缸体精镗孔测量装置的制作方法
本技术涉及摩托车发动机加工,具体为缸体精镗孔测量装置。
背景技术:
1、摩托车发动机缸体一般是采用压铸工艺生产制得。从压铸模具中开模得到的缸体都要经过进一步的加工,粗铣、精铣各装配面,精镗曲轴孔、pcd孔等等,并在加工的过程中对缸体精镗孔进行测量,以保证加工精度。
2、以往对缸体精镗孔测量由内卡钳来测量,先将内卡钳卡在内孔面上,靠手感获取两端点卡在内孔表面上的松紧度,然后取出内卡钳并保持张开角度不变,再将内卡钳放到钢尺处测量其两端点距离,其读数被认作孔的直径。
3、这种测量方法操作方便,但测量过程中存在手感的误差以及中转测量的误差,其测量读数一般比实际值大0.10mm。如遇到卡钳松紧度不适或卡钳强度不足而产生变形的情况,其读数甚至比实际值大0.50mm。因此这种测量方法产生的测量误差较大,将造成缸体精镗孔精度得不到保证。因此,设计一种缸体精镗孔测量装置是很有必要的。
技术实现思路
1、针对上述情况,为克服现有技术的缺陷,本实用新型提供缸体精镗孔测量装置,中管四周的测量板同步向外侧展开,并顶在缸体精镗孔的内壁,保证中管始终处于缸体精镗孔的圆心处,以保证缸体精镗孔测量的精度。
2、为实现上述目的,本实用新型提供如下技术方案:缸体精镗孔测量装置,包括中管,所述中管的四周对称开设有滑槽,所述中管的内部设置有滑动在滑槽内部的滑块,所述中管的中心处转动有与滑块啮合连接的双向丝杆,所述滑块的外侧通过驱动臂与测量板的内壁活动连接,所述中管的外侧安装有与双向丝杆传动连接的减速电机,所述中管的一端位于减速电机的侧边安装有手柄,所述手柄的侧边安装有控制板,所述控制板的内部安装有plc控制器;
3、所述测量板的底部中心处开设有凹槽,所述凹槽的内部安装有红外测距传感器,所述红外测距传感器电性连接plc控制器的输入端,所述plc控制器的输出端电性连接控制板。
4、优选的,所述中管的尾端等距离安装有滑轨,所述滑轨上滑动连接有导向滑套,所述导向滑套固定在测量板的尾端。
5、优选的,所述滑轨呈放射状分布在中管的尾端。
6、优选的,所述测量板的外壁固定有压力传感器,所述压力传感器电性连接plc控制器的输入端,所述plc控制器的输出端电性连接减速电机。
7、优选的,所述滑块的中心处呈圆环状,四周等距离分布有扇形凸起,且扇形凸起滑动在滑槽的内部。
8、优选的,所述手柄上套接有硅胶护手套。
9、本实用新型的有益效果为:
10、中管四周的测量板同步向外侧展开,并顶在缸体精镗孔的内壁,保证中管始终处于缸体精镗孔的圆心处,以保证缸体精镗孔测量的精度。
