一种板材内部残余应力分布测试装置及测试方法与流程
本发明涉及残余应力测试领域,尤其涉及一种板材内部残余应力分布测试装置及测试方法。
背景技术:
1、淬火热处理等快速冷却热处理通常是金属材料制备加工过程中重要的工艺环节。例如,铝合金板材在制备加工过程中一般在固溶热处理后需采用淬火处理获得过饱和固溶体,从而在后续的时效热处理过程中充分析出弥散强化相以保证合金力学性能。然而,淬火处理会导致板材内部出现较大的温度梯度,形成较高的残余应力。虽然,淬火处理后会采用预变形工艺消除大部分残余应力,但仍有部分残余应力存在于成品板材中。残余应力的存在会导致后续零件加工过程中产生不可忽视的变形,导致构件无法装配,甚至开裂。因此,板材残余应力控制与消除是十分重要的,这就需要残余应力测试方法提供有力支撑。
2、残余应力测试方法发展至今,已有大量可用于板材残余应力测试的方法。其中,剥层法适用于内部残余应力分布测试,是材料生产企业、以及航空主机厂等制造企业常使用的残余应力测试方法。传统的剥层法是在试样剥层面或背面粘贴应变花的方法来捕捉剥层过程中的应变,然而应变花测试精度受实验温度、粘贴质量等多重因素影响,导致残余应力计算结果误差较大。
技术实现思路
1、本发明的目的在于提供一种基于逐层剥除后试样挠度变化的板材内部残余应力分布测试装置及测试方法,该测试装置和测试方法可实现板材内部残余应力分布的快速、准确测试,对实际工业生产具有实用价值。
2、为了达到上述目的,本发明采用的主要技术方案包括:
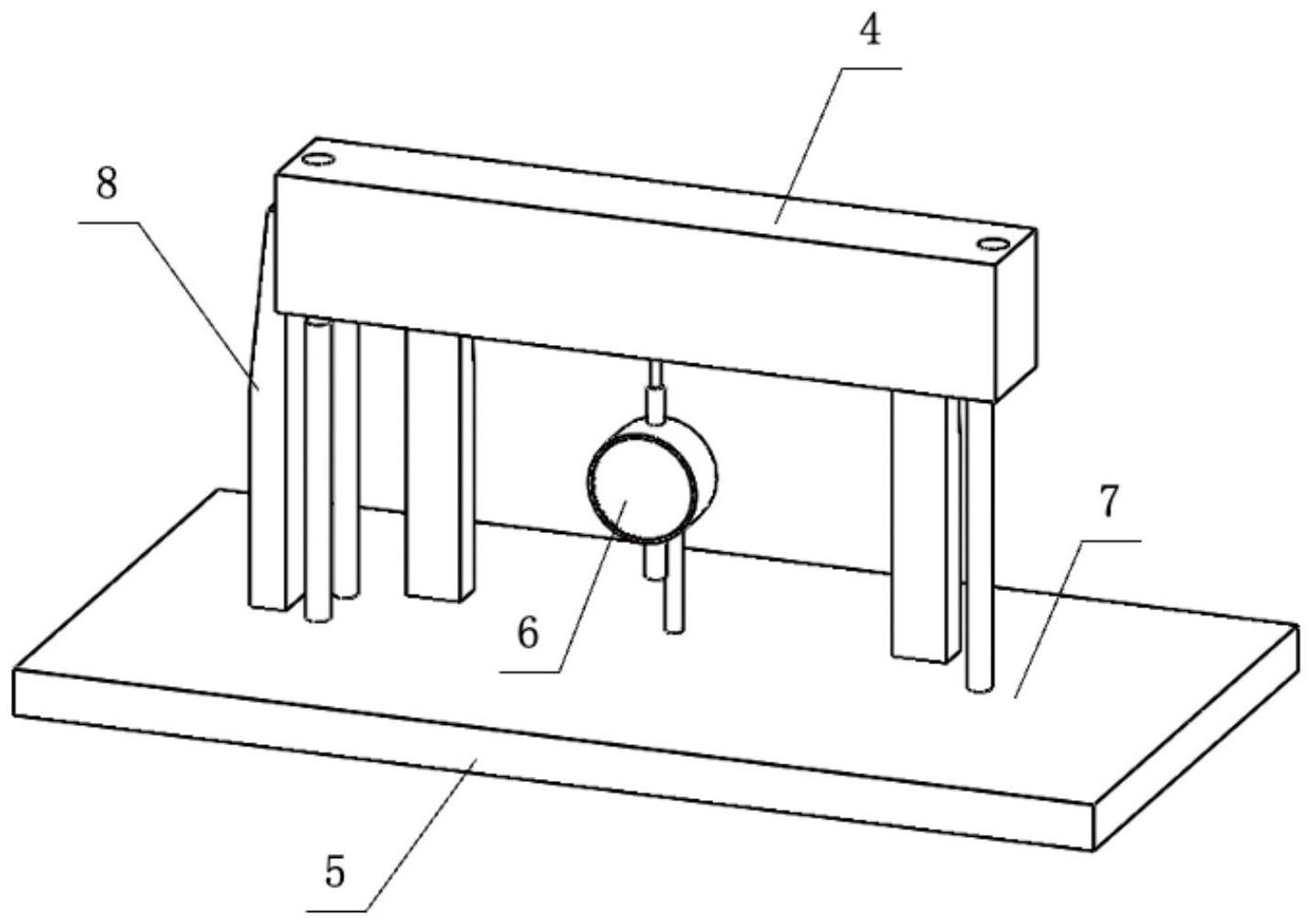
3、本发明提供一种板材内部残余应力分布测试装置,该测试装置具备:
4、底座,预留有多个位置安装孔;
5、至少2个支撑柱,垂直安装在底座上,该至少2个支撑柱的顶端形成一个水平面,用于放置板材试样;
6、侧边限位块,垂直安装在底座上,用于限定板材试样的水平位置;
7、挠度测试千分表,垂直安装在底座上,指针垂直向上,且尖端拟接触板材试样底面中心点,用于测试试样的挠度。
8、根据本发明,所述支撑柱的位置可调,可实现支撑距离ls在200mm~600mm范围内调整。
9、根据本发明,优选的可实现支撑距离ls在200mm~380mm范围内调整。
10、根据本发明,所述支撑柱形成的支撑平面中心点与试样底面中心点重合。
11、根据本发明,采用3个支撑柱的顶端形成一个水平面,用于放置试样。
12、根据本发明,所述侧边限位块的位置可调,可适用于不同尺寸试样的测试:长度范围200mm~1000mm,宽度范围30mm~100mm。
13、根据本发明,优选的可适用于不同尺寸试样的测试:长度范围200mm~600mm,宽度范围30mm~60mm。
14、根据本发明,所述侧边限位块与试样接触的限位线/面垂直于底座。
15、根据本发明,所述挠度测试千分表的精度为0.001mm。
16、根据本发明,所述测试装置的各组成部分的材料弹性模量≥100gpa。
17、本发明另一方面提供一种板材内部残余应力分布测试方法,包括以下步骤:
18、(1)根据试样尺寸确定合适的支撑距离ls,以调整测试装置中支撑柱,并根据试样尺寸调整侧边限位块的位置;
