一种顶尖精度及钢性检测方法与流程
本发明涉及距离测量,具体涉及一种顶尖精度及钢性检测方法。
背景技术:
1、顶尖是指机械加工中的机床附件,主要由顶针,夹紧装置,壳体,固定销,轴承和芯轴组成,其类别一般分为固定顶尖和活动顶尖两种,顶尖的一般用于加工杆类零件。钢性是指在顶尖的耐热性、韧性和耐腐蚀的能力,顶尖的精度根据顶尖的类别有所差异,活动顶尖的精度是指跳动量,固定顶尖的精度通常是指顶尖与锥柄的同轴度误差。
2、固定顶尖的钢性好、定心准确,但与工件中心孔之间产生滑动摩擦而发热过多,容易将中心孔或顶尖烧坏。因此固定顶尖只适用于低速加工精度要求较高的工件。活动顶尖内部装有滚动轴承,将工件与中心孔的滑动摩擦改为顶尖内部轴承的滚动摩擦,能够和工件一起转动,能在高转速下正常工作,但钢性较差,有时还会产生跳动,当滚动轴承磨损后,会使顶尖产生摆动,从而导致加工精度降低。顶尖的加工精度取决于顶尖孔的尺度精度,顶尖孔的尺度包括开口尺寸和开口角度,顶尖借助中心孔的定位使得工件得到很高的尺寸精度。现阶段顶尖精度的检测主要通过专业的设备实现,这些设备价格昂贵,且一般是通过大量次数的实验得到检测结果,无法满足工件加工过程中的实时性要求。
技术实现思路
1、本发明提供一种顶尖精度及钢性检测方法,以解决现有的对车床顶尖精度和钢性的检测需要借助专业设备实现,无法满足在工件加工中对精度和钢性的近实时的检测需求的问题,所采用的技术方案具体如下:
2、本发明一个实施例提供了一种顶尖精度及钢性检测方法,该方法包括以下步骤:
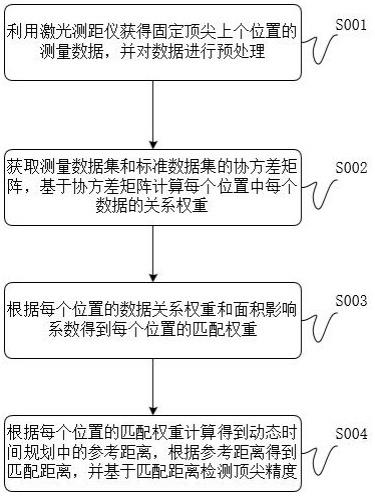
3、获得待测固定顶尖上的测量数据记为测量数据集,得到未磨损顶尖的测量数据记为标准数据集;
4、计算测量数据集和标准数据集的协方差矩阵,得到协方差矩阵的特征向量,获得特征向量与单位向量的余弦值,根据余弦值获得的旋转矩阵对测量数据位置坐标进行坐标转换,根据坐标转换后的测量数据集及标准数据集中每个位置每个测量数据的坐标得到每个位置每个测量数据的位置偏移量;
5、根据协方差矩阵的值以及每个位置的每个测量数据与所有测量数据得到测量数据集和标准数据集中每个测量数据的协方差贡献值;
6、根据测量数据集和标准数据集中每个数据的协方差贡献值以及每个数据的位置偏移量得到每个位置中每个测量数据的关系权重;
7、根据每个位置每个测量数据的关系权重得到每个位置的数据关系权重,根据每个位置的横截面积得到每个位置的面积影响系数,根据每个位置的测量数据关系权重和面积影响系数得到每个位置的匹配权重;
8、根据每个位置的匹配权重、测量数据集和标准数据集中的测量数据得到动态时间规划算法的参考距离,然后根据参考距离利用动态时间规划算法计算测量数据集和标准数据集的匹配距离;
9、根据匹配距离大小检测顶尖精度。
10、优选的,所述获得待测固定顶尖上的测量数据记为测量数据集的方法为:
11、按照从固定顶尖顶点到固定顶尖尾端的顺序,分别获取不同位置处的测量数据,每个位置之间的距离间隔为预设距离,依次将固定顶尖上顶点记为位置1,与顶点间隔的记为位置2,依次类推,将固定顶尖尾端记为位置n,并且每个位置获取预设数量个点的测量数据,把每个位置上的预设数量个测量数据记为测量数据集。
12、优选的,所述根据协方差矩阵的值以及每个位置的每个数据与所有测量数据得到测量数据集和标准数据集每个数据的协方差贡献值的方法为:
13、
14、
15、式中,是测量数据集l和标准数据集b的协方差矩阵中第一行第二列的参数,是协方差矩阵中第二行第一列的参数,是协方差矩阵中第一行第一个参数,是协方差矩阵中第二行第二个参数,m为每个位置获取的测量数据数量,是测量数据集中每个位置第j个数据的协方差贡献值,是标准数据集中每个位置第j个数据的协方差贡献值。
16、优选的,所述根据测量数据集和标准数据集中每个数据的协方差贡献值以及每个数据的位置偏移量得到每个位置中每个数据的关系权重的方法为:
