烟气轮机动叶片激光再制造的高度尺寸检测方法与装备与流程
本发明涉及石油、化工,具体是指烟气轮机动叶片激光再制造的高度尺寸检测方法与装备。
背景技术:
1、烟气轮机是催化裂化装置的重要节能设备,烟气轮机动叶片的工作环境比较恶劣,烟气轮机介质是含有高温催化剂粉尘颗粒,颗粒与高温水蒸汽结合易在叶片、围带等部位结成坚固的垢,烟气轮机叶片顶部与围带之间的间隙在1.8~2.2mm,易造成叶片顶部出现不同程度的磨损,影响效率和安全生产。
2、叶片顶部损伤区域经激光熔覆再制造后,需要对叶片的顶部尺寸进行恢复。因叶片顶部是个带有角度的扭曲状,在尺寸恢复过程中,易造成某个区域尺寸超差,使得叶片顶部与围带的间隙超标,甚至造成转子无法落下,顶住围带了。动叶片的叶身是带有扭曲角度的,一般情况下,无法准确的测量顶部高度尺寸,叶片数量较多,一般在42-66片每级轮盘,在修复再制造过程中,叶片的高度测量易造成误差,造成烟气轮机装机后动叶片顶部与围带的间隙部不均匀,甚至无法装配,过小的间隙甚至没有间隙都影响设备的安全运行。
技术实现思路
1、本发明要解决的技术问题是克服以上技术困难,提供一种烟气轮机动叶片激光再制造的高度尺寸检测方法与装备。
2、为解决上述技术问题,本发明提供的技术方案为:
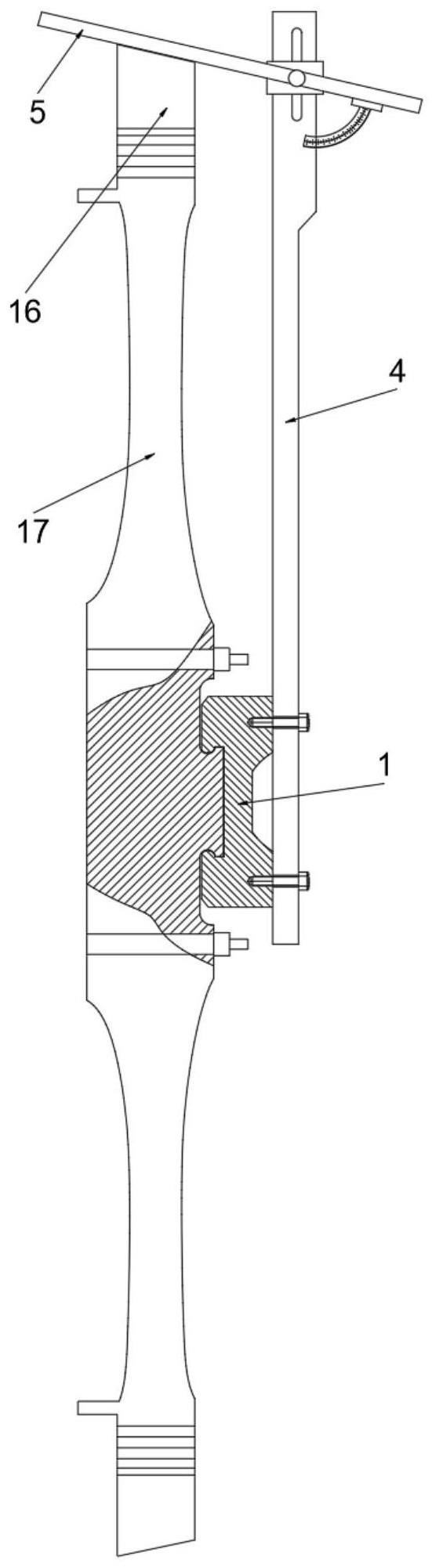
3、烟气轮机动叶片激光再制造的高度尺寸检测装备,包括:
4、旋转底座,左侧预留有旋转安装槽,所述旋转底座由一对旋转底座半体组装而成;
5、竖撑杆,底部安装在旋转底座上;
6、测量组件,包括测量杆和滑块,所述滑块通过手柄螺丝固定在测量杆的右部,且滑块滑动设置在竖撑杆的顶部,测量杆右端部与竖撑杆上部之间通过角度尺连接;
7、画针,通过画针安装组件固定在测量杆的左部。
8、所述竖撑杆顶部预留有手柄螺丝的螺纹杆体穿过的条形通槽。用于实现测量杆的上下位置调节。
9、所述画针安装组件包括画针座、手拧螺丝一、手拧螺丝二;所述画针座底部预留有安装画针的画针通槽,且画针通过手拧螺丝二安装在画针通槽内,画针顶部预留有测量杆活动贯穿的测量杆通孔,测量杆通过手拧螺丝一固定在测量杆通孔内。便于方便装卸画针
10、一种所述的烟气轮机动叶片激光再制造的高度尺寸检测装置的检测方法,所述检测方法包括以下步骤:
11、步骤一、将动叶片安装到轮盘上,然后将轮盘安装到旋转底座上,所述动叶片顶部包括进气边顶角、顶中部和排气边顶角;
12、步骤二、
13、①以动叶片的排气边顶角为基准,测量杆旋转到设定的角度,通过竖撑杆侧面与滑块的刻度尺寸,记录标准高度的刻度数据;
14、②在标准的基础上提升2mm,旋转竖撑杆,使测量杆延着动叶片的顶部旋转一周,检测动叶片顶部与测量杆的间隙值,对此动叶片顶部较小的则进行钳修处理;
15、③测量杆高度再次降低1mm,重复②;
16、④测量杆高度再次降低至高出标准高度0.3mm,重复③;
17、⑤测量杆高度再次降低至高出标准高度0.1mm,将测量杆与动叶片顶部的检测区涂上红丹,重复④,动叶片顶部有红色痕迹的进行再次处理;
18、步骤三、
19、①所有的损伤的动叶片顶部全部进行修复再制造后,先将动叶片叶身正反面进行钳修处理,高度先不处理;
20、②选择其中的一片动叶片对顶部进行钳修复形,将此动叶片安装到轮盘榫齿中,将测量杆以动叶片的排气边顶角和角度来检测此动叶片的顶部尺寸和角度;
21、③将所有的动叶片全部安装到轮盘榫齿中,将画针连接杆组装到测量杆上,画针装配到画针座上,以标准的那片排气边顶角为基准,旋转检测装备一周,将所有的排气边顶角高度线画出,移动画针连接杆至动叶片进气侧,以标准的那片进气边顶角为基准,旋转检测装备一周,将所有的进气边顶角高度线画出,钳工以画出的线为基准,钳修动叶片的顶部;
