一种钢弹簧表面缺陷识别装置、系统及方法与流程
本申请涉及钢弹簧探伤,特别涉及一种钢弹簧表面缺陷识别装置、系统及方法。
背景技术:
1、磁粉探伤是利用铁磁性材料被磁化后,由于不连续的存在,使工件表面和近表面的磁力线发生局部畸变而产生漏磁场(即磁感应线离开和进入表面时形成的磁场)吸附施加在工件表面的磁粉,形成在合适光照下目视可见的磁痕,从而显示出不连续性的位置、形状和大小。
2、目前,铁路客车转向架钢弹簧探伤采用多功能弹簧磁粉探伤机进行,探伤流程为:弹簧运至磁化区→喷洒磁悬液→弹簧磁化→机械手将弹簧运至观察区→弹簧进行退磁。在将弹簧运至观察区后,需要由探伤人员手持紫外线荧光灯,人工对弹簧外侧、内侧表面进行照射并完成磁痕检查。上述方式存在缺陷,比如人工钢弹簧荧光磁粉检查质量不稳定,人工钢弹簧荧光磁粉劳动强度大。
技术实现思路
1、本申请的目的是提供一种钢弹簧表面缺陷识别装置,基于机器视觉对钢弹簧进行自动扫描和缺陷识别,克服人工检查的缺陷,降低劳动强度,提高钢弹簧检修质量和检修生产效率。本申请的另一目的是提供一种包括钢弹簧表面缺陷识别装置的钢弹簧表面缺陷识别系统,及应用于钢弹簧表面缺陷识别系统的钢弹簧表面缺陷识别方法。
2、为实现上述目的,本申请提供一种钢弹簧表面缺陷识别装置,包括:
3、机器视觉机构,用于对钢弹簧进行自动扫描和缺陷识别;
4、运动机构,与所述机器视觉机构和/或钢弹簧安装连接,用于驱使二者中的任意一者运动或二者均运动、以实现所述机器视觉机构对钢弹簧的不同区域位置的扫描识别;
5、控制机构,与所述运动机构控制连接,用于控制所述运动机构的运动动作。
6、在一些实施例中,所述运动机构包括第一子机构,所述第一子机构与所述机器视觉机构安装连接,用于带动所述机器视觉机构相对钢弹簧运动。
7、在一些实施例中,所述第一子机构带动所述机器视觉机构相对钢弹簧运动的位置包括钢弹簧的外部和内部,所述机器视觉机构用于在其位于钢弹簧外部时扫描识别钢弹簧的外表面、在其位于钢弹簧内部时扫描识别钢弹簧的内表面。
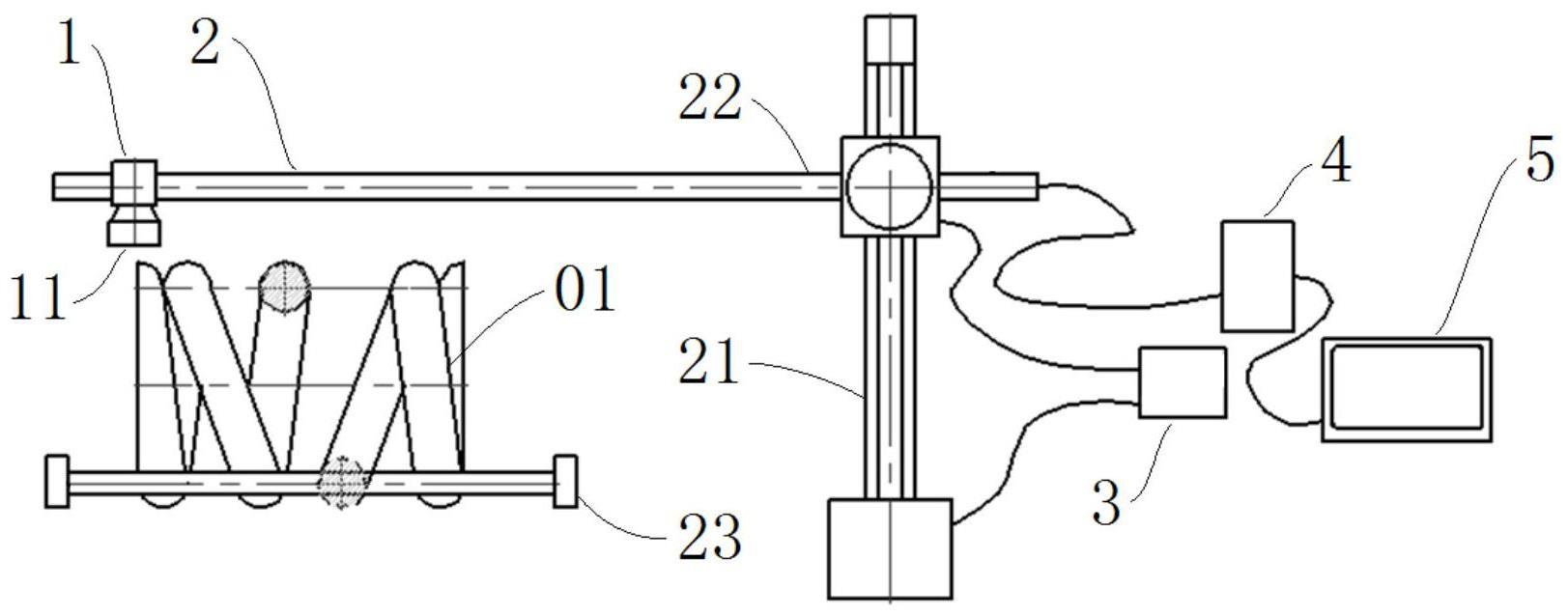
8、在一些实施例中,所述第一子机构包括水平移动组件和垂直移动组件,所述垂直移动组件与所述水平移动组件连接,所述垂直移动组件用于带动所述水平移动组件竖向移动,所述水平移动组件与所述机器视觉机构连接,所述水平移动组件用于带动所述机器视觉机构横向移动。
9、在一些实施例中,所述运动机构包括第二子机构,所述第二子机构用于带动钢弹簧旋转、以实现所述机器视觉机构对钢弹簧的簧条的连续性扫描识别。