17、令测量数据集中第j个数据的协方差贡献值与标准数据集中第j协方差贡献值作差,记该差值为第一差值,将每个位置的每个数据对应的第一差值与所述位置的位置偏移量的乘积为每个位置的关系值,将所有位置的关系值进行累加得到所有位置关系值的总和,令每个位置的关系值比上所有位置关系值的总和得到每个位置中每个数据的关系权重。
18、优选的,所述根据每个位置的数据关系权重和面积影响系数得到每个位置的匹配权重的方法为:
19、
20、式中,就表示第e个位置的数据关系权重,就表示第e个位置的面积影响系数,就表示第i个位置的匹配权重,n是固定顶尖上采集数据的位置数量。
21、优选的,所述根据每个位置的匹配权重、测量数据集数据值、标准数据集数据值得到动态时间规划算法的参考距离的方法为:
22、
23、式中,是测量数据集中位置i处的代表数据,代表数据是指位置i处的所有测量数据的和,是测量数据集中位置i处第j个测量数据的值,m是位置i处测量数据和标准数据的数据量,是标准数据集b中位置h处的代表数据,代表数据是指位置i处的所有标准数据的和,是标准数据集b中位置h处第k个标准数据的值,是代表数据与代表数据之间的参考距离。
24、本发明的有益效果是:本发明提出一种顶尖精度及钢性检测方法,针对在工件加工中对精度和钢性的近实时检测需求,通过改进动态时间规划算法获取固定顶尖测量数据和标准数据的匹配距离实现对加工精度的检测。根据固定顶尖不同位置测量数据构建了关系权重和匹配权重两个指标,关系权重是通过坐标变换后的数据计算的,其有益效果在于通过在反差最大方向上计算测量数据与标准数据的位移偏移量和匹配误差能够放大数据之间的差异,使得固定顶尖磨损位置的测量数据更加显著,提高了检测速度。匹配权重的有益效果在于考虑了固定顶尖自身外形结构对不同位置磨损的影响,使得后续计算的各点之间匹配距离更精准,避免轻微磨损差异小导致的检测精度低的问题。
技术特征:
1.一种顶尖精度及钢性检测方法,其特征在于,该方法包括以下步骤:
2.根据权利要求1所述的一种顶尖精度及钢性检测方法,其特征在于,所述获得待测固定顶尖上的测量数据记为测量数据集的方法为:
3.根据权利要求1所述的一种顶尖精度及钢性检测方法,其特征在于,所述根据协方差矩阵的值以及每个位置的每个数据与所有测量数据得到测量数据集和标准数据集每个数据的协方差贡献值的方法为:
4.根据权利要求1所述的一种顶尖精度及钢性检测方法,其特征在于,所述根据测量数据集和标准数据集中每个数据的协方差贡献值以及每个数据的位置偏移量得到每个位置中每个数据的关系权重的方法为:
5.根据权利要求1所述的一种顶尖精度及钢性检测方法,其特征在于,所述根据每个位置的数据关系权重和面积影响系数得到每个位置的匹配权重的方法为:
6.根据权利要求1所述的一种顶尖精度及钢性检测方法,其特征在于,所述根据每个位置的匹配权重、测量数据集数据值、标准数据集数据值得到动态时间规划算法的参考距离的方法为:
技术总结
本发明涉及距离测量技术领域,提出了一种顶尖精度及钢性检测方法,包括:获得测量数据集及标准数据集;计算其协方差矩阵,进行坐标转换,得到每个数据的位置偏移量与每个数据的协方差贡献值,基于此得到每个数据的关系权重;得到每个位置的数据关系权重,得到每个位置的面积影响系数,基于此得到每个位置的匹配权重;根据每个位置的匹配权重、测量数据集数据值、标准数据集数据值得到参考距离,根据参考距离计算匹配距离;根据匹配距离大小检测顶尖精度。本发明通过在反差最大方向上计算测量数据与标准数据的位移偏移量和匹配误差能够放大数据之间的差异,使得固定顶尖磨损位置的测量数据更加显著,提高了检测速度。
技术研发人员:韩昌彬,孟强
受保护的技术使用者:山东欧诺威数控刀具有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!