模拟工件及检测装置的制作方法
本技术涉及芯片,特别是涉及一种模拟工件及包含该模拟工件的检测装置。
背景技术:
1、在芯片封装技术领域,需要对金属引线框架和塑胶两者结合所形成的产品进行气密性检测,从而判断金属引线框架和塑胶之间的结合力。当直接对实际产品进行气密性检测时,通常存在气密性检测精度不高的缺陷,即便通过定制的特殊检测仪器可以提高检测精度,但是检测成本大幅上升。当采用模拟工件替代实际产品进行气密性检测时,但是模拟工件对实际产品模拟的真实度较低,使得模拟产品无法反映实际产品的真实情况,由此也无法保证真实产品气密性检测的检测精度。
技术实现思路
1、本实用新型解决的一个技术问题是如何在降低检测成本的基础上提高气密性检测精度。
2、一种模拟工件,包括金属件和塑料件,所述金属件和所述塑料件两者通过模内注塑方式相互连接,所述金属件插置在所述塑料件中,所述塑料件在整个圆周方向上包围所述金属件。
3、在其中一个实施例中,所述塑料件的厚度大于或等于所述金属件的厚度。
4、在其中一个实施例中,所述塑料件的厚度均匀设置。
5、在其中一个实施例中,所述塑料件包括中间部和边缘部,所述边缘部环绕所述中间部的周边设置,所述边缘部的厚度大于所述中间部的厚度,所述金属件插置在所述中间部中。
6、在其中一个实施例中,所述边缘部与所述中间部围成沉孔,所述金属件的一端位于位于所述沉孔内,所述金属件的一端与所述边缘部的表面相互平齐或间隔设置。
7、在其中一个实施例中,所述塑料件的边缘开设有至少两个限位缺口,所述限位缺口用于与检测装置配合。
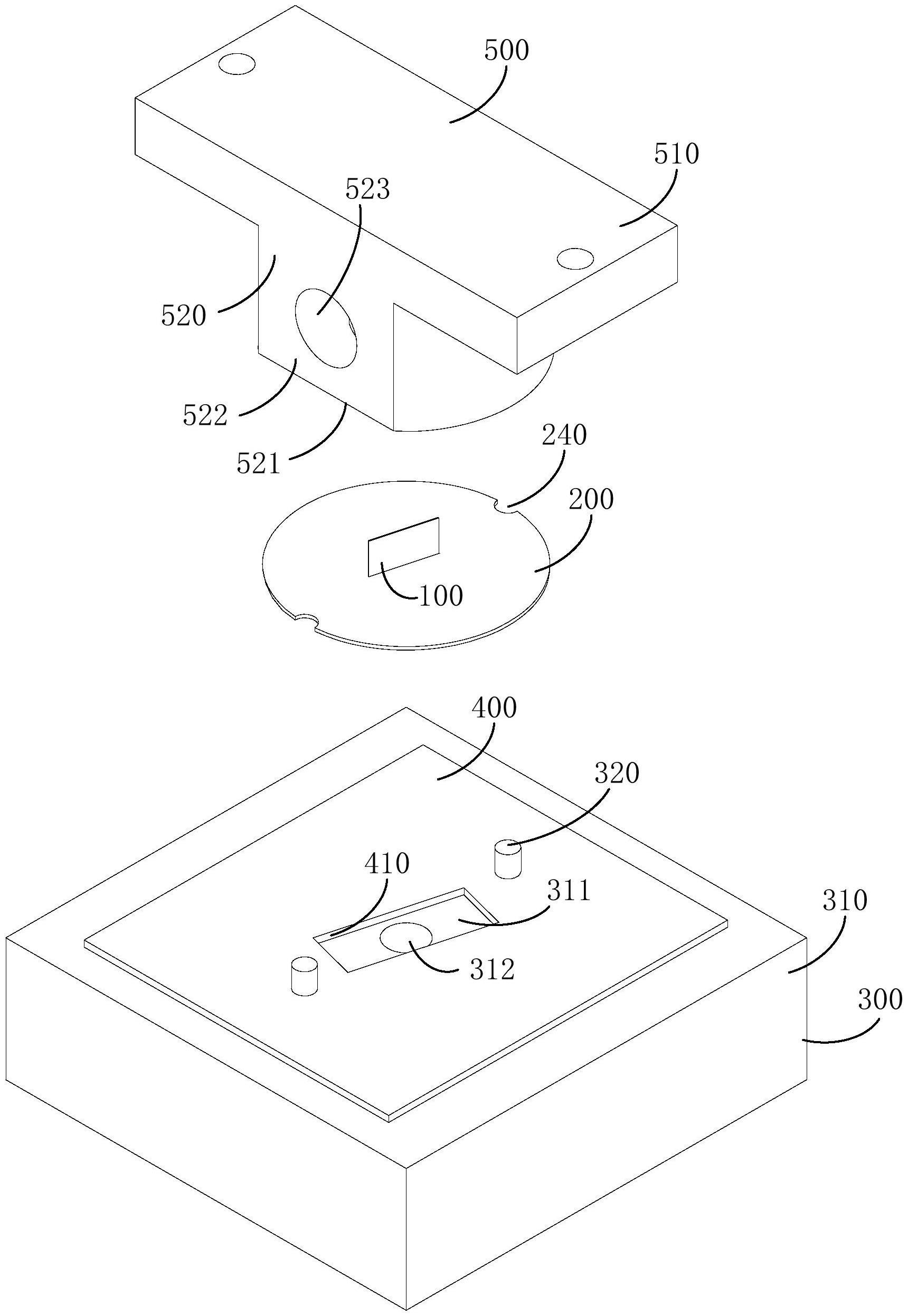
8、一种检测装置,用于对上述中任一项所述的模拟工件的金属件和塑料件结合部位处的气密性进行检测,所述检测装置包括检测器、密封件和压块,所述压块上开设有进气孔,所述密封件上开设有导流孔,所述检测器上开设有连通所述导流孔的检测孔,所密封件用于承载所述模拟工件并叠置在所述检测器上,当所述压块对所述模拟工件施加压力时,所述密封件被夹置在所述检测器和所述压块之间。
9、在其中一个实施例中,所述检测器包括检测主体和限位柱,所述检测孔开设在所述检测主体上,所述密封件叠置在所述检测主体上,所述限位柱穿设在所述密封件中,所述限位柱的固定端固定在所述检测主体上,所述限位柱的自由端相对所述密封件凸出设置。
10、在其中一个实施例中,所述压块包括基板部和压合部,所述压合部凸出设置在所述基板部上并用于与所述塑料件抵接,所述进气孔开设在所述压合部上。
11、在其中一个实施例中,所述进气孔包括第一进气段和第二进气段,所述压合部包括侧周面和抵压面,所述抵压面用于抵压所述塑料件,所述侧周面环绕所述抵压面设置并连接在所述低压面和所述基板部之间,所述第一进气段开设在所述侧周面上,所述第一进气段开设在所述低压面上并与所述第一进气段相互连通。
12、本实用新型的一个实施例的一个技术效果是:塑料件对插置在其中的金属件在整个周向上起到包围作用,如此可以提高模拟工件对实际产品模拟的真实性,确保通过模拟工件的气密性真实反映实际产品的气密性,从而提高检测装置实际产品气密性的检测精度。
