一种船闸安全监测自动化垂线标定工装的制作方法
本技术涉及标定工装,特别是一种船闸安全监测自动化垂线标定工装。
背景技术:
1、由于每次更换正倒垂自动化设施后,新的正倒垂传感器内的电容与更换前的传感器电容大小不同,因此需要对新传感器电容进行标定。现有技术中,由于传统标定工装使用的是分段式可拆装结构,在标定前的连接安装需要消耗较长的时间,且正倒垂自动化观测室中空间狭小,传统标定工装体积较大,其分段式可拆装结构需要进行较复杂的程序控制精度,难以进行标定工作。
技术实现思路
1、本实用新型的目的在于,克服传统标定工装在标定前的连接安装需要消耗较长的时间,需要进行较复杂的程序控制精度,难以进行标定工作的问题。提供一种较小体积的独立式结构的标定工装,能够在多次测量中误差时,不需要进行复杂的程序控制,给工作人员在现场施工和携带都带来了极大的方便。
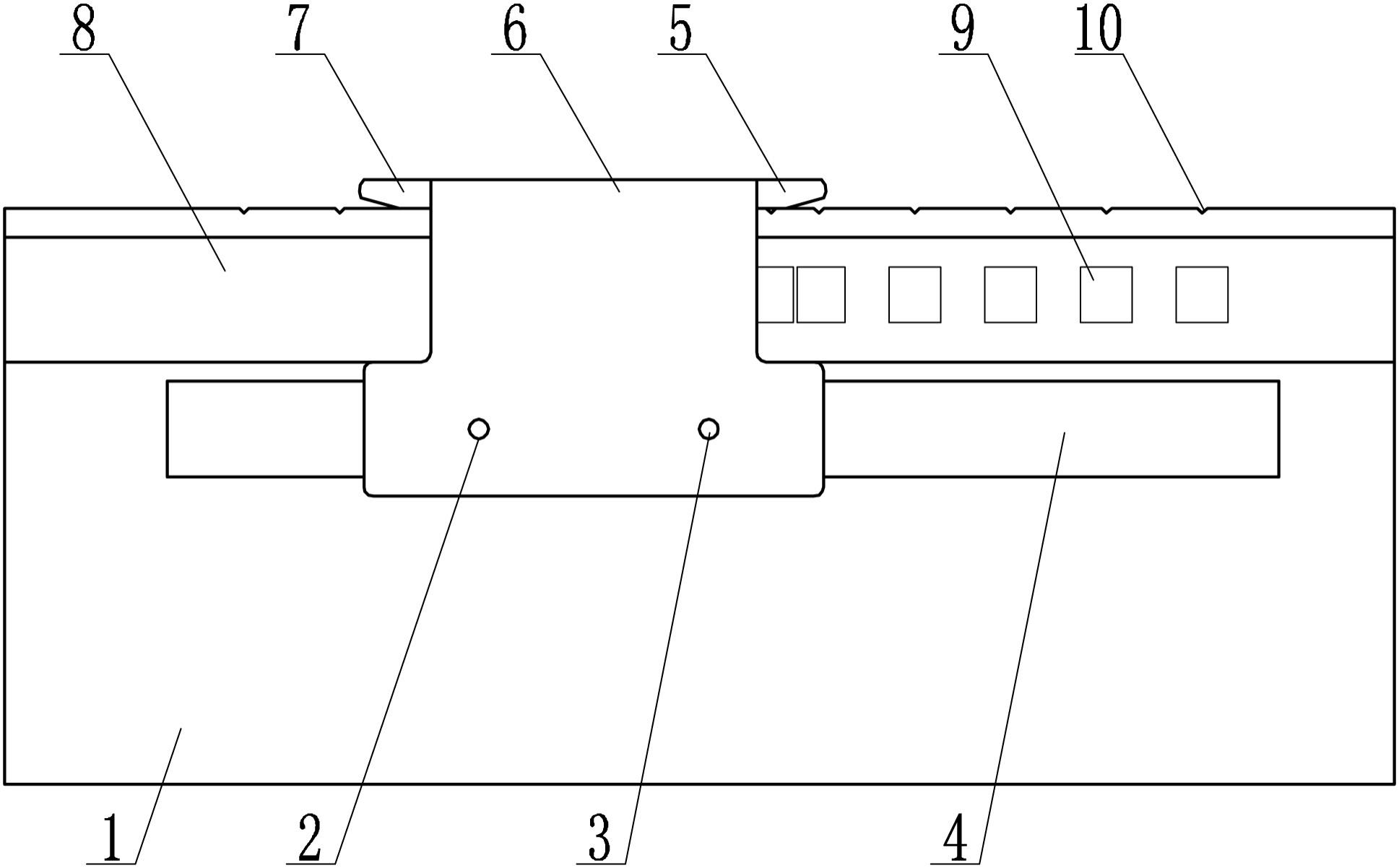
2、实用新型的目的是这样实现的:一种船闸安全监测自动化垂线标定工装,它包括工装主体,工装主体上加工有矩形通槽,矩形通槽上通过滑块限位滑动安装有游标板,工装主体的顶面加工有凹槽,工装主体的顶部一侧加工有用于和正倒垂钢丝相配合的多个卡槽,工装主体的底端面设置有工装夹紧机构;所述工装夹紧机构与正倒垂传感器的屏蔽罩顶端的矩形安装框夹紧固定。
3、所述滑块采用t型结构,所述游标板上加工有第一螺纹孔和第二螺纹孔,所述游标板通过安装在第一螺纹孔和第二螺纹孔上的锁紧螺钉与滑块固定相连。
4、所述游标板采用l型截面,所述游标板与卡槽相贴合的立板两侧分别设置有第一外伸板和第二外伸板。
5、所述凹槽所在部位粘贴有数字标贴。
6、所述工装夹紧机构包括设置在工装主体底端一侧的第一立板,第一立板上加工有多个侧面螺纹孔,侧面螺纹孔上通过螺纹配合有夹紧螺栓,夹紧螺栓的末端顶紧在矩形安装框的外侧壁上;工装主体底端另一侧设置有第二立板,第二立板的内侧壁边缘设置有凸楞,凸楞与矩形安装框的外侧壁接触。
7、所述卡槽采用对称布置结构,且位于中心部位的为零点卡槽,位于零点卡槽左右两边5mm、10mm、20mm、30mm、40mm、50mm处分别设有剩余卡槽。
8、本实用新型有如下有益效果:
9、1、本实用新型标定工装是独立式结构体积较小,可以灵活用于狭小的自动化正倒垂观测室;且由于是独立式结构,多次测量中误差不需要进行复杂的程序控制,给工作人员在现场施工和携带都带来了极大的方便。
10、2、通过采用标准的多个卡槽,有效控制了多次标定中误差不等的可能,简化了标定程序。
11、3、通过上述的滑块能够用于对游标板进行滑动限位,使其只能沿着相应的矩形通槽滑动,通过上述的锁紧螺钉能够实现滑块与游标板的可靠固定连接。
12、4、通过上述的第一外伸板和第二外伸板能够用于在测量过程中将正倒垂钢丝卡装在相应的卡槽所在位置。
