一种检测工装及出货检查台的制作方法
本技术涉及汽车零部件制造的,更具体地,涉及一种检测工装及出货检查台。
背景技术:
1、目前钣金支架标准件凸焊接,主要沿用量产旧生产线,受线体布局限制,导入自动线较困难,旧线体工序设备品质保证能力弱,而钣金支架凸焊接时,零件上孔的数量比螺母多,且孔邻近螺母,只能在凸焊之后通过人工目视划线全检,防止螺母错焊孔及不良品流出,然而,单靠人工作业保证情况下,发生螺母焊错孔的机率很高,通过人工目视划线全检,对人员的标准作业遵守率要求高;且人员变化时保证措施失效机率高。
2、现有技术公开了一种汽车仪表板横梁零件上凸焊螺母防错检测工装,包括一个用于承载汽车仪表板横梁零件的水平平台,所述水平平台的顶面上设有对所述汽车仪表板横梁零件进行限位的限位块,以及至少一个与所述汽车仪表板横梁零件上凸焊点对应的检测位;每个所述检测位上均设有用于压紧对应凸焊点上凸焊螺母的压紧装置,以及用于检测所述压紧装置高度位置的传感器,检测压紧装置的高度是否在误差范围内,当高度超出误差范围内,传感器报警,提示错焊或者漏焊,快速简单地检测出凸焊螺母等标准件是否漏焊或者错焊,大大的提高效率还节约了大量的生产检验成本。然而,该方案中,将零件放置于水平平台后,还需要利用压紧装置压紧凸焊点,再由传感器检测压紧装置高度,间接判断标准件是否漏焊或错焊,检测工装结构复杂且体积大,操作步骤多,检测设备异常报警停机易发生导致生产停止,成本高。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足,提供一种检测工装及出货检查台,可快速检测标准件是否错焊或漏焊,防止检测异常导致生产停止,降低生产成本,并防止未检品或不良品误装箱。
2、为解决上述技术问题,本实用新型采用的技术方案是:
3、提供一种检测工装,包括底座、感应器和定位组件,所述定位组件装设于所述底座顶部,用于将所述零件定位安装于所述底座顶部,所述感应器装设于所述底座,所述感应器的数量与所述零件的焊点数量一致且所述感应器分别与所述零件的焊点位置一一对应。
4、本实用新型的检测工装,包括底座、感应器和定位组件,使用时,将零件与定位组件配合,将零件定位安装固定,使底座上的感应器分别与零件上需凸焊的焊点位置一一对应,通过感应器正确有效地检测焊点位置的底面与感应器之间的距离,若在预设范围内,则凸焊正确,若超出预设范围,则该焊点位置漏焊或标准件错焊至零件上其他部位,当所有感应器检测到的距离均在预设范围内,则零件合格,若有至少其中一个感应器检测的距离超出预设范围,则零件为不良品。本实用新型简化了检测工装的结构,直接检测标准件的高度,方便快捷地判断标准件是否错焊或漏焊,降低了成本。
5、进一步地,所述定位组件包括固定于所述底座顶部的若干定位柱,若干所述定位柱顶面设有定位面或定位销,所述定位面可与零件的底面接触,所述定位销可与位于零件的通孔配合。将定位销与零件上的通孔配合的同时,零件的底面还与定位面接触,保证零件定位安装于底座时保持在同一标准高度,避免对检测结果造成影响。
6、进一步地,所述底座顶部设有若干定位块,若干所述感应器插设于所述定位块。由于零件为不规则形状,零件上的焊点位置与底座顶面的距离可能各不相同,可根据零件的具体形状,调整感应器在定位块上的安装位置,确保感应器顶部与对应的焊点位置之间的距离一致,便于统一预设距离范围。