19、(2)测试并记录试样的初始厚度h0,并将试样放置在支撑柱上,选择试样上表面为后续剥层加工面,固定下表面不变,其中心点接触挠度测试千分表指针,清零千分表;
20、(3)采用铣削方式对试样剥层加工面进行等间距逐层剥层,每剥除一层后,测试试样的剩余厚度hn,然后将试样按照步骤(2)放置在测试装置上,读取千分表示数记为累积挠度dn;
21、(4)根据公式(1)计算出试样不同厚度下的残余应力σn。
22、
23、其中,n为剥层的次数;ls为支撑距离;e为弹性模量;hn为第n次剥层后试样厚度;dn为第n次剥层后试样累积挠度。
24、(5)根据步骤(4)计算得到的σn绘制不同厚度下应力分布曲线。
25、根据本发明,其特征在于,所述步骤(1)中,合适的支撑距离为试样长度的0.5~0.95倍。
26、根据本发明,优选的合适的支撑距离为试样长度的0.8~0.95倍。
27、根据本发明,在步骤(1)和(2)之间,还可对试样进行沉头孔加工,以便于铣削过程中试样的夹持。
28、根据本发明,所述步骤(3)中,等间距逐层铣削至试样一半厚度结束。
29、根据本发明,所述步骤(3)中,等间距逐层铣削至试样一半厚度后继续进行等间距层削,直至试样无法加工。
30、根据本发明,所述步骤(3)中,每次剥层加工先采用粗加工,单次进刀量≤2mm,再采用精加工,加工量≥0.25mm。
31、本发明还提供一种板材内部残余应力分布计算公式,通过对板材的长度方向试样和宽度方向试样进行残余应力测试,按照公式(2)和公式(3)分别计算板材的长向分应力和宽向分应力
32、
33、
34、其中,为板材的长度方向试样测试结果,为板材的宽度方向试样测试结果,v为泊松比。
35、本发明的有益效果是:
36、本发明的板材内部残余应力分布测试方法创新出采用剥层后试样挠度变化计算残余应力的公式,可采用公式准确地计算试样内部残余应力分布结果,继而计算出板材内部残余应力分布结果,相比于传统的采用应变片监测试样应变的剥层残余应力测试方法更为简单、便捷,适用于工业化金属板材的残余应力快速测试与表征,为工业化条件下金属板材残余应力调控提供方法支撑。
37、本发明的测试装置能够实现上述测试方法所创新的采用测试装置对剥层后的铝合金试样进行精确的挠度测试,继而通过剥层后试样挠度变化计算残余应力,并针对不同规格、牌号的试样(例如不同的板材厚度)可设置不同的试样尺寸、支撑距离等测试参数,以用于各类金属板材的内部残余应力分布测试,具有普遍适用性。进而,该测试装置填补了工业化条件下金属板材产品残余应力快速、准确表征领域的空白。
技术特征:
1.一种板材内部残余应力分布测试装置,其特征在于,该测试装置具备:
2.根据权利要求1所述的板材内部残余应力分布测试装置,其特征在于,所述支撑柱的位置可调,可实现支撑距离ls在200mm~600mm范围内调整。
3.根据权利要求2所述的板材内部残余应力分布测试装置,其特征在于,所述支撑距离ls在200mm~380mm范围内调整。
4.根据权利要求1所述的板材内部残余应力分布测试装置,其特征在于,所述支撑柱形成的支撑平面中心点与试样底面中心点重合。
5.根据权利要求1所述的板材内部残余应力分布测试装置,其特征在于,所述支撑柱的数量为3个支撑柱。
