一种用于检测阀芯是否安装密封圈的检测装置的制作方法
1.本实用新型属于自动化设备的技术领域,尤其涉及一种用于检测阀芯是否安装密封圈的检测装置。
背景技术:
2.密封圈是一种轴向作用的弹性橡胶密封圈,用作转轴无压密封,其有较好的活动性和适应性,可补偿较大的公差和角度偏差,可防止内部油脂或油液向外漏泄,也可防止外界的溅水或尘埃的侵入,而在截止阀中,为了保证阀芯与阀体之间的缝隙不会出现泄漏液体气体,在阀芯安装于阀芯前,往往需要在阀芯的特定位置上安装密封圈。在截止阀组装生产线中的密封圈安装工位中,可能出现机械故障或人工工作失误,使阀芯在安装于阀体时并未安装密封圈,从而截止阀组装生产所出产该批截止阀存在质量问题,导致产家需要对该批存储质量的截止阀回收再造,因此提高产家的运营成本和浪费人力资源。
技术实现要素:
3.本实用新型的目的是提供一种用于检测阀芯是否安装密封圈的检测装置,以实现在阀芯安装于阀体前是否已安装密封圈,以避免未安装密封圈的截止阀组装至阀体内而导致所出产的截止阀存在质量问题。
4.所述一种用于检测阀芯是否安装密封圈的检测装置包括送料转盘,送料装盘安装有用放置阀芯的载具,密封圈检测装置还包括底座、横杆和竖杆,底座安装有横移气缸,横移气缸上设置有可横向移动的横移板,横移板设有轴承座;横杆和竖杆连接并形成7字形,轴承座与横杆和竖杆连接端轴连接,横杆的底端设有向外伸出并可与截止阀接触的触杆,横移板安装有用于感应横杆末端位置的感应开关。
5.阀芯放置于载具内,横移气缸驱动横移板移动所设定的位置,驱动触杆推压在阀芯需安装密封圈的部位,根据阀芯安装密封圈时的直径大于未安装密封圈的时的直径,横移板移动所设定的位置时,如阀芯安装密封圈后的直径会时触杆推通过竖杆带动横杆的末端推顶至特定的高度,感应开关感应到横杆的末端处于特定高度时,即可识别为安装有密封圈;从而实现截止阀生产线中,在阀芯安装于阀体前检测是否已安装密封圈,以避免未安装密封圈的截止阀组装至阀体内而导致所出产的截止阀存在质量问题。
6.在一下实施方式中,感应开关设有可让横杆的末端伸入的感应槽;以使感应开关更精准地感应横杆末端的高度。
7.在一些实施方式中,有横杆的末端位置设有可伸入感应槽的感应杆;以使感应开关更精准地感应横杆末端的高度。
8.在一些实施方式中,轴承座设有托载横杆的限位樑;以避免触杆不与阀芯接触时,避免横杆末端因重力原因导致触杆上升而导致触杆无法与阀芯接触。
9.在一些实施方式中,横移板设有滑槽,横移气缸设有位于滑槽内并托载横移板的滑块,横移气缸设置有推动横移板移动的推板;横移板通过在横移气缸上移动,从而实现降
低检测装置的占用空间。
10.在一下实施方式中,推板固定于滑槽的一端;以限定横移板的移动行程,从而使横移气缸更精准地驱动横移板移动所设定的位置。
附图说明
11.为了更清楚地说明本实用新型中的具体实施方式,以下将对具体实施方式中描述中需要使用的附图及标号作简单说明。
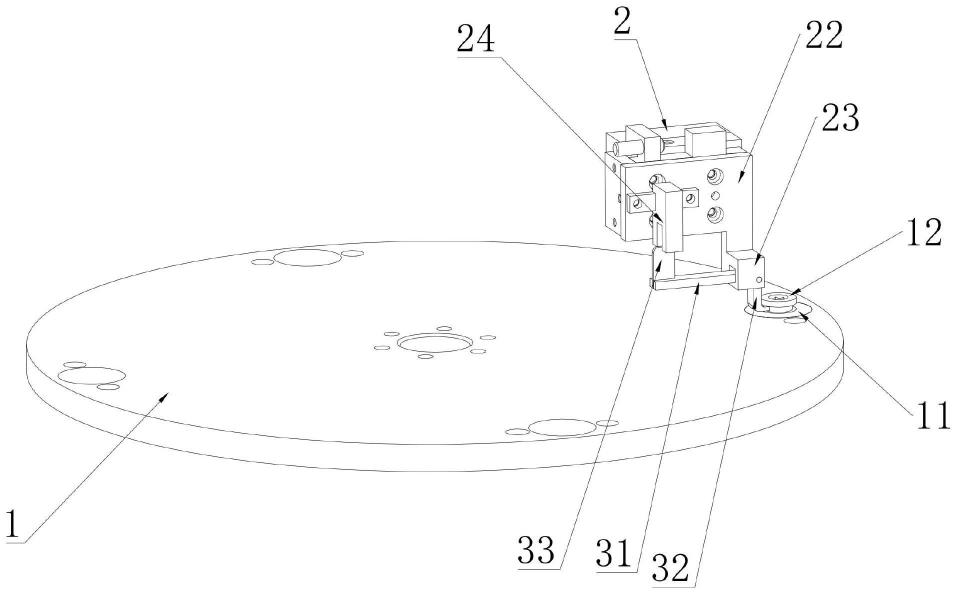
12.图1是本实用新型的结构示意图;
13.图2是本实用新型所述横移板的机构示意图;
14.图3是本实用新型的主视图;
15.图4是本实用新型的右视图。
16.附图标记:
17.1、送料转盘;11、载具;12、阀芯;2、底座;21、横移气缸;22、横移板;23、轴承座;24、感应开关;25、感应槽;26、限位樑;27、滑槽;28、滑块;29、推板;31、横杆;32、竖杆;33、触杆;34、感应杆。
具体实施方式
18.为了使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本实用新型进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
19.如图1至4所示,本具体实施方式提供一种用于检测阀芯12密封圈的检测装置,其包括送料转盘1,送料装盘安装有用放置阀芯12的载具11,送料转盘1可将载具11送至阀芯12上料设备所在的工位,以上实现将阀芯12放置于载具11内,同时可将载具11上的阀芯12送至密封圈安装工位进行安装密封圈。
20.密封圈检测装置还包括底座2和横移板22;底座2安装有横移气缸21,横移气缸21的外壳上设有固定的滑块28,横移气缸21设置有可驱动移动的推板29;横移板22设有滑槽27,滑块28位于滑槽27内并通过滑槽27托载横移板22,推板29固定于滑槽27的一端,横移板22安装有轴承座23和感应开关24,轴承座23设有限位樑26,感应开关24设有感应槽25。