7、进一步地,还包括报警器和控制器,所述感应器与所述控制器的输入端信号连接,所述报警器与所述控制器的输出端信号连接。通过定位组件将零件定位安装于底座上,利用感应器检测感应器顶部与零件上焊点位置之间的距离,当其中至少一个感应器检测到的距离超出预设范围时,控制器控制蜂鸣器报警,提示零件上标准件错焊或漏焊。
8、本实用新型还提出一种出货检查台,包括上述的检测工装、箱体、箱盖和驱动机构,所述驱动机构的输入端与所述控制器信号连接,所述驱动机构的输出端与所述箱盖连接,所述驱动机构用于驱动所述箱盖打开或盖合所述箱体。
9、本实用新型的出货检查台,包括检测工装、箱体、箱盖和驱动机构,通过检测工装检测零件上标准件是否错焊或漏焊,控制器向驱动机构发送指令,进而控制箱盖打开或盖合箱体,具体地,当检测机构检测到零件合格时,控制器向驱动机构发送开箱指令,驱动机构的输出端带动箱盖以打开箱体,操作人员可将零件从检测工装上取下并放入箱体内;当检测机构检测到零件上标准件错焊或漏焊时,控制器向驱动机构发送盖合箱体的指令,驱动机构的输出端带动箱盖以盖合箱体,将零件从检测工装上取下后无法放入箱体内。本实用新型可避免操作人员将未检品或不良品误装入箱体内,防止错焊或漏焊的不良品流出。
10、进一步地,还包括移动柜和配电箱,所述控制器位于所述配电箱内,所述箱体放置于所述移动柜顶部,所述检测工装可拆卸安装于所述移动柜的顶部,所述配电箱、驱动机构装设于所述移动柜的侧壁。
11、进一步地,所述移动柜的侧壁顶部设有延伸板,所述驱动机构为气缸,所述气缸的缸体固定装设于所述延伸板,所述气缸的活塞杆与所述箱盖通过连接板连接。当需要打开或关闭箱盖时,气缸的活塞杆沿气缸的缸体上移或下移,带动连接板及与连接板连接的箱盖,实现箱盖开箱或盖合箱体的动作。
12、进一步地,所述气缸的活塞杆通过连接头与所述连接板的一端铰接,所述连接板的另一端与所述盖板固定连接,所述连接板的中部通过连接块与所述延伸板铰接。当需要打开或关闭箱盖时,气缸的活塞杆沿气缸的缸体上移或下移,由于活塞杆与连接板的一端铰接,连接板的中部与延伸板铰接,此时,活塞杆可带动箱盖转动,实现箱盖盖合箱体或开箱的动作,同时,通过箱盖的转动,可以减小活塞杆的行程,降低对活塞杆行程的要求。
13、进一步地,所述移动柜设有若干层板,若干所述层板将所述移动柜分隔出若干储存室,所述储存室可用于放置若干检测工装。检测工装可拆卸安装于移动柜顶部,当需要检测不同零件上的标准件是否错焊或漏焊时,可将检测工装从移动柜顶部拆卸下,从储存室中取用待用检测工装并安装于移动柜顶部使用。
14、进一步地,所述移动柜底部设有滑轮。可方便地将移动柜推至需进行错焊或漏焊检测的工位使用。
15、本实用新型的检测工装及出货检查台与背景技术相比,产生的有益效果为:
16、简化了检测工装的结构,直接检测标准件的高度,方便快捷地判断标准件是否错焊或漏焊,降低了成本;可避免操作人员将未检品或不良品误装入箱体内,防止错焊或漏焊的不良品流出。
技术特征:
1.一种检测工装,用于检测零件(2)是否错焊或漏焊标准件(21),其特征在于,包括底座(11)、感应器(13)和定位组件(14),所述定位组件(14)装设于所述底座(11)顶部,用于将所述零件(2)定位安装于所述底座(11)顶部,所述感应器(13)装设于所述底座(11),所述感应器(13)的数量与所述零件(2)的焊点数量一致且所述感应器(13)分别与所述零件(2)的焊点位置一一对应。