10、在一些实施例中,所述第二子机构包括转动组件,所述转动组件支撑钢弹簧,所述转动组件用于带动钢弹簧绕其中心轴线旋转。
11、在一些实施例中,所述机器视觉机构包括图像摄取组件和图像处理组件,所述图像摄取组件与所述运动机构安装连接,所述图像摄取组件用于对钢弹簧进行自动扫描,所述图像处理组件与所述图像摄取组件连接,所述图像处理组件用于根据扫描信息进行缺陷识别。
12、在一些实施例中,所述图像摄取组件包括成对设置的紫外线荧光灯以及设置在所述紫外线荧光灯之间的ccd摄像机。
13、本申请还提供了一种钢弹簧表面缺陷识别系统,包括磁粉探伤机和上述钢弹簧表面缺陷识别装置,所述钢弹簧表面缺陷识别装置用于在所述磁粉探伤机的钢弹簧观察区对钢弹簧进行自动扫描和缺陷识别。
14、本申请还提供了一种钢弹簧表面缺陷识别方法,应用于上述钢弹簧表面缺陷识别系统,包括:
15、将钢弹簧运至钢弹簧磁化区,在钢弹簧磁化区对钢弹簧进行磁悬液的喷洒和磁化;
16、将磁化后的钢弹簧运至钢弹簧观察区,在钢弹簧观察区对钢弹簧进行基于机器视觉的自动扫描和缺陷识别;
17、得到钢弹簧的缺陷识别结果,对钢弹簧进行退磁,完成对钢弹簧的缺陷识别。
18、相对于上述背景技术,本申请所提供的钢弹簧表面缺陷识别装置包括机器视觉机构、运动机构和控制机构;机器视觉机构用于对钢弹簧进行自动扫描和缺陷识别,运动机构与机器视觉机构和/或钢弹簧安装连接,用于驱使二者中的任意一者运动或二者均运动、以实现机器视觉机构对钢弹簧的不同区域位置的扫描识别;控制机构与运动机构控制连接,用于控制运动机构的运动动作。
19、在该钢弹簧表面缺陷识别装置的使用过程中,控制机构对运动机构的运动动作进行控制;运动机构根据控制机构的控制,产生运动动作,驱使机器视觉机构与钢弹簧二者中的任意一者或二者运动;机器视觉机构对钢弹簧进行自动扫描和缺陷识别,并且由于机器视觉机构与钢弹簧的一者或二者运动,二者产生位置变化,使机器视觉机构得以满足对钢弹簧的不同区域位置进行扫描识别。该钢弹簧表面缺陷识别装置基于机器视觉对钢弹簧进行自动扫描和缺陷识别,克服人工检查的缺陷,降低劳动强度,提高钢弹簧检修质量和检修生产效率。
技术特征:
1.一种钢弹簧表面缺陷识别装置,其特征在于,包括:
2.根据权利要求1所述的钢弹簧表面缺陷识别装置,其特征在于,所述运动机构包括第一子机构,所述第一子机构与所述机器视觉机构安装连接,用于带动所述机器视觉机构相对钢弹簧运动。
3.根据权利要求2所述的钢弹簧表面缺陷识别装置,其特征在于,所述第一子机构带动所述机器视觉机构相对钢弹簧运动的位置包括钢弹簧的外部和内部,所述机器视觉机构用于在其位于钢弹簧外部时扫描识别钢弹簧的外表面、在其位于钢弹簧内部时扫描识别钢弹簧的内表面。
