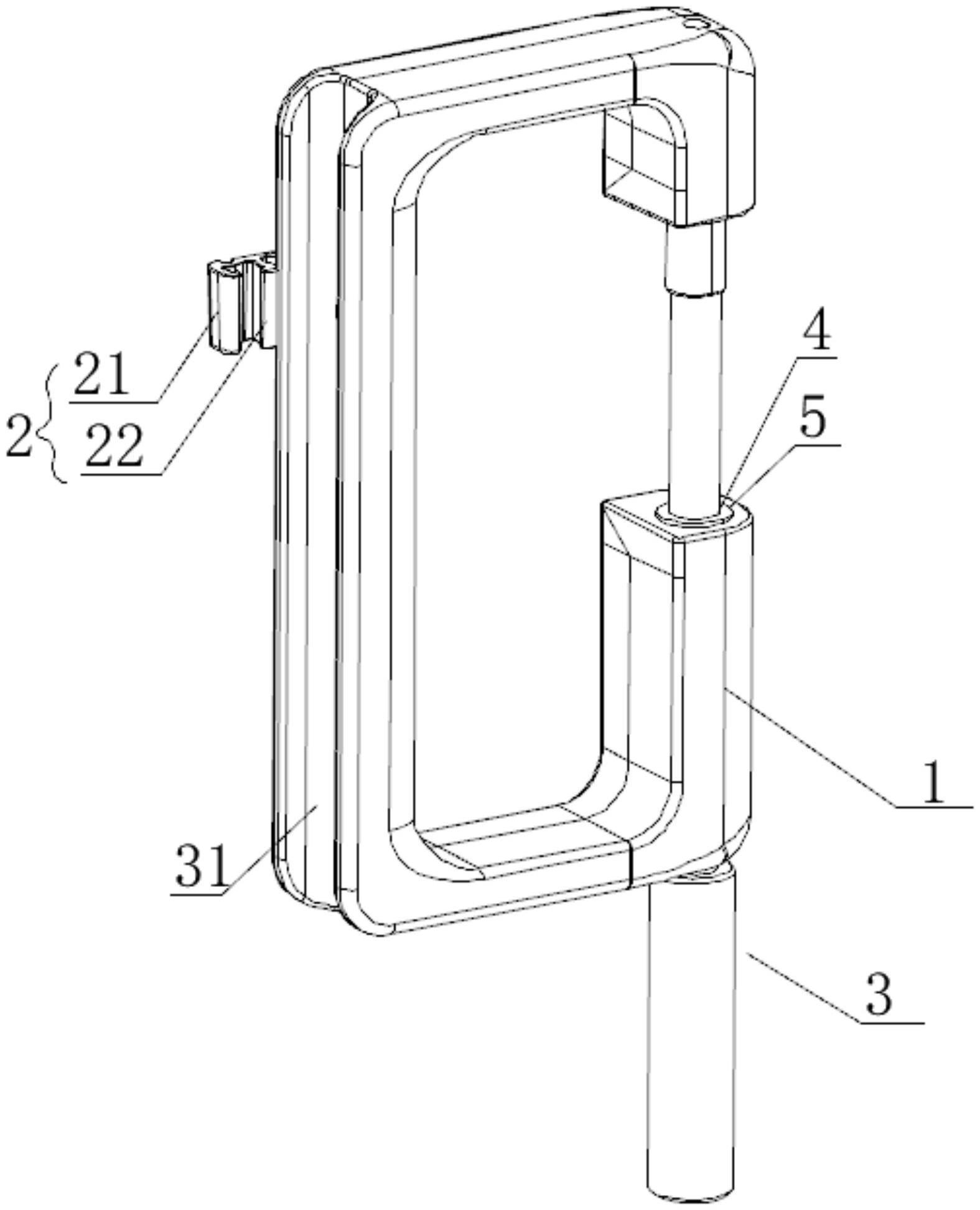
3、一种装配模拟检具,用于通讯器机体上的提手定位孔安装模拟检验,其特征在于:包括提手、定位卡子、模拟定位销,所述提手呈环形,所述提手长度方向一侧中部具有用于卡设在通讯器机体上的缺口,所述缺口对应的两侧端面均具有轴孔,其中一侧的所述轴孔贯穿所述提手,所述模拟定位销插入所述轴孔内使得所述提手转动定位于通讯器机体上的提手定位孔内,所述定位卡子一端具有卡接部,所述卡接部卡设在通讯器机体上的限位槽内,所述定位卡子另一端具有提手限位部,所述提手远离所述缺口的一侧端面具有沿长度方向的通槽,所述通槽一侧的槽沿卡设在所述提手限位部上。
4、进一步地,所述缺口两侧对应的所述轴孔端部设置有销套。
5、进一步地,所述提手限位部具有弹性限位所述通槽槽沿的突出圆弧形脊棱,所述通槽槽沿具有圆弧过渡边。
6、进一步地,所述模拟定位销包括光轴部和手柄部,其中所述光轴部的下端部为锥形,所述模拟定位销直径与待检测的提手定位孔的直径相匹配。
7、本实用新型的有益效果包括:测量快速,结构简单,操作使用方便,测量精度高,制造成本低。
技术特征:
1.一种装配模拟检具,用于通讯器机体(10)上的提手定位孔安装模拟检验,其特征在于:包括提手(1)、定位卡子(2)、模拟定位销(3),所述提手(1)呈环形,所述提手(1)长度方向一侧中部具有用于卡设在通讯器机体(10)上的缺口,所述缺口对应的两侧端面均具有轴孔(4),其中一侧的所述轴孔(4)贯穿所述提手(1),所述模拟定位销(3)插入所述轴孔(4)内使得所述提手(1)转动定位于通讯器机体(10)上的提手定位孔内,所述定位卡子(2)一端具有卡接部(21),所述卡接部(21)卡设在通讯器机体(10)上的限位槽内,所述定位卡子(2)另一端具有提手限位部(22),所述提手(1)远离所述缺口的一侧端面具有沿长度方向的通槽(31),所述通槽(31)一侧的槽沿卡设在所述提手限位部(22)上。
2.根据权利要求1所述的一种装配模拟检具,其特征在于:所述缺口两侧对应的所述轴孔(4)端部设置有销套(5)。
3.根据权利要求1所述的一种装配模拟检具,其特征在于:所述提手限位部(22)具有弹性限位所述通槽(31)槽沿的突出圆弧形脊棱,所述通槽(31)槽沿具有圆弧过渡边。
4.根据权利要求1所述的一种装配模拟检具,其特征在于:所述模拟定位销(3)包括光轴部和手柄部,其中所述光轴部的下端部为锥形,所述模拟定位销(3)直径与待检测的提手定位孔的直径相匹配。
技术总结
本技术公开了一种装配模拟检具,用于通讯器机体上的提手定位孔安装模拟检验,其特征在于:包括提手、定位卡子、模拟定位销,提手呈环形,提手长度方向一侧中部具有用于卡设在通讯器机体上的缺口,缺口对应的两侧端面均具有轴孔,其中一侧的轴孔贯穿提手,模拟定位销插入轴孔内使得提手转动定位于通讯器机体上的提手定位孔内,定位卡子一端具有卡接部,卡接部卡设在通讯器机体上的限位槽内,定位卡子另一端具有提手限位部,提手远离缺口的一侧端面具有沿长度方向的通槽,通槽一侧的槽沿卡设在提手限位部上。本技术的有益效果包括:测量快速,结构简单,操作使用方便,测量精度高,制造成本低。
技术研发人员:刘大明
受保护的技术使用者:重庆美利信科技股份有限公司
技术研发日:20221031
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!