2.根据权利要求1所述的检测工装,其特征在于,所述定位组件(14)包括固定于所述底座(11)顶部的若干定位柱,若干所述定位柱顶面设有定位面(141)或定位销(142),所述定位面(141)可与零件(2)的底面接触,所述定位销(142)可与位于零件(2)的通孔配合。
3.根据权利要求2所述的检测工装,其特征在于,所述底座(11)顶部设有若干定位块(12),若干所述感应器(13)插设于所述定位块(12)。
4.根据权利要求1所述的检测工装,其特征在于,还包括报警器和控制器,所述感应器(13)与所述控制器的输入端信号连接,所述报警器与所述控制器的输出端信号连接。
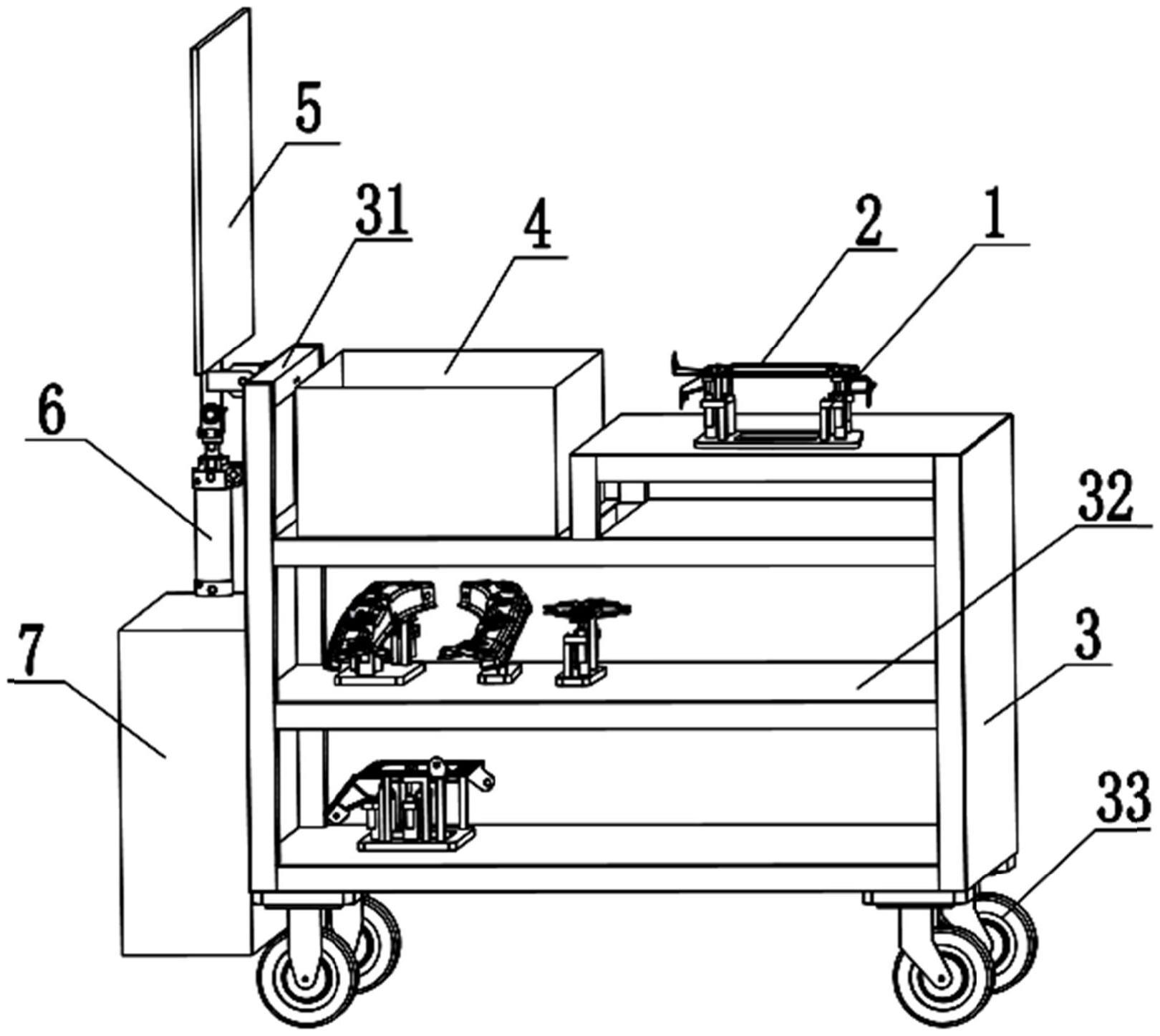
5.一种出货检查台,其特征在于,包括权利要求4所述的检测工装(1)、箱体(4)、箱盖(5)和驱动机构(6),所述驱动机构(6)的输入端与所述控制器信号连接,所述驱动机构(6)的输出端与所述箱盖(5)连接,所述驱动机构(6)用于驱动所述箱盖(5)打开或盖合所述箱体(4)。
6.根据权利要求5所述的出货检查台,其特征在于,还包括移动柜(3)和配电箱(7),所述控制器位于所述配电箱(7)内,所述箱体(4)放置于所述移动柜(3)顶部,所述检测工装(1)可拆卸安装于所述移动柜(3)的顶部,所述配电箱(7)、驱动机构(6)装设于所述移动柜(3)的侧壁。
7.根据权利要求6所述的出货检查台,其特征在于,所述移动柜(3)的侧壁顶部设有延伸板(31),所述驱动机构(6)为气缸(61),所述气缸(61)的缸体固定装设于所述延伸板(31),所述气缸(61)的活塞杆与所述箱盖(5)通过连接板(64)连接。
8.根据权利要求7所述的出货检查台,其特征在于,所述气缸(61)的活塞杆通过连接头(62)与所述连接板(64)的一端铰接,所述连接板(64)的另一端与所述箱盖(5)固定连接,所述连接板(64)的中部通过连接块(63)与所述延伸板(31)铰接。
9.根据权利要求6至8任一项所述的出货检查台,其特征在于,所述移动柜(3)设有若干层板(32),若干所述层板(32)将所述移动柜(3)分隔出若干储存室,所述储存室可用于放置若干检测工装(1)。
10.根据权利要求6至8任一项所述的出货检查台,其特征在于,所述移动柜(3)底部设有滑轮(33)。
技术总结
本技术涉及汽车零部件制造的技术领域,更具体地,涉及一种检测工装及出货检查台,检测工装包括底座、感应器和定位组件,定位组件装设于底座顶部,用于将零件定位安装于底座顶部,感应器装设于底座,感应器的数量与零件的焊点数量一致且感应器分别与零件的焊点位置一一对应,出货检测台包括检测工装、箱体、箱盖和驱动机构,驱动机构的输入端与控制器信号连接,驱动机构的输出端与箱盖连接,驱动机构用于驱动箱盖打开或盖合箱体。本技术简化了检测工装的结构,直接检测标准件的高度,方便快捷地判断标准件是否错焊或漏焊,降低了成本;可避免操作人员将未检品或不良品误装入箱体内,防止错焊或漏焊的不良品流出。
技术研发人员:谢镜文,郑焕华,苏英豪
受保护的技术使用者:广汽乘用车有限公司
技术研发日:20221123
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!