前门位置检测辅具及车辆生产线的制作方法
本申请涉及车辆生产,尤其涉及一种前门位置检测辅具及车辆生产线。
背景技术:
1、目前汽车行业中随着对外观品质要求的提高,汽车装配过程中,对汽车各部件安装固定位置精度的要求也在逐步提高,以满足各零部件间的装配要求。
2、车门在装配过程中,先装配后门,再装配前门,由于装配尺寸链长,导致公差最终累计至前门,使得前门x,y,z向均存在较大的波动量;而后在装配翼子板时,翼子板与前门间隙及面差问题就变的尤为明显;而车门与侧围,前门与后门,前门与翼子板间隙面差匹配外观有时客户的主要关注点,客户对此处匹配不良感知明显,此处出现外观问题会极大地降低客户对整车的认可度。目前,对于前门和翼子板之间的间隙及面差的解决办法大多是在安装完成后进行手动测量,而后拆装进行调整。
3、但是,安装后再进行拆装,不仅仅影响生产效率还需要额外投入大量的人力甚至造成报废率的提高。
技术实现思路
1、本申请实施例提供一种前门位置检测辅具及车辆生产线,以解决现有车辆产线中对于累计安装公差通过拆装调整的方式进行调整,不仅仅影响生产效率还需要额外投入大量的人力甚至造成报废率提高的问题。
2、为解决上述技术问题,本申请实施例提供如下技术方案:
3、本申请第一方面提供前门位置检测辅具,其包括
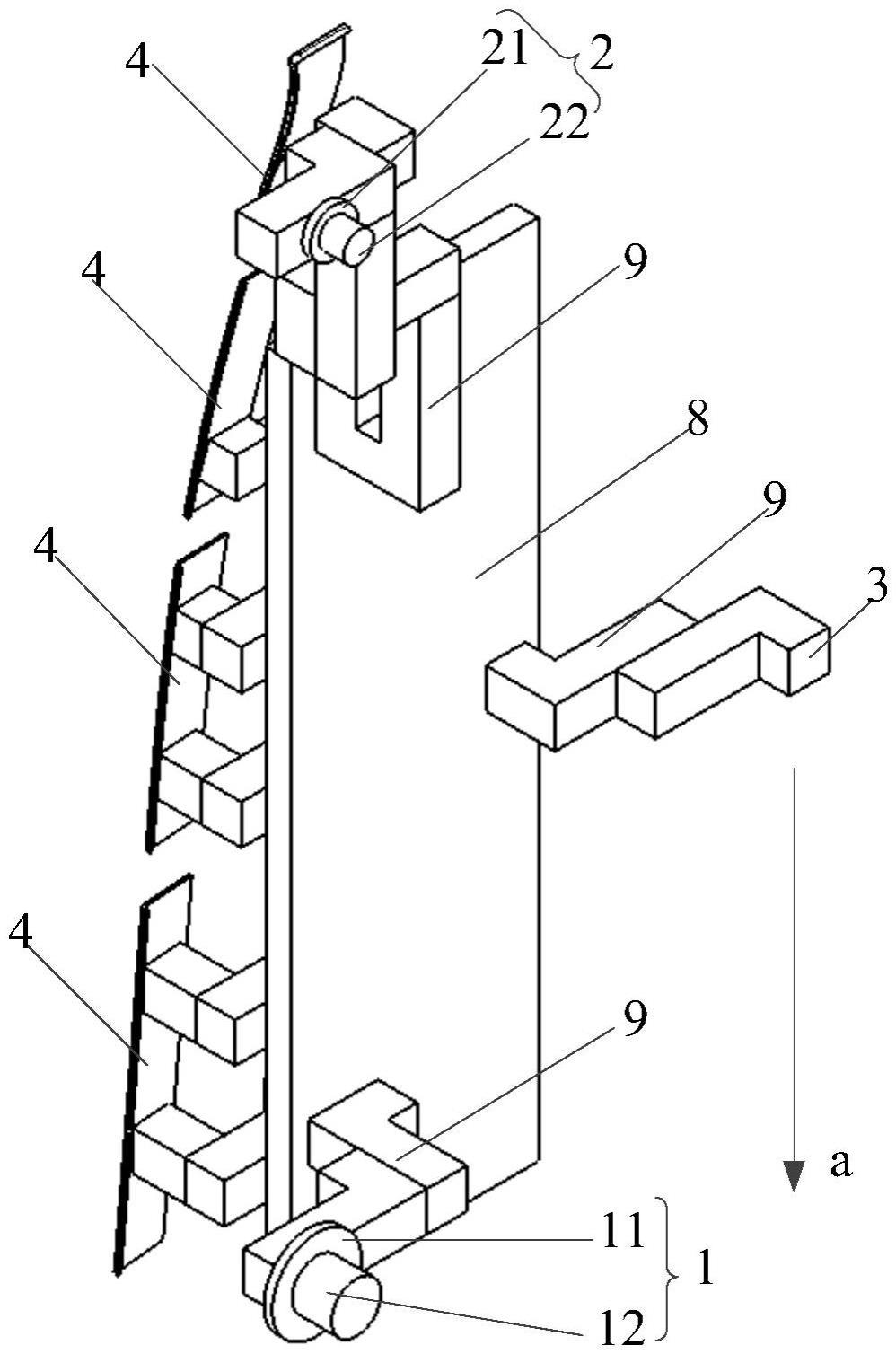
4、同一朝向的第一限位件、第二限位件以及第三限位件;
5、所述第一限位件用于活动连接侧围的主基准孔;
6、所述第二限位件与所述第一限位件沿第一方向依次且间隔设置,所述第二限位件用于活动连接侧围的辅基准孔;所述第一方向垂直地面向下;
7、所述第三限位件与所述第一限位件、所述第二限位件间隔设置,用于贴合侧围连接板;
8、至少两检测块,所述至少两检测块与所述第一限位件相背设置,所述至少两检测块沿所述第一方向间隔设置且形成仿形边条,所述仿形边条对应翼子板朝向前门一侧的边缘。
9、在本申请第一方面的一些变更实施方式中,前述的前门位置检测辅具,其中所述辅基准孔与所述主基准孔间的直线距离不小于所述翼子板高度的2/3。
10、在本申请第一方面的一些变更实施方式中,前述的前门位置检测辅具,其中所述第一限位件包括第一限位片和第一限位柱;
11、所述第一限位柱由所述第一限位片向背离所述检测块的方向延伸,所述第一限位柱沿其延伸方向的反方向向所述第一限位片的投影面积小于所述第一限位片第一面的面积;所述第一面为所述第一限位片朝向所述第一限位柱的一侧表面;
12、其中,所述第一限位柱接于所述主基准孔时,所述第一面上除被第一限位柱覆盖处均贴合于所述主基准孔外的侧围的板面。
13、在本申请第一方面的一些变更实施方式中,前述的前门位置检测辅具,其中所述第二限位件包括第二限位片和第二限位柱;
14、所述第二限位柱由所述第二限位片向背离所述检测块的方向延伸,所述第二限位柱沿其延伸方向的反方向向所述第二限位片的投影面积小于所述第二限位片第二面的面积;所述第二面为所述第二限位片朝向所述第二限位柱的一侧表面;
15、其中,所述第二限位柱接于所述辅基准孔时,所述第二面上除被第二限位柱覆盖处均贴合于所述辅基准孔外的侧围的板面。