技术特征:
1.一种模拟工件,其特征在于,包括金属件和塑料件,所述金属件和所述塑料件两者通过模内注塑方式相互连接,所述金属件插置在所述塑料件中,所述塑料件在整个圆周方向上包围所述金属件。
2.根据权利要求1所述的模拟工件,其特征在于,所述塑料件的厚度大于或等于所述金属件的厚度。
3.根据权利要求1所述的模拟工件,其特征在于,所述塑料件的厚度均匀设置。
4.根据权利要求1所述的模拟工件,其特征在于,所述塑料件包括中间部和边缘部,所述边缘部环绕所述中间部的周边设置,所述边缘部的厚度大于所述中间部的厚度,所述金属件插置在所述中间部中。
5.根据权利要求4所述的模拟工件,其特征在于,所述边缘部与所述中间部围成沉孔,所述金属件的一端位于位于所述沉孔内,所述金属件的一端与所述边缘部的表面相互平齐或间隔设置。
6.根据权利要求1所述的模拟工件,其特征在于,所述塑料件的边缘开设有至少两个限位缺口,所述限位缺口用于与检测装置配合。
7.一种检测装置,其特征在于,用于对权利要求1至6中任一项所述的模拟工件的金属件和塑料件结合部位处的气密性进行检测,所述检测装置包括检测器、密封件和压块,所述压块上开设有进气孔,所述密封件上开设有导流孔,所述检测器上开设有连通所述导流孔的检测孔,所密封件用于承载所述模拟工件并叠置在所述检测器上,当所述压块对所述模拟工件施加压力时,所述密封件被夹置在所述检测器和所述压块之间。
8.根据权利要求7所述的检测装置,其特征在于,所述检测器包括检测主体和限位柱,所述检测孔开设在所述检测主体上,所述密封件叠置在所述检测主体上,所述限位柱穿设在所述密封件中,所述限位柱的固定端固定在所述检测主体上,所述限位柱的自由端相对所述密封件凸出设置。
9.根据权利要求7所述的检测装置,其特征在于,所述压块包括基板部和压合部,所述压合部凸出设置在所述基板部上并用于与所述塑料件抵接,所述进气孔开设在所述压合部上。
10.根据权利要求9所述的检测装置,其特征在于,所述进气孔包括第一进气段和第二进气段,所述压合部包括侧周面和抵压面,所述抵压面用于抵压所述塑料件,所述侧周面环绕所述抵压面设置并连接在所述抵压面和所述基板部之间,所述第一进气段开设在所述侧周面上,所述第一进气段开设在所述抵压面上并与所述第一进气段相互连通。
技术总结
本技术涉及一种模拟工件和检测装置。模拟工件包括金属件和塑料件,所述金属件和所述塑料件两者通过模内注塑方式相互连接,所述金属件插置在所述塑料件中,所述塑料件在整个圆周方向上包围所述金属件。塑料件对插置在其中的金属件在整个周向上起到包围作用,如此可以提高模拟工件对实际产品模拟的真实性,确保通过模拟工件的气密性真实反映实际产品的气密性,从而提高检测装置实际产品气密性的检测精度。
技术研发人员:方啸,王明军,徐俊,陈志钊
受保护的技术使用者:广东华智芯电子科技有限公司
技术研发日:20221222
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!