一种钢丝编织管质量控制方法及系统与流程
本发明涉及钢丝编织管生产,尤其涉及一种钢丝编织管质量控制方法及系统。
背景技术:
1、专利cn106012286a公开了一种钢丝编织机断线检测装置及控制方法,该检测装置针对钢丝编织工序中钢丝断线检测的问题。当发现编织钢丝断线时,能够及时停止编织机并报警,实现了自动化生产,提高了生产效率。
2、在编织钢丝断线之前,钢丝往往已经出现受力异常的情况。当钢丝受力异常时,在管件上完成编织的钢丝往往出现质量问题(如,钢丝编织密度不均匀)。然而,上述技术方案则无法在编织钢丝断线之前把控钢丝编织管的质量。
3、那么,如何在编织钢丝断线之前把控钢丝编织管的质量,是亟需解决的技术问题。
技术实现思路
1、本发明所要解决的技术问题在于,提供一种钢丝编织管质量控制方法及系统,有利于在钢丝断线之前把控钢丝编织管的质量。
2、为了解决上述技术问题,本发明第一方面公开了一种钢丝编织管质量控制方法,所述方法应用在钢丝编织管质量控制系统上,所述钢丝编织管控制系统包括控制器和摄像头模块,所述控制器与所述摄像头模块电连接,所述控制器还与钢丝编织管设备的编织装置电连接,所述方法包括:
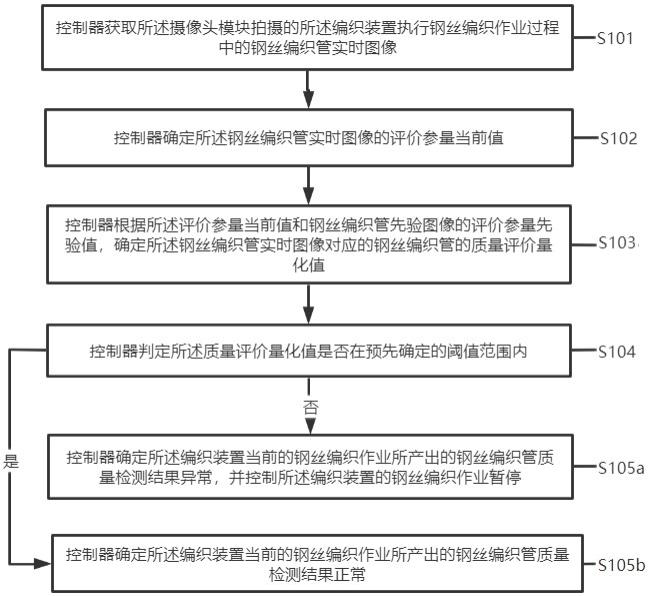
3、所述控制器获取所述摄像头模块拍摄的所述编织装置执行钢丝编织作业过程中的钢丝编织管实时图像;
4、所述控制器确定所述钢丝编织管实时图像的评价参量当前值;
5、所述控制器根据所述评价参量当前值和钢丝编织管先验图像的评价参量先验值,确定所述钢丝编织管实时图像对应的钢丝编织管的质量评价量化值;
6、所述控制器判定所述质量评价量化值是否在预先确定的阈值范围内,若否,则所述控制器确定所述编织装置当前的钢丝编织作业所产出的钢丝编织管质量检测结果异常,并控制所述编织装置的钢丝编织作业暂,若是,则所述控制器确定所述编织装置当前的钢丝编织作业所产出的钢丝编织管质量检测结果正常。
7、本发明第一方面公开的钢丝编织管质量控制方法中,控制器根据钢丝编织管实时图像的评价参量当前值和钢丝编织先验图像的评价参量先验值,确定钢丝编织管实时图像对应的钢丝编织管的质量评价量化值,并根据该质量评价量化值确定编织装置当前的钢丝编织作业所产出的钢丝编织管质量检测结果,实现了在钢丝编织作业过程中对钢丝编织管质量的检测,有利于在钢丝断线之前把控钢丝编织管的质量。
8、作为一种可选的实施方式,本发明中,所述控制器确定所述钢丝编织管实时图像的评价参量当前值,具体包括:
9、所述控制器对所述钢丝编织管实时图像执行直线特征提取的操作,确定出所述钢丝编织管实时图像中的若干条直线;
10、所述控制器将所述若干条直线中的两两相交的直线的交点标记为图像关键点;
11、所述控制器以所述图像关键点为中心的图像筛选框将所述钢丝编织管实时图像分割成若干个单元图像;
12、所述控制器根据所述单元图像,求取所述钢丝编织管实时图像的关于钢丝编织管质量评价的评价因素当前值,并根据所述评价因素当前值确定出所述钢丝编织管实时图像的评价参量当前值。
13、作为一种可选的实施方式,本发明中,所述控制器根据所述单元图像,求取所述钢丝编织管实时图像的关于钢丝编织管质量评价的评价因素当前值,并根据所述评价因素当前值确定出所述钢丝编织管实时图像的评价参量当前值,具体包括:
14、所述控制器求取第一评价因素当前值,如下:
15、
16、式中,表示所述第一评价因素当前值,表示所述钢丝编织管实时图像中的某个单元图像的序号,表示所述钢丝编织管实时图像中的单元图像的个数,表示所述钢丝编织管实时图像中的某个单元图像中所包含的像素点个数,表示所述钢丝编织管实时图像中的某个单元图像中的钢丝之间的空隙图像的像素点个数;
17、所述控制器求取第二评价因素当前值,如下:
18、
19、式中,表示所述第二评价因素当前值,表示所述钢丝编织管实时图像中的某个单元图像中的成股的钢丝数量,表示所述钢丝编织管实时图像中的某个单元图像中的某一股的钢丝的水平夹角;
20、所述控制器求取第三评价因素当前值,如下:
21、
22、式中,表示所述第三评价因素当前值,表示第级灰度等级系数,表示某个单元图像中的灰度等级为第级的像素点数目与该单元图像的像素点个数的比值;
