一种间隙测量装置的制作方法
本技术属于机械产品制造领域,涉及一种间隙测量装置。
背景技术:
1、叶轮、泵口结构广泛应用于飞机叶片式燃油泵产品中,产品在生产装配过程中需要对间隙进行调整。当前采用的方式是,通过逐个测量零件的轴向尺寸,然后通过尺寸链公式计算间隙,由于尺寸链太长及受人为操作因素影响较大,导致间隙计算的精度低,零件报废率高且效率较低。
技术实现思路
1、实用新型目的:提出一种间隙测量装置,对叶轮、泵口间隙测量可一次完成,有效降低人为因素对间隙测量精度的影响,同时可以提高工序效率。
2、技术方案:
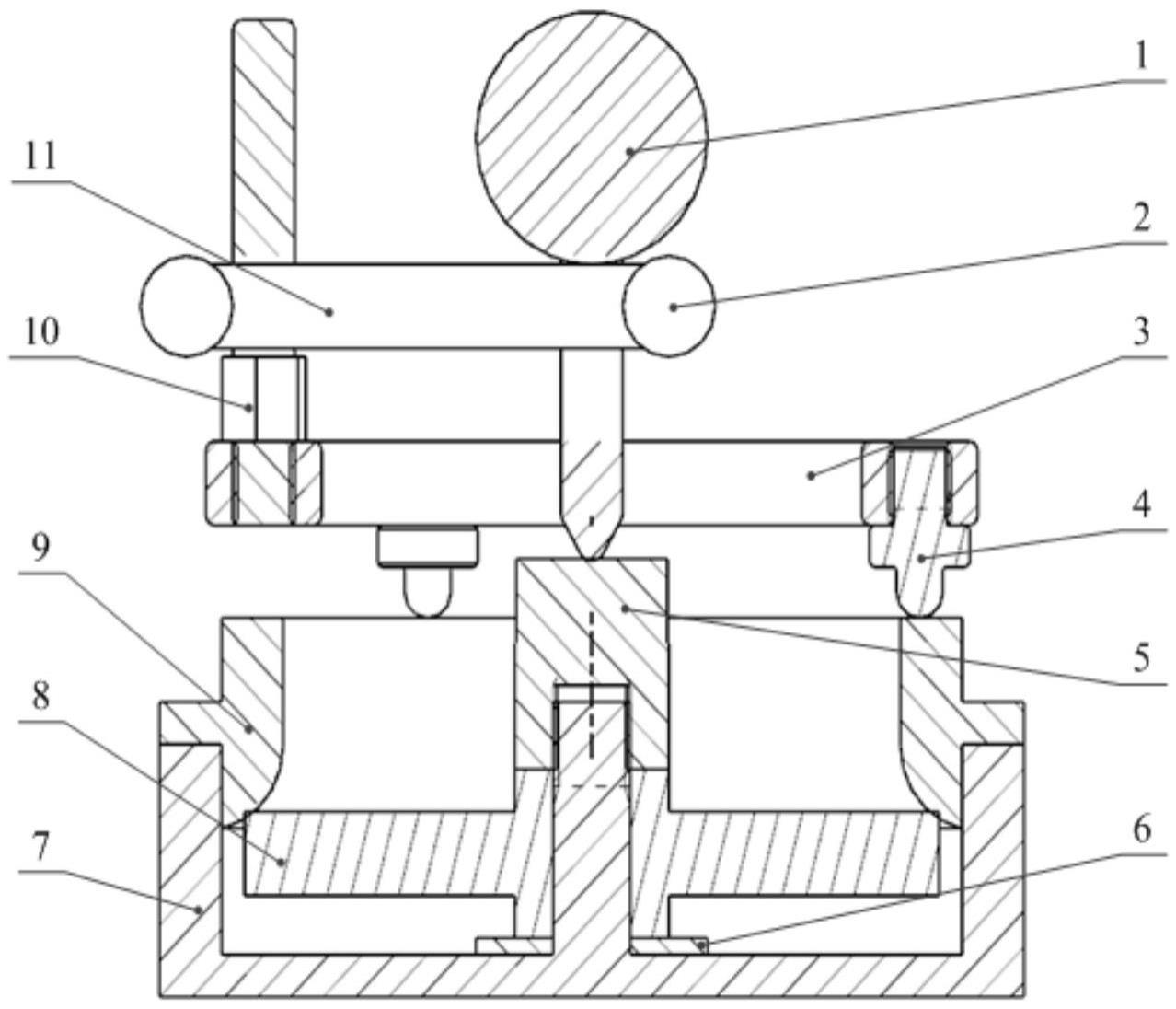
3、一种间隙测量装置,包括:千分表1、锁紧螺母2、表架3、多个支脚4、压头5、垫圈6、支杆10、夹杆11,其中,支杆10与多个支脚4分别与表架3连接,支杆10位于表架3上方,多个支脚4位于表架3下方,夹杆11两端分别通过一个锁紧螺母2夹紧支杆10和千分表1,压头5用于将叶轮8充分压紧,垫圈6用于设置在叶轮8下端与壳体7之间以将叶轮8充分顶起,从而产生泵口9与壳体7的间隙。
4、进一步地,支脚4为3个。
5、进一步地,支脚4为球头结构。
6、进一步地,支杆10与多个支脚4分别与表架3螺纹连接。
7、进一步地,压头5下面设置有螺纹槽,用于与芯轴连接将叶轮8充分压紧。
8、进一步地,表架3为环形结构。
9、有益效果:
10、通过装置直接显示间隙值,解决了以往逐个测量零件尺寸后通过尺寸链公式计算间隙导致间隙测量不准、效率低的问题,装置简单易实现且适用范围广泛。
技术特征:
