波峰焊波峰平整度量测装置及印制电路板生产线的制作方法
本技术涉及波峰焊,特别地涉及一种波峰焊波峰平整度量测装置及印制电路板生产线。
背景技术:
1、波峰焊焊接作为印制电路板生产工艺中必不可缺的生产工序,起到将电子元器件焊接端与印制电路板的焊盘间机械与电气连接,并最终满足整机功能需求的目的。在波峰焊焊接调试过程中,需对波峰焊设备进行波峰平整度测试,待其满足要求后方能正常生产。
2、目前行业内采用的波峰平整度测试过程一般如下,首先,生产线需要停线,并清空波峰焊设备内的在制品;其次,调整波峰焊设备轨道的宽度,使其与波峰焊平整度量测装置的宽度一致;第三,使用波峰焊平整度量测装置进行波峰焊平整度测试;第四,若波峰焊波峰平整度测试结果满足焊接要求,则在测试完成后,将波峰焊设备轨道宽度调整至与在制品宽度一致后可正常生产,若波峰焊波峰平整度测试结果不满足焊接要求,则需调整波峰焊设备后,再次重复上述第三步来对波峰焊波峰平整度进行测试,直至满足焊接要求后,将波峰焊设备轨道宽度调整至与在制品宽度一致后才可正常生产。
3、因此,上述的波峰焊平整度测试过程中,存在波峰焊平整度测试周期长的弊端。因为在进行波峰焊平整度测试前,需要清空设备内的在制品,并且需要对波峰焊焊设备进行专项调整(即将波峰焊设备的轨道调整到符合波峰焊平整度量测装置的宽度或符合在制品宽度),以满足波峰平整度测试与正常生产的需求,因此波峰焊平整度测试前﹑后的设备调整动作以及为波峰焊波峰平整度测试的准备和恢复正常生产的动作,均为多余作业,其拉长了整体的波峰焊平整度测试周期;此外,上述波峰焊平整度测试过程中,还存在生产效率低的问题。因为波峰焊波峰平整度测试前﹑后的准备工作以及恢复正常生产的作业等,均需在生产线临时停线的情况下进行,生产线停线的时间段内无法进行生产,从而影响线体产出,拉低整体的生产效率。
技术实现思路
1、本实用新型提供一种波峰焊波峰平整度量测装置,用于实现波峰焊波峰平整度不停线测试,从而达到缩短波峰焊平整度测试周期、提升生产线生产效率的目的。
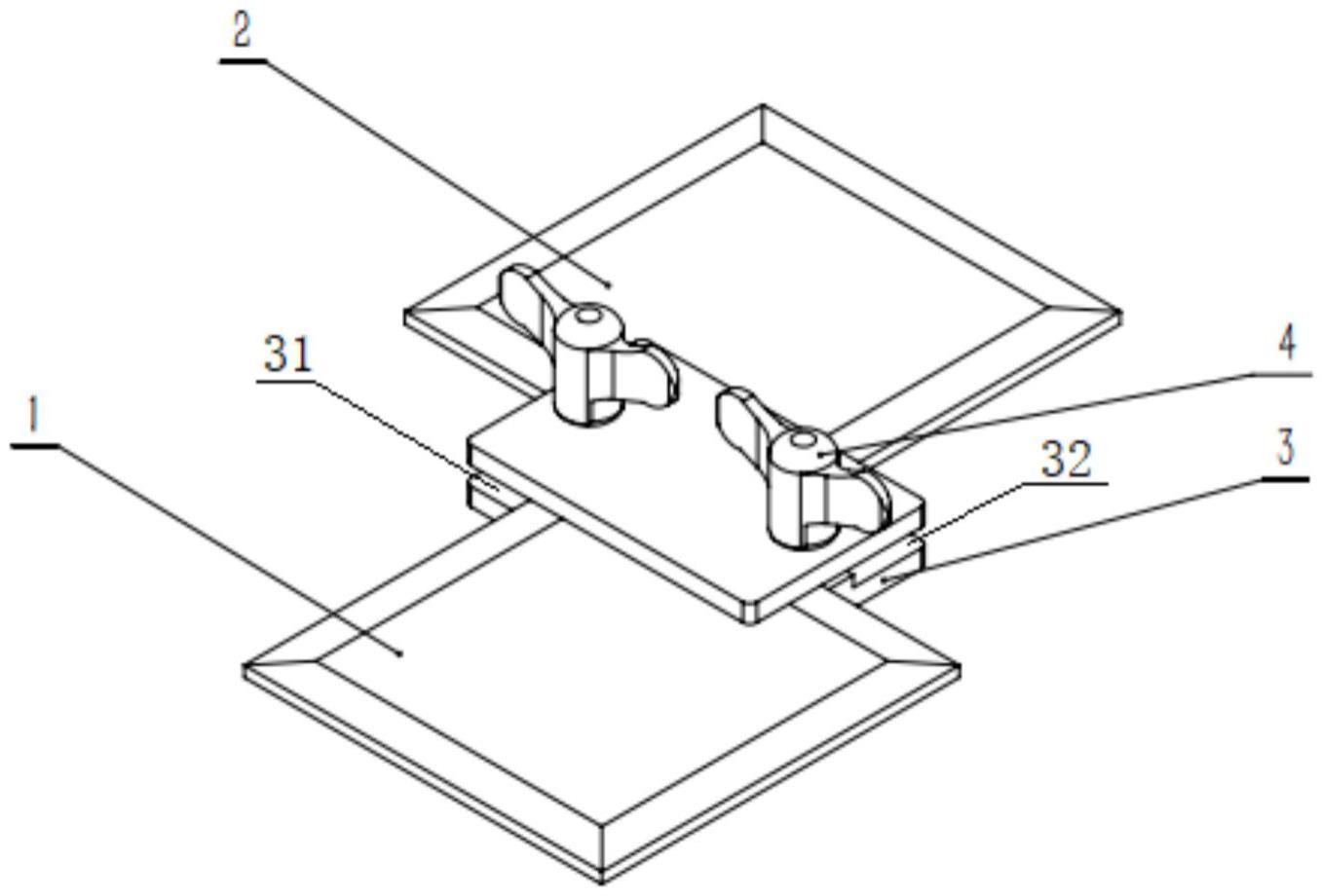
2、根据本实用新型的第一个方面,本实用新型提供一种波峰焊波峰平整度量测装置,包括宽度调整连接件以及分别设置在所述宽度调整连接件两侧的第一测试板和第二测试板,所述第一测试板和所述第二测试板构造为其相对于所述宽度调整连接件的位置可调,从而所述第一测试板和所述第二测试板之间的距离可调。
