新能源电池外壳覆膜状况的检测方法与流程
本发明涉及电池覆膜,更具体地说,它涉及一种新能源电池外壳覆膜状况的检测方法。
背景技术:
1、绝缘膜是能够保证良好电绝缘性的薄膜,保护电池外壳之间直接接触,防止漏电与高压击穿风险。
2、电池贴完绝缘膜后,如果表面有气泡、褶皱、异物等会导致绝缘性能下降,影响到车辆安全性。电池工厂现有主要靠操作员人工检查,效率较低,人员成本较高,电池产量大,通常需要好几个人一起检查,人员成本较高。操作工在交接班、新人上岗、夜班生产时会出现一定的漏检率。人员取放电池时,误操作也会对电池表面造成一定损害,有时候还会出现电池短路打火等安全隐患。
3、因此需要提出一种新的方案来解决这个问题。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种新能源电池外壳覆膜状况的检测方法,通过结构的设置达到降低漏检率的目的。
2、本发明的上述技术目的是通过以下技术方案得以实现的:一种新能源电池外壳覆膜状况的检测方法,包括,s1,将待检测产品利用机械臂运输到工位一上,工位一上设置有两个检测平台,检测平台上设置有用于固定待检测产品的工装夹具,将待检测产品竖直夹持,在工位一的一侧设置有两个相机,利用伺服模组带动两个相机同时横移,对待检测产品的大面进行检测;
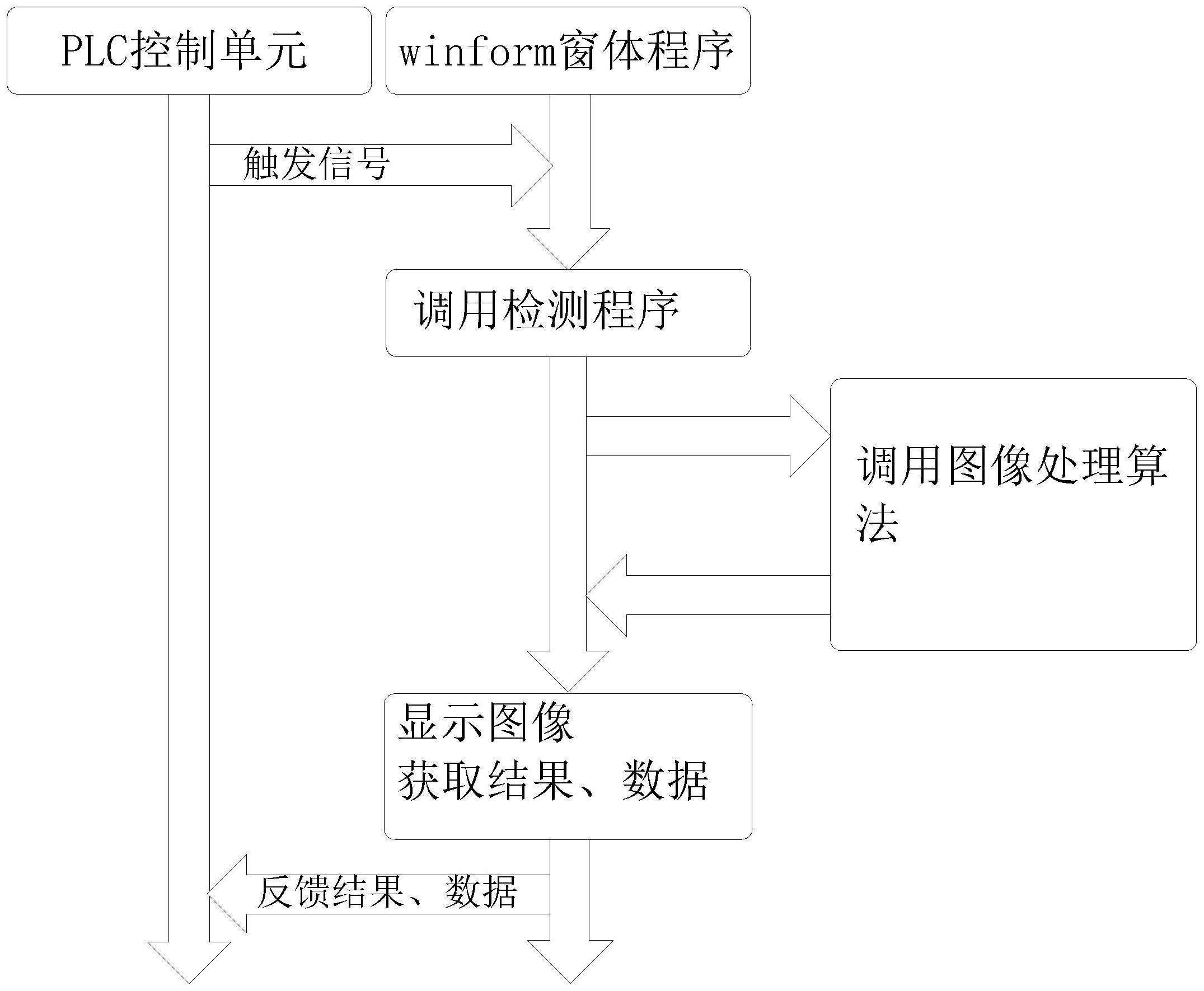
3、s2,将信号输送到电脑上的wi nform窗体程序,调用检测程序,调用图像处理算法,将算法结果输出,显示图像,获取结果和数据,反馈结果和数据至plc控制单元,将反馈结果和数据分为合格品和不良品;
4、s3,将合格品检测完一面后,检测平台旋转180度,对待检测产品的另一个大面进行检测,重复完成s2的步骤,结果和数据进行累计,plc控制单元检测到不良品,将不良品通过机械臂放入到废品箱内;
5、s4,将检测平台旋转180度回正,利用机械臂抓取合格品运输至工位二,工位二上也设置有两个检测平台,检测平台上也设置有工装夹具,将待检测产品水平夹持,在工位二的两侧均设置有相机,利用伺服模组带动相机横移,对待检测产品的两侧面进行检测,重复进行s2的操作,结果和数据进行累计,将不良品通过机械臂放入到废品箱内;
6、s5,反馈结果仍为合格品,将检测平台旋转90度,利用伺服模组将相机再次横移,对待检测产品的顶、底面进行检测,重复进行s2的操作,结果和数据进行累计,将不良品通过机械臂放入到废品箱内;
7、s6,反馈结果仍为合格品,检测平台旋转90度回正,机械臂将最终合格品抓取至下一个检测项目中,完成整体产品覆膜状态的检测。
8、本发明进一步设置为:所述图像处理算法包括,调用相机sdk,设置相机参数,sdk取像,获取深度图,初步预处理,3d算法拟和平面,用实际平面减去拟合后的平面,工具检测低于设定高度的区域,分割区域,预处理区域,获取满足设定条件的区域,提取区域的面积、长宽信息,对区域二次筛选,逻辑处理,判断是否ok,整合图形,输出图像,输出数据结果。
9、本发明进一步设置为:所述相机的曝光调整至100微秒,且采用间隔为5。
10、本发明进一步设置为:所述区域内设定的深度超过0.2mm的算气泡,长2mm且宽度1mm以上的算褶皱。
