一种用于主轴箱三孔同轴度测量的结构的制作方法
本发明涉及齿轮加工设备,具体涉及一种用于主轴箱三孔同轴度测量的结构。
背景技术:
1、当主轴箱体一根轴线上需要加工三个孔时,由于镗床的刀杆伸出长度有限,不可能一刀将三个孔一起镗出来,这时就需要将工作台旋转180度后再加工第3个孔。这种加工方式往往会会造成加工出来的第3个孔与其他两个孔的轴线不同心,实际使用时会导致轴的径向跳动变大,使轴承和主轴箱的使用寿命降低。所以现阶段急需一种可靠的,适合在实际生产上运用的一种用于主轴箱三孔同轴度测量的结构。
技术实现思路
1、本发明的目的在于提供一种用于主轴箱三孔同轴度测量的结构,以解决上述背景技术中提出的现阶段急需一种可靠的,适合在实际生产上运用的一种用于主轴箱三孔同轴度测量的结构的问题。
2、为实现上述目的,本发明采用了如下技术方案:
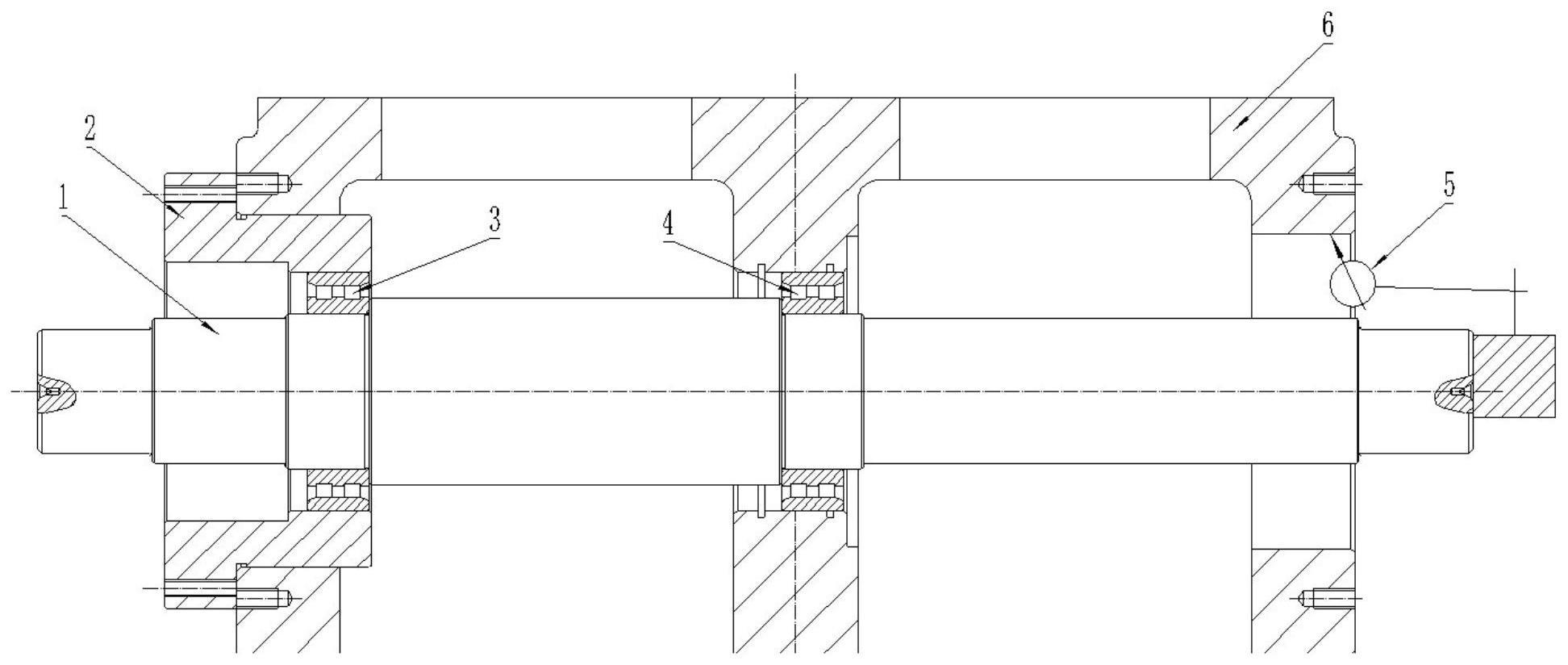
3、一种用于主轴箱三孔同轴度测量的结构,包括检测芯棒1、轴承座2、一号轴承3、二号轴承4、百分表组件5和主轴箱体6;所述检测芯棒1与所述轴承座2之间通过所述一号轴承3连接,所述检测芯棒1与所述主轴箱体6之间通过第二轴承4连接,所述轴承座2与主轴箱体6之间为间隙配合,并控制间隙为0.01mmm,所述百分表组件5安装于所述检测芯棒1的一侧端面,调整百分表支架和百分表指针使指针接触主轴箱体6第3个内孔,此时转动所述检测芯棒1,可根据百分表的读数判断主轴箱第3个孔相对主轴箱第1、第2个孔的同轴度。
4、所述主轴箱体6与所述轴承座2配合的孔位为第一个孔位,所述主轴箱体6与所述二号轴承4配合的孔位为第二个孔位。
5、所述检测芯棒1与所述轴承座2之间通过所述轴承连接,所述检测芯棒1可绕着所述轴承座2内孔转动。
6、所述检测芯棒1与所述主轴箱体6第2个内孔之间通过轴承连接,检测芯棒1可绕着主轴箱体6的第2个内孔转动。
7、所述轴承座2与主轴箱体6的第1个内孔为间隙配合,并控制间隙为0.01mmm,所述检测芯棒1的轴线与所述主轴箱体6第1个内孔和第2个内孔组合而成的公共轴线重合。
8、与现有技术相比,本发明有益效果如下:
9、本发明结构简单,生产组装使用方便,可以快速有效的检测出主轴箱体三孔之间的同轴度误差,适合在实际生产中进行运用。