21.密封圈检测装置还包括横杆31和竖杆32,横杆31和竖杆32连接并形成7字形,轴承座23与横杆31和竖杆32连接端轴连接,横杆31托载于限位樑26上,横杆31的底端设有向外伸出并可与截止阀接触的触杆33,有横杆31的末端位置设有可伸入感应槽25的感应杆34,
22.以下为所述用于检测阀芯12密封圈的检测装置的工作过程:
23.送料转盘1将完成安装密封圈的阀芯12移送至触杆33旁,横移气缸21驱动横移板22移动所设定的位置,此时触杆33与阀芯12需安装密封圈的部位接触,由于阀芯12安装有密封圈后的直径比未安装密封圈时的直径大,所以横移板22移动所设定的位置时并且触杆33与阀芯12接触时,可根据不同大小的直径可带动感应杆34顶起不同的高度;当横移板22移动所设定的位置时,阀芯12如已经安装密封圈的时,安装有密封圈的阀芯12直径即可使触杆33与阀芯12接触时,触杆33通过竖杆带动横杆末端的的感应杆进入感应开关24的感应
槽25内,位于感应槽25内的红外开关感应到感应杆34进入后,发出“阀芯12已安装密封圈”的信号,从而判断载具11上的阀芯12是否已安装密封圈,如已经判断载具11上的阀芯12为已安装密封圈,则送料转盘1将该阀芯12移送至组装工位进行组装截止阀。
24.应当理解的是,本实用新型的上述具体实施方式仅用于示例性说明或解释本实用新型的原理,而不构成对本实用新型的限制。因此,在不偏离本实用新型的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。此外,本实用新型所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
技术特征:
1.一种用于检测阀芯是否安装密封圈的检测装置,其包括送料转盘(1),所述送料转盘安装有用放置阀芯(12)的载具(11),其特征在于:所述密封圈检测装置还包括底座(2)、横杆(31)和竖杆(32),所述底座(2)安装有横移气缸(21),所述横移气缸(21)上设置有可横向移动的横移板(22),横移板(22)设有轴承座(23);所述横杆(31)和所述竖杆(32)连接并形成7字形,所述轴承座(23)与所述横杆(31)和所述竖杆(32)连接端轴连接,所述横杆(31)的底端设有向外伸出并可与所述阀芯接触的触杆(33),所述横移板(22)安装有用于感应所述横杆(31)末端位置的感应开关(24)。2.根据权利要求1所述的一种用于检测阀芯是否安装密封圈的检测装置,其特征在于:所述感应开关(24)设有可让所述横杆(31)的末端伸入的感应槽(25)。3.根据权利要求2所述的一种用于检测阀芯是否安装密封圈的检测装置,其特征在于:所述横杆(31)的末端位置设有可伸入所述感应槽(25)的感应杆(34)。4.根据权利要求1所述的一种用于检测阀芯是否安装密封圈的检测装置,其特征在于:所述轴承座(23)设有托载所述横杆(31)的限位樑(26)。5.根据权利要求1至4任意一项所述的一种用于检测阀芯是否安装密封圈的检测装置,其特征在于:所述横移板(22)设有滑槽(27),所述横移气缸(21)设有位于滑槽(27)内并托载所述横移板(22)的滑块(28),所述横移气缸(21)设置有推动所述横移板(22)移动的推板(29)。6.根据权利要求5所述的一种用于检测阀芯是否安装密封圈的检测装置,其特征在于:所述推板(29)固定于所述滑槽(27)的一端。
技术总结
本实用新型提供一种用于检测阀芯是否安装密封圈的检测装置,其包括送料转盘,送料装盘安装有用放置阀芯的载具,密封圈检测装置还包括底座、横杆和竖杆,底座安装有横移气缸,横移气缸上设置有可横向移动的横移板,横移板设有轴承座;横杆和竖杆连接并形成7字形,轴承座与横杆和竖杆连接端轴连接,横杆的底端设有向外伸出并可与截止阀接触的触杆,横移板安装有用于感应横杆末端位置的感应开关;以实现截止阀生产线中,在阀芯安装于阀体前检测是否已安装密封圈,以避免未安装密封圈的截止阀组装至阀体内而导致所出产的截止阀存在质量问题;本实用新型属于自动化设备的技术领域。实用新型属于自动化设备的技术领域。实用新型属于自动化设备的技术领域。
技术研发人员:刘海涛
受保护的技术使用者:珠海市万尚机械设备有限公司
技术研发日:2022.11.10
技术公布日:2023/3/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1