3、在一个实施方式中,所述宽度调整连接件的两侧分别设置有用于容纳一部分所述第一测试板的第一槽和用于容纳一部分所述第二测试板的第二槽,所述第一测试板和所述第二测试板分别在所述第一槽和所述第二槽中移动,以调整二者之间的距离。
4、在一个实施方式中,所述宽度调整连接件包括相对设置的第一压板和第二压板,所述第二压板的上表面上设置有隔板,所述第一槽由所述第一压板的部分下表面、所述第二压板的部分上表面以及所述隔板的其中一侧限定,所述第二槽由所述第一压板的部分下表面、所述第二压板的部分上表面以及所述隔板的另一侧限定。
5、在一个实施方式中,所述宽度调整连接件上还设置有紧固装置,所述紧固装置可使所述第一压板靠近或远离所述第二压板,从而改变所述第一槽和所述第二槽的高度,以使所述第一压板和所述第二压板能够夹紧或松开所述第一测试板和所述第二测试板。
6、在一个实施方式中,所述紧固装置包括旋钮和与所述旋钮相连的螺杆,所述螺杆贯穿所述第一压板、所述隔板和所述第二压板。
7、在一个实施方式中,所述第一测试板和所述第二测试板均为耐高温玻璃板。
8、在一个实施方式中,所述第一测试板和所述第二测试板均为带有刻度的透明板。
9、在一个实施方式中,所述第一槽的长度至少为所述第一测试板的长度的一半,所述第二槽的长度至少为所述第二测试板的长度的一半。
10、根据本实用新型的第二个方面,本实用新型提供一种印制电路板生产线,其包括上述的波峰焊波峰平整度量测装置。
11、与现有技术相比,本实用新型的优点在于:
12、(1)在波峰焊波峰平整度测试前,通过调整第一测试板和第二测试板相对于宽度调整连接件的位置,从而使第一测试板和第二测试板之间的距离调整为与在制品的宽度一致后,可将波峰焊波峰平整度量测装置放置于生产线线体轨道上,由于其宽度与在制品宽度一致,因此其可与在制品一同通过波峰焊设备;在经过波峰焊波峰时,波峰焊波峰平整度量测装置可指示波峰焊设备是否满足波峰焊焊接需求,从而有效地解决了目前行业内波峰焊波峰平整度测试时需要停线测试而导致的测试周期长、生产效率低以及测试难度高等一系列问题。
13、(2)由于第一测试板和第二测试板之间的距离可调整为所需宽度,因此无需来回调整波峰焊设备的轨道宽度,从而现有波峰焊平整度测试前﹑后的设备调整动作以及为波峰焊波峰平整度测试的准备和恢复正常生产的动作均可取消,从而缩短了整体的波峰焊平整度测试周期。
技术特征:
1.一种波峰焊波峰平整度量测装置,其特征在于,包括宽度调整连接件以及分别设置在所述宽度调整连接件两侧的第一测试板和第二测试板,所述第一测试板和所述第二测试板构造为其相对于所述宽度调整连接件的位置可调,从而所述第一测试板和所述第二测试板之间的距离可调。