4.根据权利要求2所述的钢弹簧表面缺陷识别装置,其特征在于,所述第一子机构包括水平移动组件和垂直移动组件,所述垂直移动组件与所述水平移动组件连接,所述垂直移动组件用于带动所述水平移动组件竖向移动,所述水平移动组件与所述机器视觉机构连接,所述水平移动组件用于带动所述机器视觉机构横向移动。
5.根据权利要求1所述的钢弹簧表面缺陷识别装置,其特征在于,所述运动机构包括第二子机构,所述第二子机构用于带动钢弹簧旋转、以实现所述机器视觉机构对钢弹簧的簧条的连续性扫描识别。
6.根据权利要求5所述的钢弹簧表面缺陷识别装置,其特征在于,所述第二子机构包括转动组件,所述转动组件支撑钢弹簧,所述转动组件用于带动钢弹簧绕其中心轴线旋转。
7.根据权利要求1所述的钢弹簧表面缺陷识别装置,其特征在于,所述机器视觉机构包括图像摄取组件和图像处理组件,所述图像摄取组件与所述运动机构安装连接,所述图像摄取组件用于对钢弹簧进行自动扫描,所述图像处理组件与所述图像摄取组件连接,所述图像处理组件用于根据扫描信息进行缺陷识别。
8.根据权利要求7所述的钢弹簧表面缺陷识别装置,其特征在于,所述图像摄取组件包括成对设置的紫外线荧光灯以及设置在所述紫外线荧光灯之间的ccd摄像机。
9.一种钢弹簧表面缺陷识别系统,其特征在于,包括磁粉探伤机和如权利要求1至8任一项所述的钢弹簧表面缺陷识别装置,所述钢弹簧表面缺陷识别装置用于在所述磁粉探伤机的钢弹簧观察区对钢弹簧进行自动扫描和缺陷识别。
10.一种钢弹簧表面缺陷识别方法,其特征在于,应用于如权利要求9所述的钢弹簧表面缺陷识别系统,包括:
技术总结
本申请公开了一种钢弹簧表面缺陷识别装置、系统及方法,钢弹簧表面缺陷识别装置包括机器视觉机构、运动机构和控制机构,机器视觉机构用于对钢弹簧进行自动扫描和缺陷识别,运动机构与所述机器视觉机构和/或钢弹簧安装连接,用于驱使二者中的任意一者运动或二者均运动、以实现所述机器视觉机构对钢弹簧的不同区域位置的扫描识别,控制机构与所述运动机构控制连接,用于控制所述运动机构的运动动作。上述钢弹簧表面缺陷识别装置基于机器视觉对钢弹簧进行自动扫描和缺陷识别,克服人工检查的缺陷,降低劳动强度,提高钢弹簧检修质量和检修生产效率。
技术研发人员:刘柏林,吴小兵,瞿红新,王海玲
受保护的技术使用者:中车成都机车车辆有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!