光伏焊带样品制备装置及光伏焊带样品制备方法与流程
本申请涉及光伏组件,具体涉及一种光伏焊带样品制备装置及光伏焊带样品制备方法。
背景技术:
1、在使用金相法测量焊丝的锡层厚度和锡层均匀性的过程中,制作合格的金相样品是保证能够准确测量出焊丝锡层厚度和锡层均匀性的关键一步。当焊丝的锡层厚度过薄或者锡层均匀性过差时,会导致电池片在实际串焊过程中出现不同程度虚焊的问题。因此,制作合格的金相样品对于准确地找到焊丝锡层厚度和均匀度的实际使用下限具有重要意义,同时对于来料监控和制定焊丝产品标准也具有重要意义。
2、现有技术中,制备光伏焊丝金相样品通常是把剪取的焊丝直接垂直固定在模具中,然后往模具中加入镶嵌液,通过这种方法实现对焊丝的垂直镶嵌,但是,这种方法对操作者的经验有较高的要求,因此,在使用现有技术制备光伏焊丝金相样品时,很容易导致焊丝倾斜,进而导致最终测量出来的数据与真实情况偏差较大。同时,通过该方法制备焊丝样品的效率比较低,无法在短时间内制作较多的且垂直度较好的焊丝样品,不利于对不同批次焊丝产品的质量检测工作。
技术实现思路
1、为了克服上述现有技术存在的问题,本申请的主要目的在于提供一种能够提升测量光伏焊丝锡层厚度的准确性的光伏焊带样品制备装置及光伏焊带样品制备方法。
2、为了实现上述目的,本申请具体采用以下技术方案:
3、一种光伏焊带样品制备装置,包括:
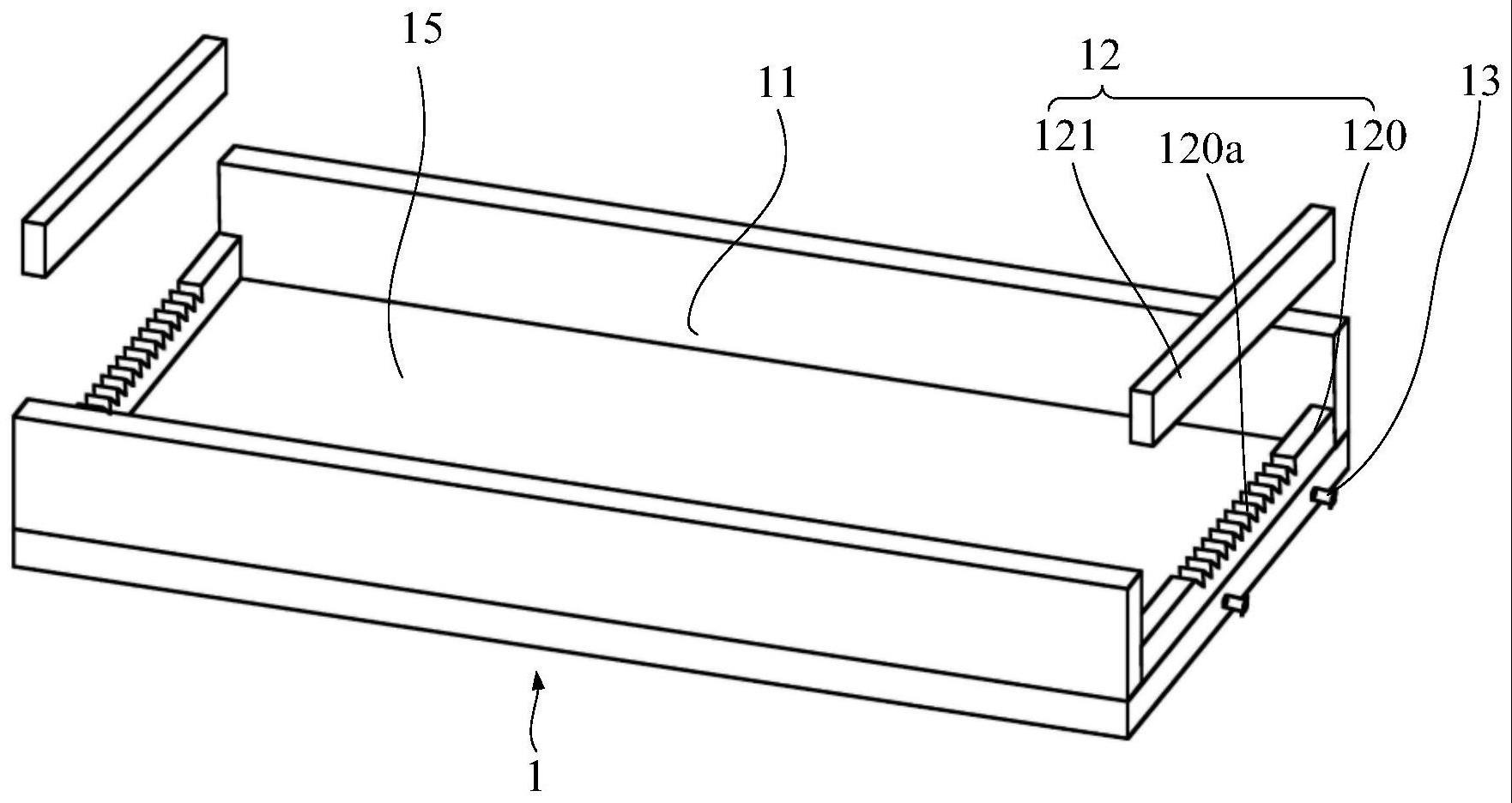
4、第一样品制备组件,所述第一样品制备组件用于制备第一凝固件,所述第一样品制备组件包括主体和第一固定件,所述第一固定件设置于所述主体的两端,与所述主体围合形成容纳腔,且所述第一固定件用于固定焊丝的端部;
5、第二样品制备组件,所述第二样品制备组件用于基于所述第一凝固件制备第二凝固件。
6、在一些实施例中,所述第一固定件设置有两个,两个所述第一固定件分别设置于所述主体的两端,且两个所述第一固定件中至少一者与所述主体可拆卸连接。
7、在一些实施例中,每个所述第一固定件分别包括绕线板和压板,所述绕线板连接于所述主体的端部,所述压板连接于所述绕线板,以通过所述绕线板和所述压板对所述焊丝进行限位。
8、在一些实施例中,所述绕线板和/或所述压板开设有限位槽,所述限位槽用于对所述焊丝进行限位。
9、在一些实施例中,所述第二样品制备组件包括固定座、活动件和模具,所述活动件连接于所述固定座,所述活动件用于悬挂所述第一凝固件,所述模具设置于所述活动件的下方,用于容纳至少部分所述第一凝固件。
10、在一些实施例中,所述第二样品制备组件还包括标识件和校准件,所述标识件设置于所述模具的侧部,所述校准件设置于所述活动件的上方,所述校准件用于基于所述标识件校准所述第一凝固件与所述模具的轴向的平行度。