23、所述控制器根据第一评价因素当前值、第二评价因素当前值和第三评价因素当前值,求取所述钢丝编织管实时图像的评价参量当前值,如下:
24、
25、式中,为所述钢丝编织管实时图像的评价参量当前值,、和分别为第一评价因素当前值的第一评价系数、第二评价因素当前值的第二评价系数以及第三评价因素当前值的第三评价系数。
26、作为一种可选的实施方式,本发明中,所述控制器根据所述评价参量当前值和钢丝编织管先验图像的评价参量先验值,确定所述钢丝编织管实时图像对应的钢丝编织管的质量评价量化值,如下:
27、
28、式中,为所述钢丝编织管实时图像对应的钢丝编织管的质量评价量化值,为钢丝编织管先验图像的评价参量先验值,为预先确定的量化系数,为预先确定的量化偏量。
29、作为一种可选的实施方式,本发明中,所述控制器对所述钢丝编织管实时图像执行直线特征提取的操作,基于lsd线特征提取算法进行。
30、作为一种可选的实施方式,本发明中,所述控制器确定所述编织装置当前的钢丝编织作业所产出的钢丝编织管质量检测结果异常,并控制所述编织装置的钢丝编织作业暂停,具体包括:
31、所述控制器控制所述编织装置的物料输入端口关闭,使得用于执行钢丝编织作业的物料暂停输入;
32、所述控制器控制所述编织装置的编织机构暂停运行。
33、本发明第二方面公开了一种钢丝编织管质量控制系统,设置在钢丝编织管设备中,其中,所述控制器用于执行如本发明第一方面所述的钢丝编织管质量控制方法的操作。
34、本发明第二方面公开的钢丝编织管质量控制方法中,控制器根据钢丝编织管实时图像的评价参量当前值和钢丝编织先验图像的评价参量先验值,确定钢丝编织管实时图像对应的钢丝编织管的质量评价量化值,并根据该质量评价量化值确定编织装置当前的钢丝编织作业所产出的钢丝编织管质量检测结果,实现了在钢丝编织作业过程中对钢丝编织管质量的检测,有利于在钢丝断线之前把控钢丝编织管的质量。
技术特征:
1.一种钢丝编织管质量控制方法,其特征在于,所述方法应用在钢丝编织管质量控制系统上,所述钢丝编织管控制系统包括控制器和摄像头模块,所述控制器与所述摄像头模块电连接,所述控制器还与钢丝编织管设备的编织装置电连接,所述方法包括:
2.根据权利要求1所述的钢丝编织管质量控制方法,其特征在于,所述控制器确定所述钢丝编织管实时图像的评价参量当前值,具体包括:
3.根据权利要求2所述的钢丝编织管质量控制方法,其特征在于,所述控制器根据所述单元图像,求取所述钢丝编织管实时图像的关于钢丝编织管质量评价的评价因素当前值,并根据所述评价因素当前值确定出所述钢丝编织管实时图像的评价参量当前值,具体包括:
4.根据权利要求2所述的钢丝编织管质量控制方法,其特征在于,所述控制器根据所述评价参量当前值和钢丝编织管先验图像的评价参量先验值,确定所述钢丝编织管实时图像对应的钢丝编织管的质量评价量化值,如下:
5.根据权利要求2所述的钢丝编织管质量控制方法,其特征在于,所述控制器对所述钢丝编织管实时图像执行直线特征提取的操作,基于lsd线特征提取算法进行。
6.根据权利要求3所述的钢丝编织管质量控制方法,其特征在于,所述控制器确定所述编织装置当前的钢丝编织作业所产出的钢丝编织管质量检测结果异常,并控制所述编织装置的钢丝编织作业暂停,具体包括:
7.一种钢丝编织管质量控制系统,其特征在于,设置在钢丝编织管设备中,其中,所述控制器用于执行如权利要求1至5任一项所述的钢丝编织管质量控制方法的操作。
技术总结
本发明公开了一种钢丝编织管质量控制方法及系统,所述方法应用在钢丝编织管质量控制系统上,所述钢丝编织管控制系统包括控制器和摄像头模块,所述控制器与所述摄像头模块电连接,所述控制器还与钢丝编织管设备的编织装置电连接。本发明中,控制器根据钢丝编织管实时图像的评价参量当前值和钢丝编织先验图像的评价参量先验值,确定钢丝编织管实时图像对应的钢丝编织管的质量评价量化值,并根据该质量评价量化值确定编织装置当前的钢丝编织作业所产出的钢丝编织管质量检测结果,实现了在钢丝编织作业过程中对钢丝编织管质量的检测,有利于在钢丝断线之前把控钢丝编织管的质量。
技术研发人员:邓记森,谭镜华,丘素秋,罗文展,张翠芳
受保护的技术使用者:和峻(广州)胶管有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!