一种快速检验航空异型深孔零件气密性工装的制作方法
本发明涉及航空制造工装,具体为一种快速检验航空异型深孔零件气密性工装。
背景技术:
1、大型异型深孔零件属于航空制造领域中涉及的常见零件。该类零件具有不规则的外形,在零件的一端具有异型深孔,该异型深孔为盲孔,该类零件使用在航空发动机领域,由于装配工艺的要求该零件会在装配前进行气密性的测试,由于结构的不规则兼具异型深孔,目前尚未有相关专业设备可用。
技术实现思路
1、为解决上述技术问题,本发明提供一种快速检验航空异型深孔零件气密性工装。
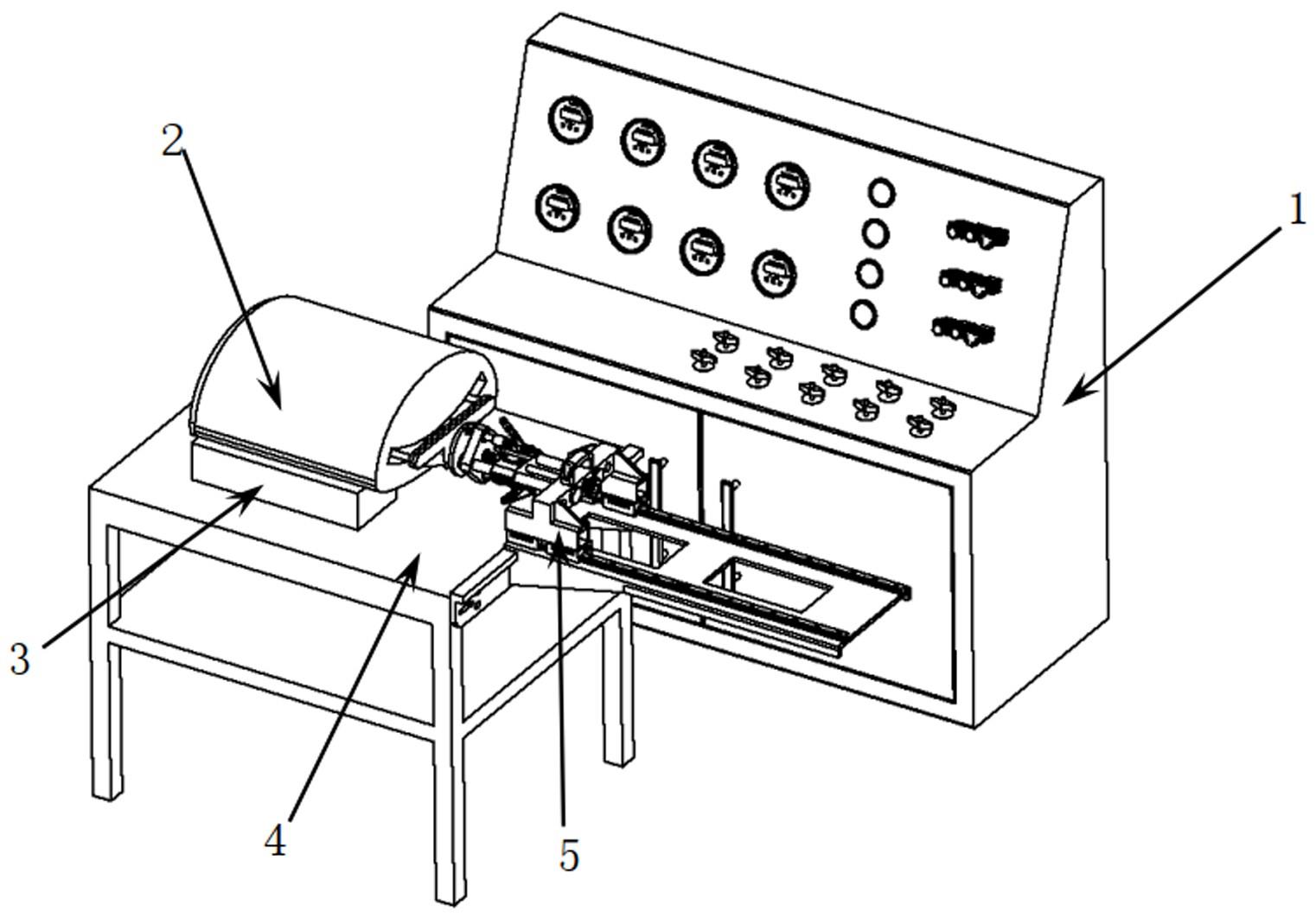
2、本发明采用的技术方案是:一种快速检验航空异型深孔零件气密性工装,包括:机架、安装机架上用于支撑待检测零件的随形支撑结构以及工装主体;所述工装主体可移动的安装在机架的导轨上,包括安装在导轨上的龙门滑块组件、安装在龙门滑块组件上并随同其同步移动的导向轴组件、安装在导向轴组件上的滑枕组件、肘夹组件、推板、压力传感器、施压组件、与零件上异型深孔形状相匹配的弹性体以及进气管组件,所述肘夹组件具有一可直线移动的推杆,在导向轴组件远离龙门滑块组件的一端设有导向块,所述推杆穿过导向块上孔后通过推板、压力传感器将作用力施加在施压组件上;所述施压组件具有一可伸入异型深孔内的施压推板,所述弹性体设置在施压推板朝向待检测异型深孔零件的一侧面上,所述进气管组件包括拉板和空心拉杆,所述拉板紧贴在弹性体远离施压推板的一侧面,所述空心拉杆一端与拉板连接,另一端依次穿过施压组件、推板以及导向块并伸出,该伸出端与进气接头相连接,外部进气设备通过进气接头以及空心拉杆向待检测零件的异型深孔内输出压力气。
3、作为优选方案,所述的龙门滑块组件包括滑动设置在导轨上的龙门架,在所述龙门架上设有用于装配导向轴组件和滑枕组件的导向轴孔和手轮轴承孔,所述龙门架的底部设有与导轨配合的滑块。
4、作为优选方案,所述导向轴组件包括导向轴以及固定装配在导向轴上的导向块,所述导向轴的一端连接后端挡板,另一端穿过导向块后连接前端挡板,在导向块上设有贯穿导向块的推杆导套和拉杆导套。
5、作为优选方案,所述的滑枕组件包括滑枕体、固定连接在滑枕体上的螺纹轴、安装在螺纹轴一端的定位端盖以及手轮,所述滑枕体通过其上的导向轴孔安装在导向轴组件上。
6、作为优选方案,所述的肘夹组件固定安装在滑枕组件上并随同滑枕组件同步移动,该肘夹组件包括肘夹座、安装在肘夹座上的驱动单元以及由驱动单元驱动直线移动的推杆。
7、作为优选方案,所述推杆远离龙门滑块组件的一端还固定连接有调节推杆。
8、作为优选方案,所述的驱动单元包括通过销轴安装在肘夹座上的肘夹手柄和肘夹连杆,肘夹连杆的一端通过销轴与肘夹手柄相连接,另一端与推杆通过销轴连接,肘夹手柄动作,通过肘夹连杆带动推杆移动。