2.根据权利要求1所述的波峰焊波峰平整度量测装置,其特征在于,所述宽度调整连接件的两侧分别设置有用于容纳一部分所述第一测试板的第一槽和用于容纳一部分所述第二测试板的第二槽,所述第一测试板和所述第二测试板分别在所述第一槽和所述第二槽中移动,以调整二者之间的距离。
3.根据权利要求2所述的波峰焊波峰平整度量测装置,其特征在于,所述宽度调整连接件包括相对设置的第一压板和第二压板,所述第二压板的上表面上设置有隔板,所述第一槽由所述第一压板的部分下表面、所述第二压板的部分上表面以及所述隔板的其中一侧限定,所述第二槽由所述第一压板的部分下表面、所述第二压板的部分上表面以及所述隔板的另一侧限定。
4.根据权利要求3所述的波峰焊波峰平整度量测装置,其特征在于,所述宽度调整连接件上还设置有紧固装置,所述紧固装置可使所述第一压板靠近或远离所述第二压板,从而改变所述第一槽和所述第二槽的高度,以使所述第一压板和所述第二压板能够夹紧或松开所述第一测试板和所述第二测试板。
5.根据权利要求4所述的波峰焊波峰平整度量测装置,其特征在于,所述紧固装置包括旋钮和与所述旋钮相连的螺杆,所述螺杆贯穿所述第一压板、所述隔板和所述第二压板。
6.根据权利要求1-4中任一项所述的波峰焊波峰平整度量测装置,其特征在于,所述第一测试板和所述第二测试板均为耐高温玻璃板。
7.根据权利要求1-4中任一项所述的波峰焊波峰平整度量测装置,其特征在于,所述第一测试板和所述第二测试板均为带有刻度的透明板。
8.根据权利要求2-4中任一项所述的波峰焊波峰平整度量测装置,其特征在于,所述第一槽的长度至少为所述第一测试板的长度的一半,所述第二槽的长度至少为所述第二测试板的长度的一半。
9.一种印制电路板生产线,其特征在于,包括权利要求1-8中任一项所述的波峰焊波峰平整度量测装置。
技术总结
本技术涉及一种波峰焊波峰平整度量测装置及印制电路板生产线,涉及波峰焊技术领域,用于实现波峰焊波峰平整度不停线测试,从而达到缩短波峰焊平整度测试周期、提升生产线生产效率的目的。本技术的波峰焊波峰平整度量测装置,包括宽度调整连接件以及分别设置在所述宽度调整连接件两侧的第一测试板和第二测试板,所述第一测试板和所述第二测试板构造为其相对于所述宽度调整连接件的位置可调,从而所述第一测试板和所述第二测试板之间的距离可调。
技术研发人员:黑永辉,王晓霞,翟召丽,叶少武,彭道东,耿超
受保护的技术使用者:格力电器(郑州)有限公司
技术研发日:20221104
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!