16、在本申请第一方面的一些变更实施方式中,前述的前门位置检测辅具,其中所述第一限位件和/或所述第二限位件为磁性件。
17、在本申请第一方面的一些变更实施方式中,前述的前门位置检测辅具,其还包括基板;
18、所述基板具有相背的第一侧和第二侧;
19、所述第一限位件、所述第二限位件以及所述第三限位件均设置于所述基板的第一侧;
20、所述至少两检测块设置于所述基板的第二侧;
21、所述基板的第二侧还设有施力件。
22、在本申请第一方面的一些变更实施方式中,前述的前门位置检测辅具,其中所述第一限位件、所述第二限位件以及所述第三限位件与所述基板的连接点围成三角形。
23、在本申请第一方面的一些变更实施方式中,前述的前门位置检测辅具,其中每个所述检测块至少对应一个测量点;
24、其中,所述测量点用于测量前门与翼子板之间的间隙和/或面差。
25、在本申请第一方面的一些变更实施方式中,前述的前门位置检测辅具,其中所述检测块的数量为四。
26、本申请第二方面提供一种车辆生产线,其包括前述的前门位置检测辅具。
27、相较于现有技术,本申请第一方面提供的前门位置检测辅具,通过第一限位件、第二限位件和第三限位件实现检测辅具与侧围及侧围连接板的定位连接,且通过至少两检测块形成的仿形边条形成翼子板边缘的仿形结构,使得前门位置检测辅具整体作为翼子板的仿形结构,与侧围连接后即模拟翼子板的安装状态,后利用检测块与前门之间的间隙和面差的测量即可得出前门的安装是否符合要求,有效的避免反复拆装调整安装位置,在产线上即可实现前门的单独调整。有效解决了现有车辆产线中对于累计安装公差通过拆装调整的方式进行调整,不仅仅影响生产效率还需要额外投入大量的人力甚至造成报废率的提高的问题。
技术特征:
1.一种前门位置检测辅具,其特征在于,其包括:
2.根据权利要求1所述的前门位置检测辅具,其特征在于:
3.根据权利要求1所述的前门位置检测辅具,其特征在于:
4.根据权利要求1所述的前门位置检测辅具,其特征在于:
5.根据权利要求1所述的前门位置检测辅具,其特征在于:
6.根据权利要求1所述的前门位置检测辅具,其特征在于:
7.根据权利要求6所述的前门位置检测辅具,其特征在于:
8.根据权利要求1所述的前门位置检测辅具,其特征在于:
9.根据权利要求1所述的前门位置检测辅具,其特征在于:
10.一种车辆生产线,其特征在于,其包括
技术总结
本申请公开了一种前门位置检测辅具及车辆生产线,涉及车辆生产技术领域。前门位置检测辅具包括同一朝向的第一限位件、第二限位件、第三限位件以及与各限位件相背的至少两检测块;所述第一限位件用于活动连接侧围的主基准孔;所述第二限位件与所述第一限位件沿第一方向依次且间隔设置,所述第二限位件用于活动连接侧围的辅基准孔;所述第一方向垂直地面向下;所述第三限位件与所述第一限位件、所述第二限位件间隔设置,用于贴合侧围连接板;所述至少两检测块与所述第一限位件相背设置,所述至少两检测块沿所述第一方向间隔设置且形成仿形边条,所述仿形边条对应翼子板朝向前门一侧的边缘。
技术研发人员:刘立飞,王兵,王成印,凌春
受保护的技术使用者:合众新能源汽车股份有限公司
技术研发日:20221201
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!