9、作为优选方案,所述的肘夹座包括呈板状的肘夹底座以及固定装配在肘夹底座上的船型支架,船型支架上设有推杆导孔和肘夹销孔,其中推杆导孔和肘夹销孔分布在船型支架的两端。
10、作为优选方案,所述的施压组件包括承压板、施压推板以及连接在承压板和施压推板之间的承压柱,在承压板和施压推板上分别设用于穿设空心拉杆的进气管导孔,在施压推板上还设有导向孔。
11、作为优选方案,所述的进气管组件包括拉板、连接在拉板上的空心拉杆,所述拉板上还设有与施压推板上的导向孔配合的导柱。
12、本发明的有益效果是:
13、结合航空制造领域大型异型深孔零件的结构特点,本方案设计一种快速检验航空异型深孔零件气密性工装,其具有便于装配、密封速度快、密封效果好以及检测效率高的优点,主要技术效果体现在以下几个方面:
14、其一、装置效率高,传统方法是采用密排多个螺栓的方法进行压紧弹性体密封,经常因为拧螺栓时力度或者顺序不合理而达不到一次就能密封的效果。而本发明将夹有弹性体的施压推板与拉板的组合体深入异型深孔内,只需按下肘夹,使弹性体膨出即可实现异型深孔孔口的密封。相比传统的工艺节省了数十倍的时间。
15、其二、装置密封比较牢固,保压效果好。传统方法由于一切都靠人工操作,有时候导致密封体不能完全的垂直与异型深孔壁而导致较小的偏差,保压时弹性体由于受力不均而侧向滑动,产生侧漏。而本发明利用工装设备直接保证了弹性体的与异型深孔的垂直度。不发生侧漏。
16、其三、该工装具有一定的通用性,密封用的弹性体形状可根据异形孔截面形状定制,定制后弹性体后只需再定制施力组件即可;同时还可用于异型深孔较深部位的气密性检测。
技术特征:
1.一种快速检验航空异型深孔零件气密性工装,其特征在于:包括:机架、安装机架上用于支撑待检测零件的随形支撑结构以及工装主体;所述工装主体可移动的安装在机架的导轨上,包括安装在导轨上的龙门滑块组件、安装在龙门滑块组件上并随同其同步移动的导向轴组件、安装在导向轴组件上的滑枕组件、肘夹组件、推板、压力传感器、施压组件、与零件上异型深孔形状相匹配的弹性体以及进气管组件,所述肘夹组件具有一可直线移动的推杆,在导向轴组件远离龙门滑块组件的一端设有导向块,所述推杆穿过导向块上孔后通过推板、压力传感器将作用力施加在施压组件上;所述施压组件具有一可伸入异型深孔内的施压推板,所述弹性体设置在施压推板朝向待检测异型深孔零件的一侧面上,所述进气管组件包括拉板和空心拉杆,所述拉板紧贴在弹性体远离施压推板的一侧面,所述空心拉杆一端与拉板连接,另一端依次穿过施压组件、推板以及导向块并伸出,该伸出端与进气接头相连接,外部进气设备通过进气接头以及空心拉杆向待检测零件的异型深孔内输出压力气。
2.根据权利要求1所述的一种快速检验航空异型深孔零件气密性工装,其特征在于:所述的龙门滑块组件包括滑动设置在导轨上的龙门架,在所述龙门架上设有用于装配导向轴组件和滑枕组件的导向轴孔和手轮轴承孔,所述龙门架的底部设有与导轨配合的滑块。