13、5、通过上述的工装夹紧机构能够用于将整个工装卡紧固定在正倒垂传感器的屏蔽罩顶端的矩形安装框上。
技术特征:
1.一种船闸安全监测自动化垂线标定工装,其特征在于:它包括工装主体(1),工装主体(1)上加工有矩形通槽(4),矩形通槽(4)上通过滑块(17)限位滑动安装有游标板(6),工装主体(1)的顶面加工有凹槽(8),工装主体(1)的顶部一侧加工有用于和正倒垂钢丝(19)相配合的多个卡槽(10),工装主体(1)的底端面设置有工装夹紧机构;所述工装夹紧机构与正倒垂传感器的屏蔽罩(15)顶端的矩形安装框(20)夹紧固定。
2.根据权利要求1所述的一种船闸安全监测自动化垂线标定工装,其特征在于:所述滑块(17)采用t型结构,所述游标板(6)上加工有第一螺纹孔(2)和第二螺纹孔(3),所述游标板(6)通过安装在第一螺纹孔(2)和第二螺纹孔(3)上的锁紧螺钉(18)与滑块(17)固定相连。
3.根据权利要求1所述的一种船闸安全监测自动化垂线标定工装,其特征在于:所述游标板(6)采用l型截面,所述游标板(6)与卡槽(10)相贴合的立板两侧分别设置有第一外伸板(5)和第二外伸板(7)。
4.根据权利要求1所述的一种船闸安全监测自动化垂线标定工装,其特征在于:所述凹槽(8)所在部位粘贴有数字标贴(9)。
5.根据权利要求1所述的一种船闸安全监测自动化垂线标定工装,其特征在于:所述工装夹紧机构包括设置在工装主体(1)底端一侧的第一立板(11),第一立板(11)上加工有多个侧面螺纹孔(12),侧面螺纹孔(12)上通过螺纹配合有夹紧螺栓(16),夹紧螺栓(16)的末端顶紧在矩形安装框(20)的外侧壁上;工装主体(1)底端另一侧设置有第二立板(14),第二立板(14)的内侧壁边缘设置有凸楞(13),凸楞(13)与矩形安装框(20)的外侧壁接触。
6.根据权利要求1所述的一种船闸安全监测自动化垂线标定工装,其特征在于:所述卡槽(10)采用对称布置结构,且位于中心部位的为零点卡槽,位于零点卡槽左右两边5mm、10mm、20mm、30mm、40mm、50mm处分别设有剩余卡槽。
技术总结
本技术提供一种船闸安全监测自动化垂线标定工装,它包括工装主体,工装主体上加工有矩形通槽,矩形通槽上通过滑块限位滑动安装有游标板,工装主体的顶面加工有凹槽,工装主体的顶部一侧加工有用于和正倒垂钢丝相配合的多个卡槽,工装主体的底端面设置有工装夹紧机构;所述工装夹紧机构与正倒垂传感器的屏蔽罩顶端的矩形安装框夹紧固定。能够在多次测量中误差时,不需要进行复杂的程序控制,给工作人员在现场施工和携带都带来了极大的方便。
技术研发人员:刘浩波,郑讳,江玉明,李俊阳,舒畅,陈飞,覃盼,秦陈慧子,方菁烁
受保护的技术使用者:长江三峡通航管理局
技术研发日:20221130
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!