22、④所有动叶片钳修完成后,组装到轮盘榫齿中;
23、⑤测量杆高度调整至高出标准高度0.1mm,将测量杆与动叶片顶部的检测区涂上红丹,反复旋转装备检测动叶片的顶部,动叶片顶部有红色痕迹的进行反复处理,直至达到要求;
24、步骤四、
25、①将顶部中级有磨损或者顶部无损伤的动叶片安装到轮盘榫槽中;
26、②以动叶片的排气边顶角为准,将测量杆调至重合,旋转装备;
27、③以动叶片的进气边顶角为准,将测量杆调至重合,旋转装备;
28、④测量杆底部涂上红丹,旋转装备,测量杆与动叶片顶部均匀接触;
29、⑤通过测量杆末端的角度尺测量动叶片顶部扭曲角度是多少;
30、步骤五、
31、选择动叶片的进气边或者排气边的顶角为基准,将测量杆贴着其中的一个顶角,通过旋转竖撑杆和调整测量杆的角度,使得测量杆分别与一个顶角重合,并确定角度以及通过侧面刻度,确定动叶片的高度尺寸,只要二个顶角中任意一个未损伤,知道叶片的轴向角度,即可确认整个叶片的高度尺寸。
32、本发明与现有技术相比的优点在于:本发明能够对动叶片进行更精准的测量,具体包括动叶片的顶部倾斜角度以及动叶片的高度均可精确的测量,从而使得叶片顶部损伤区域经激光熔覆再制造后,能够精确的对叶片的顶部尺寸进行恢复,不会出现因某个区域尺寸超差导致叶片顶部与围带的间隙超标的现象,让烟气轮机装机后动叶片顶部与围带的间隙部更加均匀,为设备的安全运行提供保障。
技术特征:
1.烟气轮机动叶片激光再制造的高度尺寸检测装备,其特征在于,包括:
2.根据权利要求1所述的烟气轮机动叶片激光再制造的高度尺寸检测装备,其特征在于:所述旋转安装槽(2)周向内壁上预留有环绕一周的钢珠镶嵌凹槽(10),且钢珠镶嵌凹槽(10)内侧活动嵌设有钢珠。
3.根据权利要求1所述的烟气轮机动叶片激光再制造的高度尺寸检测装备,其特征在于:两所述旋转底座半体(3)之间通过螺栓螺母连接固定。
4.根据权利要求1所述的烟气轮机动叶片激光再制造的高度尺寸检测装备,其特征在于:所述竖撑杆(4)底部通过四个螺栓固定在旋转底座(1)右侧。
5.根据权利要求1所述的烟气轮机动叶片激光再制造的高度尺寸检测装备,其特征在于:所述竖撑杆(4)顶部预留有手柄螺丝(7)的螺纹杆体穿过的条形通槽(12)。
6.根据权利要求1所述的烟气轮机动叶片激光再制造的高度尺寸检测装备,其特征在于:所述画针安装组件包括画针座(13)、手拧螺丝一(14)、手拧螺丝二(15);
7.根据权利要求1所述的烟气轮机动叶片激光再制造的高度尺寸检测装备,其特征在于:所述角度尺(8)的最大测量范围为90°。
8.一种根据权利要求1~7任一所述的烟气轮机动叶片激光再制造的高度尺寸装置的检测方法,其特征在于,所述检测方法包括以下步骤:
技术总结
本发明公开了烟气轮机动叶片激光再制造的高度尺寸检测装备,包括:旋转底座,左侧预留有旋转安装槽;竖撑杆,底部安装在旋转底座上;测量组件,包括测量杆和滑块;画针,通过画针安装组件固定在测量杆的左部;一种所述的烟气轮机动叶片激光再制造的高度尺寸检测装置的检测方法,所述检测方法包括以下步骤。与现有技术相比的优点在于:本发明能够对动叶片进行更精准的测量,具体包括动叶片的顶部倾斜角度以及动叶片的高度均可精确的测量,从而使得叶片顶部损伤区域经激光熔覆再制造后,能够精确的对叶片的顶部尺寸进行恢复,不会出现因某个区域尺寸超差导致叶片顶部与围带的间隙超标的现象。
技术研发人员:邹新长,周武军,邱长军,伍文星,刘作彩,吴国威
受保护的技术使用者:岳阳大陆激光技术有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!