技术特征:
1.一种用于主轴箱三孔同轴度测量的结构,其特征在于,包括检测芯棒(1)、轴承座(2)、一号轴承(3)、二号轴承(4)、百分表组件(5)和主轴箱体(6);所述检测芯棒(1)与所述轴承座(2)之间通过所述一号轴承(3)连接,所述检测芯棒(1)与所述主轴箱体(6)之间通过第二轴承(4)连接,所述轴承座(2)与主轴箱体(6)之间为间隙配合,并控制间隙为0.01mmm,所述百分表组件(5)安装于所述检测芯棒(1)的一侧端面。
2.根据权利要求1所述的用于主轴箱三孔同轴度测量的结构,其特征在于,所述主轴箱体(6)与所述轴承座(2)配合的孔位为第一个孔位,所述主轴箱体(6)与所述二号轴承(4)配合的孔位为第二个孔位。
3.根据权利要求1所述的用于主轴箱三孔同轴度测量的结构,其特征在于,所述检测芯棒(1)与所述轴承座(2)之间通过所述轴承连接,所述检测芯棒(1)可绕着所述轴承座(2)内孔转动。
4.根据权利要求2所述的用于主轴箱三孔同轴度测量的结构,其特征在于,所述检测芯棒(1)与所述主轴箱体(6)第2个内孔之间通过轴承连接,检测芯棒(1)可绕着主轴箱体(6)的第2个内孔转动。
5.根据权利要求3所述的用于主轴箱三孔同轴度测量的结构,其特征在于,所述轴承座(2)与主轴箱体(6)的第1个内孔为间隙配合,并控制间隙为0.01mmm,所述检测芯棒(1)的轴线与所述主轴箱体(6)第1个内孔和第2个内孔组合而成的公共轴线重合。
技术总结
本发明公开了一种用于主轴箱三孔同轴度测量的结构,包括检测芯棒、轴承座、一号轴承、二号轴承、百分表组件和主轴箱体;所述检测芯棒与所述轴承座之间通过所述一号轴承连接,所述检测芯棒与所述主轴箱体之间通过第二轴承连接,所述轴承座与主轴箱体之间为间隙配合,并控制间隙为0.01mmm,所述百分表组件安装于所述检测芯棒的一侧端面;本发明结构简单,生产组装使用方便,可以快速有效的检测出主轴箱体三孔之间的同轴度误差,适合在实际生产中进行运用。
技术研发人员:印振坤,于春建,范德刚
受保护的技术使用者:南京工大数控科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!