一种用于联轴器轴瓦的调整方法与流程
本发明属于机电设备安装,尤其涉及一种联轴器轴瓦的调整方法。
背景技术:
1、联轴器,又称联轴节,属于机械传动零部件,用来联接不同机构中的两根轴,即主动轴和从动轴,使之共同旋转并传递扭矩的机械零件。在火力发电厂中,每隔几年就会进行以此汽轮机组的大型检修和维护,这个过程中需要对多个联轴器进行解体和恢复。这项工作极为重要,若无法保证复位后联轴器和其他零件之间同轴度的精度,联轴器上会产生较大的应力,从而影响严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台汽轮发电机的振动等。轴瓦是用于承载转子(调整轴)的半圆周型器件,在联轴器恢复过程中,一般通过轴瓦的外周面上安装的左垫铁、右垫铁、下垫铁来调整联轴器和转子之间的同轴度。
2、由于火电厂内联轴器的尺寸较大,调整轴上具有前后两个轴瓦,这种情况很难根据小型联轴器的调整方法进行调整。目前,火电厂内的大型联轴器通常依赖有经验的技术人员的个人经验来在初步调整之后根据百分表等偏径测量工具进行反复的微调和测量,期间需要频繁增减两个轴瓦上共六个垫铁的厚度,从而实现联轴器的精确复位。这种方法不仅耗时耗力,而且对技术人员具有一定的要求,不利于火电厂检修工作的正常开展。
技术实现思路
1、为了解决背景技术中所述的现有大型联轴器精确复位的过程中耗时耗力,且对技术人员具有一定要求,不利于火电厂检修工作正常开展的问题,本发明提出了如下技术方案:
2、一种用于联轴器轴瓦的调整方法,包括:
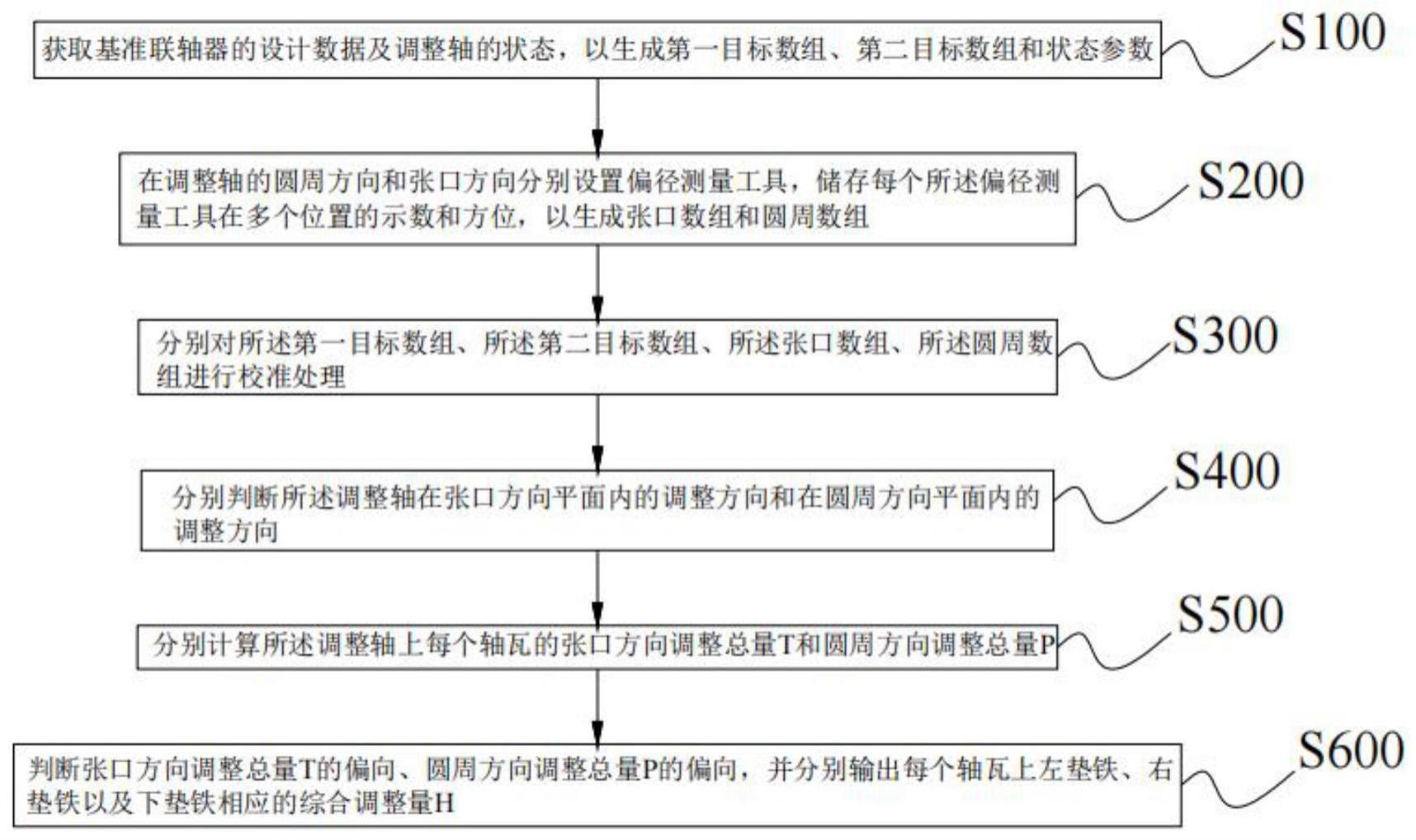
3、获取基准联轴器的设计数据及调整轴的状态,以生成第一目标数组、第二目标数组和状态参数;
4、在调整轴的圆周方向和张口方向分别设置偏径测量工具,储存每个所述偏径测量工具在多个位置的示数和方位,以生成张口数组和圆周数组;
5、分别对所述第一目标数组、所述第二目标数组、所述张口数组、所述圆周数组进行校准处理;
6、分别判断所述调整轴在张口方向平面内的调整方向和在圆周方向平面内的调整方向;
7、分别计算所述调整轴上每个轴瓦的张口方向调整总量t和圆周方向调整总量p;
8、判断张口方向调整总量t的偏向、圆周方向调整总量p的偏向,并分别输出每个轴瓦上左垫铁、右垫铁以及下垫铁相应的综合调整量h。
9、其中,所述张口数组的元素均为所述调整轴每转动90°时圆周方向设置的所述偏径测量工具的示数值和相应的方位所组成的向量;所述圆周数组的元素均为所述调整轴每转动90°时张口方向设置的所述偏径测量工具的示数值和相应的方位组成的向量。
10、进一步地,所述目标数组包括:所述基准联轴器上与所述偏径测量工具相同测试位置处的偏径值和相应的方位;所述状态参数包括:每个轴瓦的偏向角a、所述基准联轴器的直径d、所述基准联轴器端面与每个轴瓦之间的间距l。
11、进一步地,所述校准处理包括:将第一元素和第三元素相加形成竖直差向量;
12、将第二元素和第四元素相加形成水平差向量;
13、将所述第一元素和所述第三元素之一重置为零向量,所述第一元素和所述第三元素之另一重置为竖直差向量;