3.根据权利要求1所述的一种快速检验航空异型深孔零件气密性工装,其特征在于:所述导向轴组件包括导向轴以及固定装配在导向轴上的导向块,所述导向轴的一端连接后端挡板,另一端穿过导向块后连接前端挡板,在导向块上设有贯穿导向块的推杆导套和拉杆导套。
4.根据权利要求1所述的一种快速检验航空异型深孔零件气密性工装,其特征在于:所述的滑枕组件包括滑枕体、固定连接在滑枕体上的螺纹轴、安装在螺纹轴一端的定位端盖以及手轮,所述滑枕体通过其上的导向轴孔安装在导向轴组件上。
5.根据权利要求1所述的一种快速检验航空异型深孔零件气密性工装,其特征在于:所述的肘夹组件固定安装在滑枕组件上并随同滑枕组件同步移动,该肘夹组件包括肘夹座、安装在肘夹座上的驱动单元以及由驱动单元驱动直线移动的推杆。
6.根据权利要求5所述的一种快速检验航空异型深孔零件气密性工装,其特征在于:所述推杆远离龙门滑块组件的一端还固定连接有调节推杆。
7.根据权利要求5所述的一种快速检验航空异型深孔零件气密性工装,其特征在于:所述的驱动单元包括通过销轴安装在肘夹座上的肘夹手柄和肘夹连杆,肘夹连杆的一端通过销轴与肘夹手柄相连接,另一端与推杆通过销轴连接,肘夹手柄动作,通过肘夹连杆带动推杆移动。
8.根据权利要求5所述的一种快速检验航空异型深孔零件气密性工装,其特征在于:所述的肘夹座包括呈板状的肘夹底座以及固定装配在肘夹底座上的船型支架,船型支架上设有推杆导孔和肘夹销孔,其中推杆导孔和肘夹销孔分布在船型支架的两端。
9.根据权利要求1所述的一种快速检验航空异型深孔零件气密性工装,其特征在于:所述的施压组件包括承压板、施压推板以及连接在承压板和施压推板之间的承压柱,在承压板和施压推板上分别设用于穿设空心拉杆的进气管导孔,在施压推板上还设有导向孔。
10.根据权利要求9所述的一种快速检验航空异型深孔零件气密性工装,其特征在于:所述的进气管组件包括拉板、连接在拉板上的空心拉杆,所述拉板上还设有与施压推板上的导向孔配合的导柱。
技术总结
一种快速检验航空异型深孔零件气密性工装,包括机架、随形支撑结构以及工装主体;包括龙门滑块组件、导向轴组件、滑枕组件、肘夹组件、推板、压力传感器、施压组件、弹性体以及进气管组件,肘夹组件具有一可直线移动的推杆,在导向轴组件的一端设有导向块,推杆穿过导向块上孔后通过推板、压力传感器将作用力施加在施压组件上;施压组件具有一可伸入异型深孔内的施压推板,所述弹性体设置在施压推板朝向待检测异型深孔零件的一侧面上,进气管组件包括拉板和空心拉杆,拉板紧贴在弹性体远离施压推板的一侧面,空心拉杆依次穿过施压组件、推板以及导向块并与进气接头相连接。本方案具有便于装配、密封速度快、密封效果好以及检测效率高的优点。
技术研发人员:王启家,王明海,郑耀辉,李玉柱,廖伟,侯宁,王学智,孔宪俊
受保护的技术使用者:沈阳航远航空技术有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!