6.根据权利要求1所述的板材内部残余应力分布测试装置,其特征在于,所述侧边限位块的位置可调,适用于长度范围200mm~1000mm,宽度范围30mm~100mm的板材试样的测试。
7.根据权利要求6所述的板材内部残余应力分布测试装置,其特征在于,所述侧边限位块的位置可调,适用于长度范围200mm~600mm,宽度范围30mm~60mm的板材试样的测试。
8.根据权利要求1所述的板材内部残余应力分布测试装置,其特征在于,所述侧边限位块与试样接触的限位线/面垂直于底座。
9.根据权利要求1所述的板材内部残余应力分布测试装置,其特征在于,所述挠度测试千分表的精度为0.001mm。
10.根据权利要求1所述的板材内部残余应力分布测试装置,其特征在于,各组成部分的材料弹性模量≥100gpa。
11.一种板材内部残余应力分布测试方法,其特征在于,使用权利要求1~10中任一项所述的板材内部残余应力分布测试装置,该测试方法包括以下步骤:
12.根据权利要求11所述的板材内部残余应力分布测试方法,其特征在于,所述步骤(1)中,合适的支撑距离为试样长度的0.5~0.95倍。
13.根据权利要求12所述的板材内部残余应力分布测试方法,其特征在于,合适的支撑距离为试样长度的0.8~0.95倍。
14.根据权利要求11所述的板材内部残余应力分布测试方法,其特征在于,在步骤(1)和(2)之间,还包括对试样进行沉头孔加工,以便于铣削过程中试样的夹持。
15.根据权利要求11所述的板材内部残余应力分布测试方法,其特征在于,所述步骤(3)中,等间距逐层铣削至试样一半厚度结束。
16.根据权利要求11所述的板材内部残余应力分布测试方法,其特征在于,所述步骤(3)中,等间距逐层铣削至试样一半厚度后继续进行等间距层削,直至试样无法加工。
17.根据权利要求11所述的板材内部残余应力分布测试方法,其特征在于,所述步骤(3)中,每次剥层加工先采用粗加工,单次进刀量≤2mm,再采用精加工,加工量≥0.25mm。
18.根据权利要求11~17中任一项所述方法对板材的长度方向试样和宽度方向试样进行残余应力测试,按照公式(2)和公式(3)分别计算板材的长向分应力和宽向分应力
技术总结
本发明公开了一种板材内部残余应力分布测试装置及测试方法。测试装置包括底座、支撑柱、侧边限位块、挠度测试千分表,其中支撑柱和侧边限位块位置可调。测试方法是通过沿厚度方向等间距逐层铣削加工试样,采用测试装置测试每次铣削后剩余材料的累积挠度,计算获得试样不同厚度下的残余应力。本发明科学设计出了一种基于逐层剥除后试样挠度变化的板材内部残余应力分布的测试装置和测试方法,采用测试装置可对剥层后的板材试样的挠度进行精确可靠测量,采用测试方法可通过剥层后试样挠度变化计算获得板材内部残余应力分布,对于各类板材的内部残余应力分布测试具有普遍适用性,可广泛应用于工业化条件下板材产品残余应力的快速、准确表征。
技术研发人员:李亚楠,李锡武,熊柏青,张永安,李志辉,祝楷,闫丽珍,闫宏伟,温凯,高冠军,石国辉,于明洋,李颖
受保护的技术使用者:有研工程技术研究院有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!