14、将所述第二元素和所述第四元素之一重置为零向量,所述第一元素和所述第三元素之另一重置为水平差向量。
15、进一步地,每个平面内的所述调整方向均包括竖直方向和水平方向;在所述张口方向平面内,当所述第一目标数组和所述张口数组在同一方向上的偏向相同时,则所述调整轴的调整方向的偏向根据校准处理后同一方向上的所述第二目标数组元素的模值和所述圆周数组元素的模值大小判定;当所述第一目标数组和所述圆周数组在同一方向上的偏向不同时,则所述调整轴的调整方向为所述圆周数组的偏向。
16、进一步地,在圆周方向平面内,当所述第二目标数组和所述圆周数组在同一方向上的偏向相同时,则所述调整轴的调整方向根据校准处理后同一方向上的所述第二目标数组元素的模值和所述圆周数组元素的模值大小判定;当所述第一目标数组和所述圆周数组在同一方向上的偏向不同时,则所述调整轴的调整方向为第一目标数组的偏向。
17、进一步地,圆周方向设置的所述偏径测量工具在获取示数时,需要进行均值化处理,以消除转动偏差。
18、进一步地,在获取每个所述轴瓦的张口方向调整总量t前,需要对所述目标数组和所述圆周数组内同方位的元素进行运算,从而获取竖直偏差量j和水平偏差量k;在获取每个所述轴瓦的圆周方向调整总量p之前,需要对所述目标数组和所述圆周数组内同方位的元素进行运算,从而获得竖直间距δx和水平间距δy。
19、进一步地,所述张口方向调整总量t通过:得出,所述圆周方向调整总量p通过:得出;其中,n和m均由所述调整方向相应的分量得出。
20、进一步地,每块所述垫铁的综合调整量h包括竖直分量h1和水平分量h2;其中,所述左垫铁或所述右垫铁的竖直调整量h1通过比例公式:h1=(p+t)×cosθ得出;所述左垫铁或所述右垫铁的水平调整量h2通过比例公式:h2=(p+t)×sinθ得出;所述下垫铁的综合调整量h由h=p+t得出。
21、有益效果:本发明通过以方位和相应方位处的偏径值的形式组成反映基准联轴器和调整轴在张口和圆周两个平面之间偏差的张口数组和圆周数组,再以基准联轴器的设计数据为基准,对各数组内元素进行相应的运算处理,由此快速得出调整方向以及每个轴瓦的厚度调整量。
技术特征:
1.一种用于联轴器轴瓦的调整方法,其特征在于,所述调整方法包括:
2.根据权利要求1中所述的一种用于联轴器轴瓦的调整方法,其特征在于,所述张口数组的元素均为所述调整轴每转动90°时圆周方向设置的所述偏径测量工具的示数值和相应的方位所组成的向量;所述圆周数组的元素均为所述调整轴每转动90°时张口方向设置的所述偏径测量工具的示数值和相应的方位组成的向量。
3.根据权利要求2中所述的一种用于联轴器轴瓦的调整方法,其特征在于,所述目标数组包括:所述基准联轴器上与所述偏径测量工具相同测试位置处的偏径值和相应的方位;所述状态参数包括:每个轴瓦的偏向角θ、所述基准联轴器的直径d、所述基准联轴器端面与每个轴瓦之间的间距l。
4.根据权利要求3中所述的一种用于联轴器轴瓦的调整方法,其特征在于,所述校准处理包括:将第一元素和第三元素相加形成竖直差向量;