技术特征:
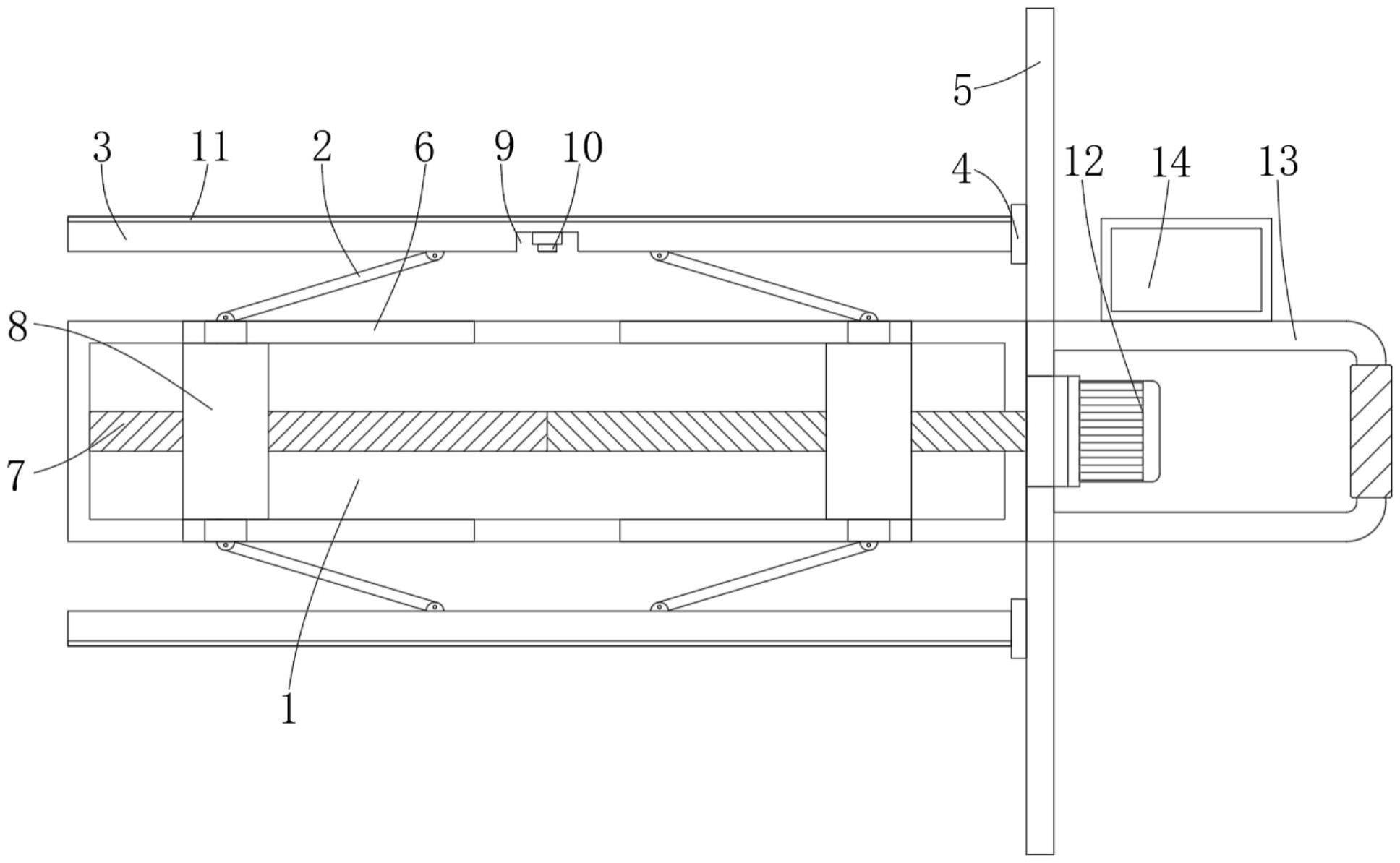
1.缸体精镗孔测量装置,包括中管(1),其特征在于:所述中管(1)的四周对称开设有滑槽(6),所述中管(1)的内部设置有滑动在滑槽(6)内部的滑块(8),所述中管(1)的中心处转动有与滑块(8)啮合连接的双向丝杆(7),所述滑块(8)的外侧通过驱动臂(2)与测量板(3)的内壁活动连接,所述中管(1)的外侧安装有与双向丝杆(7)传动连接的减速电机(12),所述中管(1)的一端位于减速电机(12)的侧边安装有手柄(13),所述手柄(13)的侧边安装有控制板(14),所述控制板(14)的内部安装有plc控制器(15);
2.根据权利要求1所述的缸体精镗孔测量装置,其特征在于:所述中管(1)的尾端等距离安装有滑轨(5),所述滑轨(5)上滑动连接有导向滑套(4),所述导向滑套(4)固定在测量板(3)的尾端。
3.根据权利要求2所述的缸体精镗孔测量装置,其特征在于:所述滑轨(5)呈放射状分布在中管(1)的尾端。
4.根据权利要求1所述的缸体精镗孔测量装置,其特征在于:所述测量板(3)的外壁固定有压力传感器(11),所述压力传感器(11)电性连接plc控制器(15)的输入端,所述plc控制器(15)的输出端电性连接减速电机(12)。
5.根据权利要求1所述的缸体精镗孔测量装置,其特征在于:所述滑块(8)的中心处呈圆环状,四周等距离分布有扇形凸起,且扇形凸起滑动在滑槽(6)的内部。
6.根据权利要求1所述的缸体精镗孔测量装置,其特征在于:所述手柄(13)上套接有硅胶护手套。
技术总结
本技术公开了缸体精镗孔测量装置,中管的四周对称开设有滑槽,中管的内部设置有滑动在滑槽内部的滑块,中管的中心处转动有与滑块啮合连接的双向丝杆,滑块的外侧通过驱动臂与测量板的内壁活动连接,中管的外侧安装有与双向丝杆传动连接的减速电机,中管的一端位于减速电机的侧边安装有手柄,手柄的侧边安装有控制板,控制板的内部安装有PLC控制器,测量板的底部中心处开设有凹槽,凹槽的内部安装有红外测距传感器,红外测距传感器电性连接PLC控制器的输入端,PLC控制器的输出端电性连接控制板。本技术中管四周的测量板同步向外侧展开,并顶在缸体精镗孔的内壁,保证中管始终处于缸体精镗孔的圆心处,以保证缸体精镗孔测量的精度。
技术研发人员:蔡立军
受保护的技术使用者:无锡普瑞精密技术有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!