低速柴油机连杆中心油孔的检测工具的制作方法
本技术涉及船用柴油机,特别是一种低速柴油机连杆中心油孔的检测工具。
背景技术:
1、船用柴油机作为船舶的动力来源,其中船用低速柴油机主要应用于远洋货轮与载客邮轮,主要特征为低速柴油机的巨大零部件拥有较高的制造精度。低速柴油机中心油孔加工作为特种加工方式,往往其难以在机械加工过程中和静态无损检测中发现质量问题,需要采用特制检测工具对其进行检测。
技术实现思路
1、针对现有技术的不足,本实用新型提供一种低速柴油机连杆中心油孔的检测工具及其操作方法,具备检测操作简单、高可靠性特点,解决了目前连杆中心油孔加工质量检测的问题。
2、本实用新型的技术解决方案如下:
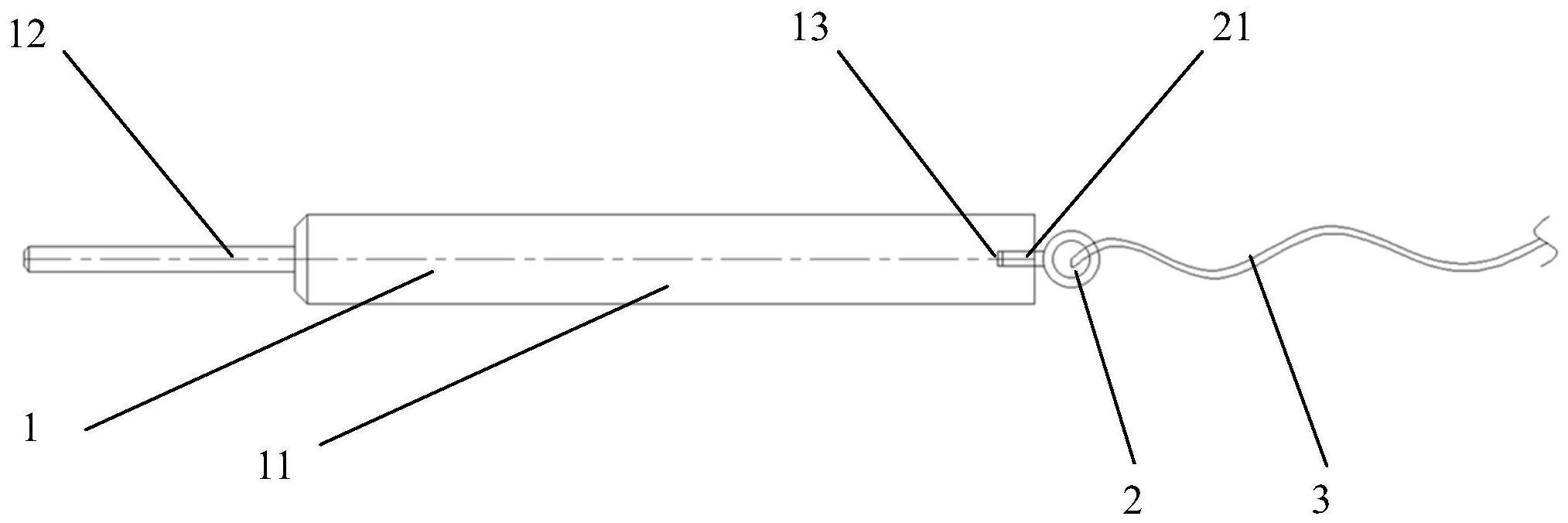
3、一种低速柴油机连杆中心油孔的检测工具,其特点在于:包括检测体、连接吊环和牵引绳,所述的检测体由大直径芯棒和小直径芯棒同轴地一体构成,所述的大直径芯棒的直径小于但又贴合中心油孔的直径,所述的小直径芯棒的直径小于但又贴合连杆曲柄销轴承孔的油槽的厚度;
4、所述的大直径芯棒的尾部具有一盲孔螺纹,所述的连接吊环的螺杆拧入所述的盲孔螺纹相连安装,所述的牵引绳的一端与所述的连接吊环相连。
5、将检测工具从低速机连杆的十字头轴承孔进油孔一端放入,将测量部分从另一端的曲柄销轴承孔油槽处伸出;使用相关检测量具(游标卡尺)测量伸出部分,测量伸出部分相对于连杆外形的数据,即小直径芯棒中心分别距离连杆曲柄销端上下平面的数值与中心分别距离连杆曲柄销端外圆的距离,将测量得出的两组数值进行比较,两组数值比较后的差值可以反映出低速机连杆中心油孔的加工质量,两组差值越小则连杆中心油孔的加工质量为佳。
6、所述低速机连杆的中心油孔,从小端十字轴承孔外壁加工,沿连杆杆身方向并与连杆大端轴承孔油槽相通,一般的连杆大端轴承孔油槽厚度小于连杆中心油孔的直径。
7、所述低速机连杆中心油孔检测工具,包括检测体由大小直径两段的圆柱体共轴地一体构成,其中小直径圆柱体的直径小于中心油孔的直径,一般的该直径需要贴合中心油孔直径,防止两者的直径差过大而导致的检测工具歪斜;所述的大直径圆柱体的直径小于连杆大端曲柄销轴承孔的油槽的厚度,一般的该直径需要连杆大端曲柄销轴承孔的油槽厚度,防止两者的直径差过大而导致该检测工具制造难度大、保管困难。
8、所述的检测体的底部具有一盲孔螺纹,该盲孔螺纹连接吊环,该连接吊环再与牵引绳相连,以便检测工具测量完毕后从中心油孔取出。
9、本实用新型的技术效果如下:
10、本实用新型采用同轴芯棒的材料特性,辅以精度制造工艺,可以方便地测量低速机连杆中心油孔的加工质量。该检测工具成本低廉、可靠根据检测工具的测量数据,可通过其简单可靠的检测方式预防因生产过程中产生的形位公差超差等质量问题,同时操作简单、可靠性高。
技术特征:
1.一种低速柴油机连杆中心油孔的检测工具,其特征在于:包括检测体(1)、连接吊环(2)和牵引绳(3),所述的检测体(1)由大直径芯棒(12)和小直径芯棒(11)同轴地一体构成,所述的大直径芯棒(12)的直径小于但又贴合中心油孔(4)的直径,所述的小直径芯棒(11)的直径小于但又贴合连杆曲柄销轴承孔(7)的油槽(6)的厚度;
技术总结
一种低速柴油机连杆中心油孔的检测工具,包括检测体、连接吊环和牵引绳,检测体由大直径芯棒和小直径芯棒同轴地一体构成,所述的大直径芯棒的直径小于但又贴合中心油孔的直径,所述的小直径芯棒的直径小于但又贴合连杆曲柄销轴承孔的油槽的厚度;所述的大直径芯棒的尾部具有一盲孔螺纹,所述的连接吊环的螺杆拧入所述的盲孔螺纹相连安装,所述的牵引绳的一端与所述的连接吊环相连。根据检测工具的测量数据,可通过其简单可靠的检测方式预防因生产过程中产生的形位公差超差等质量问题,同时操作简单、可靠性高。
技术研发人员:张晓峰,方丽玲,陈琳
受保护的技术使用者:沪东重机有限公司
技术研发日:20221130
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!