一种T型焊缝未焊透缺陷高度超声波测定工艺的制作方法
本发明涉及无损检测领域,尤其涉及一种腹板厚度为8~30mm的t型焊缝未焊透缺陷高度超声波测定工艺。
背景技术:
1、t型焊缝常见于水工闸门、起重机、楼房建筑等制造工程中,起到连接腹板和翼板的作用,其用途仅次于对接焊缝,是钢结构的重要组成部分。按照焊缝的熔深分类,t型焊缝可分为全熔透t型焊缝和部分熔透t型焊缝。部分钢结构的设计要求中,允许t型焊缝存在一定深度的未焊透缺欠,但超过允许值即视为不合格焊缝,这就需要对未焊透高度进行准确测量。
2、目前,测量t型焊缝未焊透高度时多采用超声波脉冲反射法,利用未焊透上下端点的最大反射回波位置确定未焊透高度,但这种方法一般需要探头依次在腹板和翼板上扫查,而且上下端点不一定都有反射回波,所以这种方法操作不便、成功率低,结果不精确。
技术实现思路
1、本发明为解决现有技术中存在的不足,提供一种t型焊缝未焊透缺陷高度超声波测定工艺,此工艺利用超声横波端点衍射法测定t型焊缝未焊透缺陷高度,简化超声波测定t型焊缝未焊透高度操作步骤,保证测量精度。
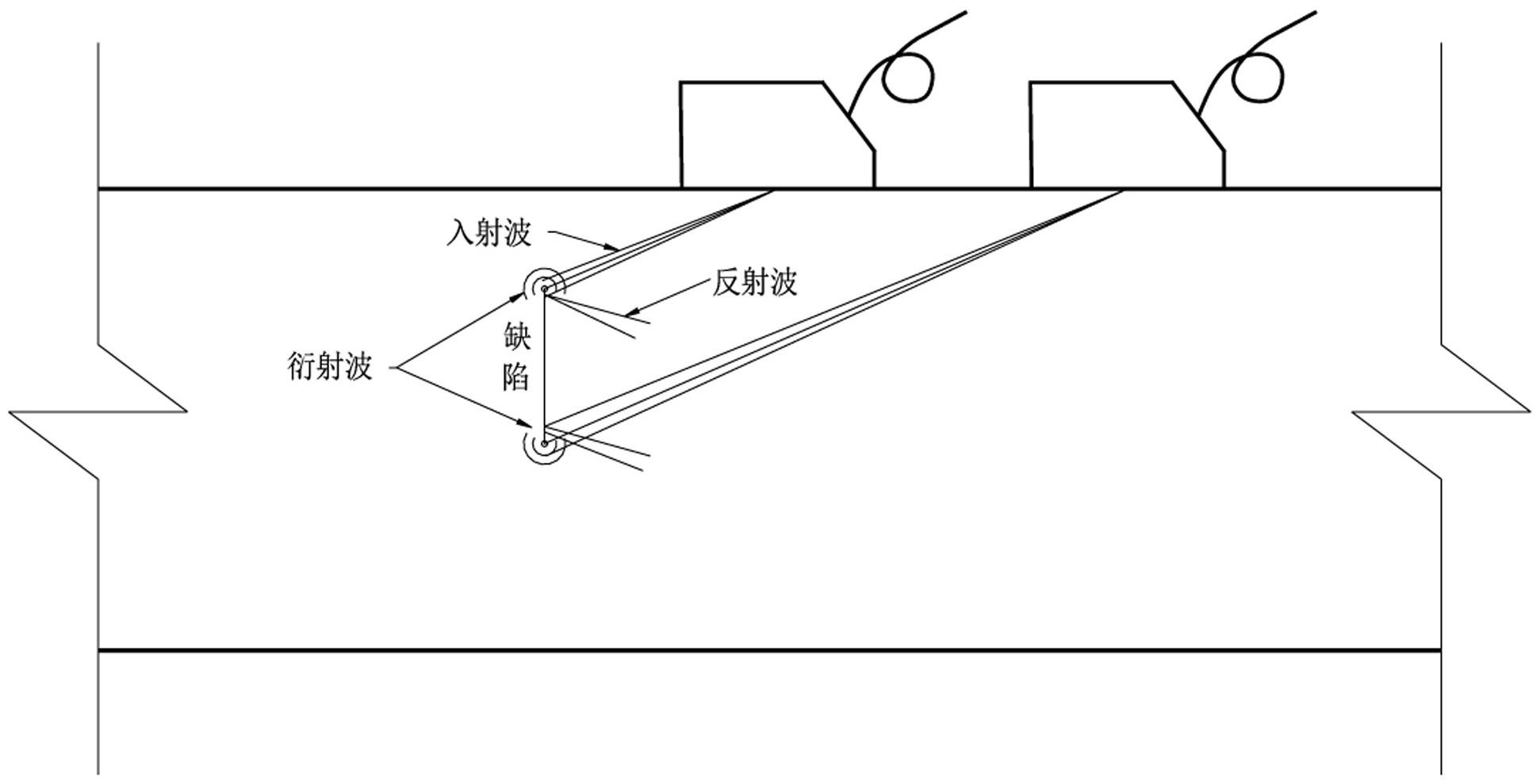
2、为了实现上述的技术特征,本发明的目的是这样实现的:一种t型焊缝未焊透缺陷高度超声波测定工艺,基于超声波能量作用于缺陷时,会在缺陷尖端发生衍射,而且无论超声波声束垂直于缺陷表面或平行于缺陷表面,缺陷尖端都会产生衍射波,通过接收和识别缺陷上下尖端的衍射波的位置,进而达到测定缺陷高度的目的。
3、优选的,一种t型焊缝未焊透缺陷高度超声波测定工艺,包括以下步骤:
4、步骤一:选择满足检测标准要求的a型脉冲反射式超声波检测仪;
5、步骤二:选择超声探头,根据待检测工件的腹板厚度要求选用k值和标称频率f;
6、步骤三:选用不损伤待检测工件表面的耦合剂;
7、步骤四:根据待检测工件所要求的检测标准,校准灵敏度,并制作dac曲线;
8、步骤五:清理待检测工件表面,使其满足检测标准中的要求;
9、步骤六:采用超声探头沿着待检测工件的t型焊缝腹板一侧进行扫查检测,并根据检测数据得到缺陷高度。
10、所述步骤二中所选取的k值为k1~k2.5,对应选取的标称频率f值为2.5mhz~5mhz。
11、优选的,在于t型焊缝未焊透缺陷端点产生衍射波所使用波束,包括直射波束和一次反射波束。