11、本发明进一步设置为:所述气泡数量累计不超过5个定位合格品,单个所述气泡大小超出2mm*2mm则直接被定为不良品。
12、本发明进一步设置为:所述褶皱数量累计不超过2个定位合格品。
13、综上所述,本发明具有以下有益效果:
14、该方式能实现检测电池包膜外观缺陷检测的自动化检测,提高生产效率,降低企业用人成本。相比于原有的人工检测,人工检测每分钟3pcs左右,该机构单套设备每分钟8pcs,漏检率由5%降低到1%,且该检测方法能够更加精准的判断电池包膜上的疵点数量,由于其电池包膜上如若只有少量的小气泡的话,其不会影响整体电池的正常使用,如若将这些淘汰重新包膜,严重影响了工作效率,且也会造成资源浪费,所以人工在判断何为不良品时不仅要观察有无气泡,还要对气泡数量进行测算,从而保证不会出现浪费。
技术特征:
1.一种新能源电池外壳覆膜状况的检测方法,其特征在于:包括,s1,将待检测产品利用机械臂运输到工位一(1)上,工位一(1)上设置有两个检测平台,检测平台上设置有用于固定待检测产品的工装夹具,将待检测产品竖直夹持,在工位一(1)的一侧设置有两个相机(2),利用伺服模组带动两个相机(2)同时横移,对待检测产品的大面进行检测;
2.根据权利要求1所述的新能源电池外壳覆膜状况的检测方法,其特征在于:所述图像处理算法包括,调用相机sdk,设置相机参数,sdk取像,获取深度图,初步预处理,3d算法拟和平面,用实际平面减去拟合后的平面,工具检测低于设定高度的区域,分割区域,预处理区域,获取满足设定条件的区域,提取区域的面积、长宽信息,对区域二次筛选,逻辑处理,判断是否ok,整合图形,输出图像,输出数据结果。
3.根据权利要求2所述的新能源电池外壳覆膜状况的检测方法,其特征在于:所述相机(2)的曝光调整至100微秒,且采样间隔为5。
4.根据权利要求3所述的新能源电池外壳覆膜状况的检测方法,其特征在于:所述区域内设定的深度超过0.2mm的算气泡,长2mm且宽度1mm以上的算褶皱。
5.根据权利要求4所述的新能源电池外壳覆膜状况的检测方法,其特征在于:所述气泡数量累计不超过5个定位合格品,单个所述气泡大小超出2mm*2mm则直接被定为不良品。
6.根据权利要求4所述的新能源电池外壳覆膜状况的检测方法,其特征在于:所述褶皱数量累计不超过2个定位合格品。
技术总结
本发明公开了一种新能源电池外壳覆膜状况的检测方法,涉及电池覆膜技术领域,旨在解决人工漏检率较高的问题,其技术方案要点是:S1,将待检测产品利用机械臂运输到工位一上,工位一上设置有两个检测平台,检测平台上设置有用于固定待检测产品的工装夹具,将待检测产品竖直夹持,在工位一的一侧设置有两个相机,利用伺服模组带动两个相机同时横移,对待检测产品的大面进行检测;S2,将信号输送到电脑上的winform窗体程序,调用检测程序,调用图像处理算法,将算法结果输出,显示图像,获取结果和数据,反馈结果和数据至PLC控制单元,将反馈结果和数据输出。本发明的新能源通过精确的检测算法,保证了整体检测的漏检率,从而提高了工作效率。
技术研发人员:孙浩
受保护的技术使用者:苏州凯尔达智能技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!