1.一种间隙测量装置,其特征在于,包括:千分表(1)、锁紧螺母(2)、表架(3)、多个支脚(4)、压头(5)、垫圈(6)、支杆(10)、夹杆(11),其中,支杆(10)与多个支脚(4)分别与表架(3)连接,支杆(10)位于表架(3)上方,多个支脚(4)位于表架(3)下方,夹杆(11)两端分别通过一个锁紧螺母(2)夹紧支杆(10)和千分表(1),压头(5)用于将叶轮(8)充分压紧,垫圈(6)用于设置在叶轮(8)下端与壳体(7)之间以将叶轮(8)充分顶起,从而产生泵口(9)与壳体(7)的间隙。
2.根据权利要求1所述的间隙测量装置,其特征在于,支脚(4)为3个。
3.根据权利要求1所述的间隙测量装置,其特征在于,支脚(4)为球头结构。
4.根据权利要求1所述的间隙测量装置,其特征在于,支杆(10)与多个支脚(4)分别与表架(3)螺纹连接。
5.根据权利要求1所述的间隙测量装置,其特征在于,压头(5)下面设置有螺纹槽,用于与芯轴连接将叶轮(8)充分压紧。
6.根据权利要求1所述的间隙测量装置,其特征在于,表架(3)为环形结构。
技术总结
本技术属于机械产品制造领域,涉及一种间隙测量装置。包括:千分表(1)、锁紧螺母(2)、表架(3)、多个支脚(4)、压头(5)、垫圈(6)、支杆(10)、夹杆(11),其中,支杆(10)与多个支脚(4)分别与表架(3)连接,支杆(10)位于表架(3)上方,多个支脚(4)位于表架(3)下方,夹杆(11)两端分别通过一个锁紧螺母(2)夹紧支杆(10)和千分表(1),压头(5)用于将叶轮(8)充分压紧,垫圈(6)用于设置在叶轮(8)下端与壳体(7)之间以将叶轮(8)充分顶起,从而产生泵口(9)与壳体(7)的间隙。可通过两步操作,实现壳体(7)中叶轮(8)与泵口(9)轴向间隙的精确测量。
技术研发人员:穆磊
受保护的技术使用者:中国航空工业集团公司金城南京机电液压工程研究中心
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!