11、一种光伏焊带样品制备方法,应用于光伏焊带样品制备装置,该光伏焊带样品制备装置包括第一样品制备组件和第二样品制备组件,所述第一样品制备组件包括主体和第一固定件,所述第一固定件设置于所述主体的两端,与所述主体围合形成容纳腔,所述光伏焊带样品制备方法包括:
12、将焊丝绕设于位于所述主体两端的所述第一固定件;
13、向所述容纳腔添加入第一冷镶嵌料;
14、脱模取下所述第一冷镶嵌料,得到第一凝固件;
15、将所述第一凝固件悬挂于所述第二样品制备组件的活动件,并使所述第一凝固件至少部分位于所述第二样品制备组件的模具内;
16、调整所述第一凝固件的长度延伸方向与所述模具的高度延伸方向的平行度;
17、向所述模具内加入第二冷镶嵌料;
18、脱模取下所述第二冷镶嵌料,得到第二凝固件;
19、其中,所述第一凝固件包括第一凝固块和焊丝,所述焊丝被包覆固定于所述第一凝固块内,且所述焊丝的长度延伸方向与所述第一凝固块的长度延伸方向相同;所述第二凝固件包括第二凝固块和所述第一凝固件,所述第一凝固件至少部分被包覆固定于所述第二凝固块内,且所述焊丝的长度延伸方向与所述第二凝固块的长度延伸方向相同。
20、在一些实施例中,所述向所述容纳腔添加入第一冷镶嵌料之前,还包括:
21、通过密封件对所述第一固定件进行密封;
22、向所述容纳腔内添加入脱模剂;
23、所述脱模取下所述第一冷镶嵌料,得到第一凝固件,包括:
24、待所述第一冷镶嵌料固化后;
25、剪断所述焊丝未被所述第一冷镶嵌料包覆的部分;
26、使固化后的所述第一冷镶嵌料脱离出所述容纳腔,得到所述第一凝固件。
27、在一些实施例中,所述调整所述第一凝固件的长度延伸方向与所述模具的高度延伸方向的平行度,包括:
28、调整所述第二样品制备组件的校准件的刻度线与所述第二样品制备组件的标识件宽度延伸线的重合度;
29、调整所述第一凝固件的宽度延伸线与所述校准件的刻度线的重合度。
30、在一些实施例中,所述脱模取下所述第二冷镶嵌料,得到第二凝固件之后,包括:
31、去除所述第一凝固件伸出于所述第二凝固块的部分,得到第三凝固件;
32、对所述第三凝固件进行打磨、抛光,得到待检测焊丝样品。
33、本申请公开了一种光伏焊带样品制备装置,包括第一样品制备组件和第二样品制备组件,所述第一样品制备组件用于制备第一凝固件,所述第一样品制备组件包括主体和第一固定件,所述第一固定件设置于所述主体的两端,与所述主体围合形成容纳腔,且所述第一固定件用于固定焊丝的端部,所述第二样品制备组件用于基于所述第一凝固件制备第二凝固件。本申请通过第一样品制备组件对焊丝进行排列与固定,通过第二样品制备组件对焊丝和模具的相对角度进行调节,从而保证了焊丝与模具的垂直度,进而防止了焊丝样品的测量数据与真实情况偏差较大,提升了测量焊丝锡层厚度的准确性。
技术特征:
1.一种光伏焊带样品制备装置,其特征在于,包括:
