一种工件检测装置的制作方法
本技术涉及机床加工定位检测,具体为一种工件检测装置。
背景技术:
1、随着数控机床加工工序的集中化、规模化、自动化程度的提高,加工工件的位置摆放严重影响到数控机床的加工效率,传统人工对加工工件位置摆放的检测,不但生产效率低且会增加检测时间以及出错率,现有的工件检测只限于对工件盒中工件有无的实时检测,并未涉及工件正确摆放位置的检测,因此,亟需开展高效的工件检测装置研制。
技术实现思路
1、针对现有技术中工件位置不易检测的问题,本实用新型提供一种工件检测装置。
2、本实用新型是通过以下技术方案来实现:
3、一种工件检测装置,包括机箱、检测组件和工件盒,所述检测组件包括感应转轴、感应器、感应组件和多个检测杆,所述机箱与外接液压装置配合进行上下移动,所述检测杆包括弹簧、螺母和顶杆,所述顶杆的一端贯穿机箱侧壁与工件盒内放置的工件接触,所述弹簧通过螺母套设于顶杆伸出机箱的外壁上;所述感应转轴转动设置于机箱内部,所述感应转轴的轴线与顶杆的轴线垂直;
4、所述感应组件包括感应横板、感应下板、感应上板和感应销,所述感应横板、感应下板和感应上板沿感应转轴周向设置,所述感应下板和感应下板形成感应槽,所述感应销位于感应槽中,所述感应销可拆卸连接于顶杆上,所述感应器设置于机箱上;工件正常安装时,感应器与感应横板位于同一水平面上;
5、所述感应横板与机箱内壁之间设有限位弹性件。
6、优选的,所述机箱呈开口箱体,包括连接的右板、上板、背板、左板和下板,所述顶杆的一端贯穿下板与工件接触,所述感应转轴转动设置于左板与右板之间,所述感应器设置于右板或者左板上,所述背板与外接液压装置连接。
7、优选的,所述顶杆远离工件的一端贯穿上板,并设置有限位柱,所述限位柱的横截面积大于顶杆的横截面积。
8、优选的,所述限位弹性件包括第一拉簧和第二拉簧,所述第一拉簧设置于感应横板与上板之间,所述第二拉簧设置于感应横板与下板之间;工件正常安装时,第一拉簧和第二拉簧处于二力平衡状态。
9、优选的,所述第一拉簧与第二拉簧错位设置。
10、优选的,所述感应器通过螺栓连接于右板或者左板上。
11、优选的,所述右板或左板上开设有条形孔,所述条形孔的长度轴线与感应转轴的长度轴线垂直,所述感应器通过条形孔设置于右板或者左板上。
12、优选的,所述感应销的长度大于感应槽的开口宽度。
13、与现有技术相比,本实用新型具有以下有益效果:
14、本实用新型一种工件检测装置通过检测组件对工件的检测,并结合感应器与感应组件的实时反馈,可有效的提高对工件检测的自动化程度,极大的提高生产效率。同时,该工件检测装置可实现对工件有无以及工件正确摆放位置的实时检测,功能形式多样;结构简单,工作可靠,处理效率高,能够实现工件正确摆放位置的高效预处理。
15、进一步的,条形孔的设置使得感应器的位置进行调整,进一步提升了工件检测装置的使用灵活性和适用性。
技术特征:
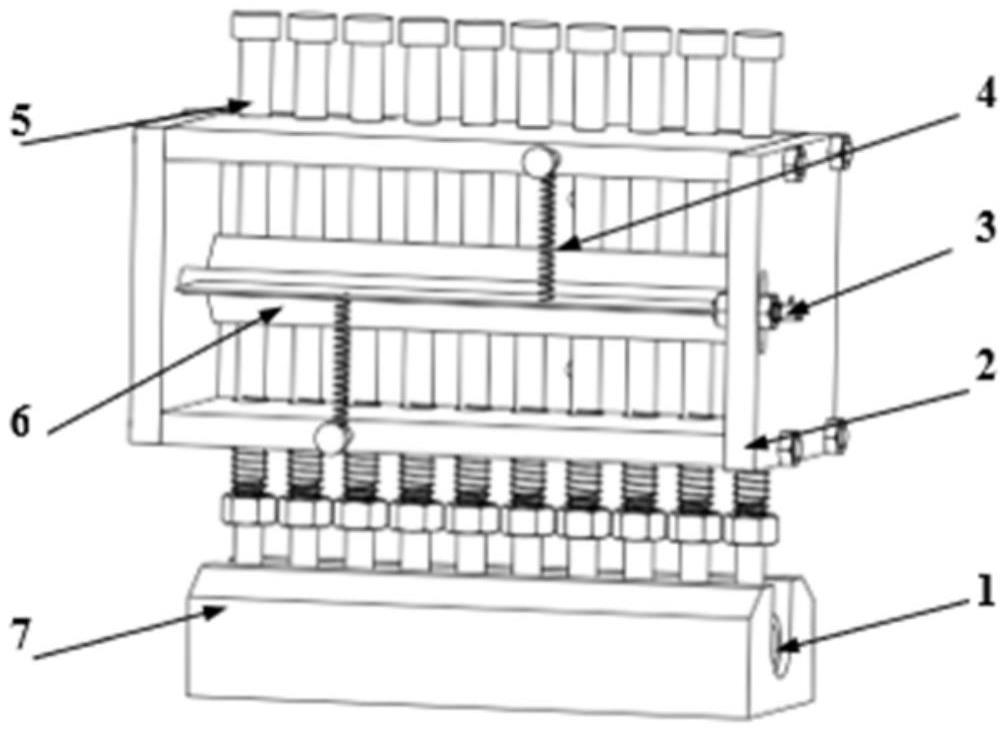