12、优选的,所述步骤六中具体扫查检测过程中:
13、对于t型焊缝单边未焊透缺陷,超声探头放置在腹板一侧,将声束轴线对准角镜,记录最高角镜回波指示深度为 h 0,使最高角镜回波高度为显示屏满刻度的80%,提高灵敏度15db~25db,超声探头沿靠近未焊透方向探测,当声束轴线完全离开未焊透端点的第一个峰值回波,即是直射波产生的端点衍射波,记录此时衍射波的深度为 h 1,此时,未焊透高度 △h= h 0- h 1;探头沿远离未焊透方向探测,当声束轴线经过底面反射并完全离开未焊透端点的第一个峰值回波,即是一次反射波产生的端点衍射波,记录此时衍射波的深度为 h 2,此时,未焊透高度 △h= h 2- h 0。
14、优选的,所述步骤六中具体扫查检测过程中:
15、对于t型焊缝中部未焊透缺陷,超声探头放置在腹板一侧扫查缺陷,当发现未焊透上端点直射回波时,使回波高度为显示屏满刻度的80%,提高灵敏度15db~25db,再向前和向后微动探头使上端点前毗邻出现第一个峰值回波,即为直射波在上端点产生的衍射波,记录衍射波指示深度为 h 1r,若向前和向后移动探头均能明显发现第一个峰值回波,需记录距离端点直射回波更远的峰值回波若指示深度;若向前和向后移动探头均不能明显发现第一个峰值回波,则表示端点直射回波与端点衍射回波重合,此时记录端点直射波峰值指示深度即可;当发现未焊透下端点直射回波时,使回波高度为显示屏满刻度的80%,提高灵敏度15db~25db,再向后微动探头使下端点后毗邻出现第一个峰值回波,即为直射波在下端点产生的衍射波,记录衍射波指示深度为 h 2r;此时,中部未焊透高度 △h 中= h 2r- h 1r;当发现未焊透上端点一次反射波回波时,使回波高度为显示屏满刻度的80%,提高灵敏度15db~25db,再向后微动探头使上端点后毗邻出现第一个峰值回波,即为一次反射波在上端点产生的衍射波,记录衍射波指示深度 h 1t;当发现未焊透下端点一次反射波回波时,使回波高度为显示屏满刻度的80%,提高灵敏度15db~25db,再向前后微动探头使下端点前毗邻出现第一个峰值回波,即为一次反射波在下端点产生的衍射波,记录衍射波指示深度为 h 2t;此时,未焊透高度 △h 中= h 1t- h 2t。