5.根据权利要求4中所述的一种用于联轴器轴瓦的调整方法,其特征在于,每个平面内的所述调整方向均包括竖直方向和水平方向;在所述张口方向平面内,当所述第一目标数组和所述张口数组在同一方向上的偏向相同时,则所述调整轴的调整方向的偏向根据校准处理后同一方向上的所述第二目标数组元素的模值和所述圆周数组元素的模值大小判定;当所述第一目标数组和所述圆周数组在同一方向上的偏向不同时,则所述调整轴的调整方向为所述圆周数组的偏向。
6.根据权利要求5中所述的一种用于联轴器轴瓦的调整方法,其特征在于,在圆周方向平面内,当所述第二目标数组和所述圆周数组在同一方向上的偏向相同时,则所述调整轴的调整方向根据校准处理后同一方向上的所述第二目标数组元素的模值和所述圆周数组元素的模值大小判定;当所述第一目标数组和所述圆周数组在同一方向上的偏向不同时,则所述调整轴的调整方向为第一目标数组的偏向。
7.根据权利要求4中所述的一种用于联轴器轴瓦的调整方法,其特征在于,圆周方向设置的所述偏径测量工具在获取示数时,需要进行均值化处理,以消除转动偏差。
8.根据权利要求4中所述的一种用于联轴器轴瓦的调整方法,其特征在于,在获取每个所述轴瓦的张口方向调整总量t前,需要对所述目标数组和所述圆周数组内同方位的元素进行运算,从而获取竖直偏差量j和水平偏差量k;在获取每个所述轴瓦的圆周方向调整总量p之前,需要对所述目标数组和所述圆周数组内同方位的元素进行运算,从而获得竖直间距δx和水平间距δy。
9.根据权利要求7中所述的一种用于联轴器轴瓦的调整方法,其特征在于,所述张口方向调整总量t通过:得出,所述圆周方向调整总量p通过:得出;其中,n和m均由所述调整方向相应的分量得出。
10.根据权利要求9中所述的一种用于联轴器轴瓦的调整方法,其特征在于,每块所述垫铁的综合调整量h包括竖直分量h1和水平分量h2;其中,所述左垫铁或所述右垫铁的竖直调整量h1通过比例公式:h1=(p+t)×cosθ得出;所述左垫铁或所述右垫铁的水平调整量h2通过比例公式:h2=(p+t)×sinθ得出;所述下垫铁的综合调整量h由h=p+t得出。
技术总结
本发明公开了一种用于联轴器轴瓦的调整方法,包括:获取基准联轴器的设计数据及调整轴的状态;在调整轴的圆周方向和张口方向分别设置偏径测量工具;分别对第一目标数组、第二目标数组、张口数组、圆周数组进行校准处理;判断调整轴的调整方向;分别计算调整轴上每个轴瓦的张口方向调整总量T和圆周方向调整总量P;输出左垫铁、右垫铁以及下垫铁相应的综合调整量H。本发明通过以方位和相应方位处的偏径值的形式组成反映基准联轴器和调整轴在张口和圆周两个平面之间偏差的张口数组和圆周数组,再以基准联轴器的设计数据为基准,对各数组内元素进行相应的运算处理,由此快速得出调整方向以及每个轴瓦的厚度调整量。
技术研发人员:彭罗涌,徐志杰,邓连俊,田飞鸿,唐转江,胡其河,谢忠富,李宛宜
受保护的技术使用者:贵州黔西中水发电有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!