1.一种工件检测装置,其特征在于,包括机箱(2)、检测组件(5)和工件(1)盒,所述检测组件(5)包括感应转轴(64)、感应器(3)、感应组件(6)和多个检测杆,所述机箱(2)与外接液压装置配合进行上下移动,所述检测杆包括弹簧(51)、螺母和顶杆(53),所述顶杆(53)的一端贯穿机箱(2)侧壁与工件(1)盒内放置的工件(1)接触,所述弹簧(51)通过螺母套设于顶杆(53)伸出机箱(2)的外壁上;所述感应转轴(64)转动设置于机箱(2)内部,所述感应转轴(64)的轴线与顶杆(53)的轴线垂直;
2.根据权利要求1所述的工件检测装置,其特征在于,所述机箱(2)呈开口箱体,包括连接的右板(21)、上板(23)、背板(26)、左板(27)和下板(29),所述顶杆(53)的一端贯穿下板(29)与工件(1)接触,所述感应转轴(64)转动设置于左板(27)与右板(21)之间,所述感应器(3)设置于右板(21)或者左板(27)上,所述背板(26)与外接液压装置连接。
3.根据权利要求2所述的工件检测装置,其特征在于,所述顶杆(53)远离工件(1)的一端贯穿上板(23),并设置有限位柱,所述限位柱的横截面积大于顶杆(53)的横截面积。
4.根据权利要求2所述的工件检测装置,其特征在于,所述限位弹性件包括第一拉簧(4)和第二拉簧,所述第一拉簧(4)设置于感应横板(61)与上板(23)之间,所述第二拉簧设置于感应横板(61)与下板(29)之间;工件(1)正常安装时,第一拉簧(4)和第二拉簧处于二力平衡状态。
5.根据权利要求4所述的工件检测装置,其特征在于,所述第一拉簧(4)与第二拉簧错位设置。
6.根据权利要求2所述的工件检测装置,其特征在于,所述感应器(3)通过螺栓连接于右板(21)或者左板(27)上。
7.根据权利要求6所述的工件检测装置,其特征在于,所述右板(21)或左板(27)上开设有条形孔(22),所述条形孔(22)的长度轴线与感应转轴(64)的长度轴线垂直,所述感应器(3)通过条形孔(22)设置于右板(21)或者左板(27)上。
8.根据权利要求1所述的工件检测装置,其特征在于,所述感应销(52)的长度大于感应槽的开口宽度。
技术总结
本技术涉及机床加工定位检测技术领域,尤其涉及一种工件检测装置,包括机箱、检测组件和工件盒,检测组件包括感应转轴、感应器、感应组件和多个检测杆,检测杆包括弹簧、螺母和顶杆,感应转轴的轴线与顶杆的轴线垂直;感应组件包括感应横板、感应下板、感应上板和感应销,感应横板、感应下板和感应上板沿感应转轴周向设置,感应下板和感应下板形成感应槽,所述感应销位于感应槽中,感应销可拆卸连接于顶杆上,感应器设置于机箱上;工件正常安装时,感应器与感应横板位于同一水平面上。本技术通过检测组件的顶杆与下端工件接触,对工件的具体安装位置进行检测,并通过感应器和感应板对工件位置进行实时反馈。
技术研发人员:包善中,何鑫,李许杰,危进才,闫锋欣
受保护的技术使用者:江苏心力量智能科技有限公司
技术研发日:20221215
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!