16、优选的,未焊透高度 △h 中还可以利用 △h 中= h 1t+ h 2r-2 t公式计算,其中 t为腹板厚度。
17、本发明有如下有益效果:
18、本发明将超声波衍射法测内部缺陷高度的方法运用到t型焊缝的未焊透缺陷高度的测定中,只需使用单斜探头在腹板一侧扫查即可实现t型焊缝未焊透缺陷高度的测量,操作简单,精度较高。
技术特征:
1.一种t型焊缝未焊透缺陷高度超声波测定工艺,其特征在于,基于超声波能量作用于缺陷时,会在缺陷尖端发生衍射,而且无论超声波声束垂直于缺陷表面或平行于缺陷表面,缺陷尖端都会产生衍射波,通过接收和识别缺陷上下尖端的衍射波的位置,进而达到测定缺陷高度的目的。
2.根据权利要求1所述的一种t型焊缝未焊透缺陷高度超声波测定工艺,其特征在于,包括以下步骤:
3.根据权利要求2所述的一种t型焊缝未焊透缺陷高度超声波测定工艺,其特征在于:所述步骤二中所选取的k值为k1~k2.5,对应选取的标称频率f值为2.5mhz~5mhz。
4.根据权利要求2所述的一种t型焊缝未焊透缺陷高度超声波测定工艺,其特征在于,t型焊缝未焊透缺陷端点产生衍射波所使用波束,包括直射波束和一次反射波束。
5.根据权利要求4所述的一种t型焊缝未焊透缺陷高度超声波测定工艺,其特征在于,所述步骤六中具体扫查检测过程中:
6.根据权利要求4所述的一种t型焊缝未焊透缺陷高度超声波测定工艺,其特征在于,所述步骤六中具体扫查检测过程中:
7.根据权利要求6所述的一种t型焊缝未焊透缺陷高度超声波测定工艺,其特征在于,未焊透高度△h中还可以利用△h中=h1t+h2r-2t公式计算,其中t为腹板厚度。
技术总结
本发明公开了一种T型焊缝未焊透缺陷高度超声波测定工艺,基于超声波能量作用于缺陷时,会在缺陷尖端发生衍射,而且无论超声波声束垂直于缺陷表面或平行于缺陷表面,缺陷尖端都会产生衍射波,通过接收和识别缺陷上下尖端的衍射波的位置,进而达到测定缺陷高度的目的。此工艺利用超声横波端点衍射法测定T型焊缝未焊透缺陷高度,简化超声波测定T型焊缝未焊透高度操作步骤,保证测量精度。
技术研发人员:黄自德,殷学成,瞿冠生,李婷,许超,蔡正洪,孟磊,李智群,周兵,余鹏林
受保护的技术使用者:长江三峡技术经济发展有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!