2.根据权利要求1所述的光伏焊带样品制备装置,其特征在于,所述第一固定件设置有两个,两个所述第一固定件分别设置于所述主体的两端,且两个所述第一固定件中至少一者与所述主体可拆卸连接。
3.根据权利要求2所述的光伏焊带样品制备装置,其特征在于,每个所述第一固定件分别包括绕线板和压板,所述绕线板连接于所述主体的端部,所述压板连接于所述绕线板,以通过所述绕线板和所述压板对所述焊丝进行限位。
4.根据权利要求3所述的光伏焊带样品制备装置,其特征在于,所述绕线板和/或所述压板开设有限位槽,所述限位槽用于对所述焊丝进行限位。
5.根据权利要求1所述的光伏焊带样品制备装置,其特征在于,所述第二样品制备组件包括固定座、活动件和模具,所述活动件连接于所述固定座,所述活动件用于悬挂所述第一凝固件,所述模具设置于所述活动件的下方,用于容纳至少部分所述第一凝固件。
6.根据权利要求5所述的光伏焊带样品制备装置,其特征在于,所述第二样品制备组件还包括标识件和校准件,所述标识件设置于所述模具的侧部,所述校准件设置于所述活动件的上方,所述校准件用于基于所述标识件校准所述第一凝固件与所述模具的轴向的平行度。
7.一种光伏焊带样品制备方法,应用于光伏焊带样品制备装置,该光伏焊带样品制备装置包括第一样品制备组件和第二样品制备组件,所述第一样品制备组件包括主体和第一固定件,所述第一固定件设置于所述主体的两端,与所述主体围合形成容纳腔,其特征在于,所述光伏焊带样品制备方法包括:
8.根据权利要求7所述的光伏焊带样品制备方法,其特征在于,所述向所述容纳腔添加入第一冷镶嵌料之前,还包括:
9.根据权利要求8所述的光伏焊带样品制备方法,其特征在于,所述调整所述第一凝固件的长度延伸方向与所述模具的高度延伸方向的平dd230751i
10.根据权利要求9所述的光伏焊带样品制备方法,其特征在于,所述脱模取下所述第二冷镶嵌料,得到第二凝固件之后,包括:
技术总结
本申请公开了一种光伏焊带样品制备装置及光伏焊带样品制备方法,该光伏焊带样品制备装置包括第一样品制备组件和第二样品制备组件,所述第一样品制备组件用于制备第一凝固件,所述第一样品制备组件包括主体和第一固定件,所述第一固定件设置于所述主体的两端,与所述主体围合形成容纳腔,且所述第一固定件用于固定焊丝的端部,所述第二样品制备组件用于基于所述第一凝固件制备第二凝固件。本申请通过第一样品制备组件对焊丝进行排列与固定,通过第二样品制备组件对焊丝和模具的相对角度进行调节,从而保证了焊丝与模具的垂直度,进而防止了焊丝样品的测量数据与真实情况偏差较大,提升了测量焊丝锡层厚度的准确性。
技术研发人员:陶武松,闫明实,刘俊辉,王军庆
受保护的技术使用者:浙江晶科能源有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!