一种快速调整检具刀口样板的量棒及方法与流程
本发明属于测量检具,具体的说是一种快速调整检具刀口样板的量棒及方法。
背景技术:
1、在汽车行业中,白车身尺寸精度是实现汽车品质的关键要素,而检具是一种用来测量和评价零件尺寸的专用量具。而刀口样板需准确安装于检具上,对零件型面及周边轮廓进行检测。
2、目前已有两种安装调整方法:
3、第一种,采用基准孔定位的安装方法(见图一)。在刀口样板c和样板支座b上分别加工两个对应的定位孔,用定位销穿过定位孔定位,再拧紧螺栓,完成刀口样板的安装。但此种方法对刀口样板及样板支座定位孔位的加工精度要求非常高,增加加工成本的同时也很难达成精度要求。一般情况下由于积累误差的存在,需要二次调整才能满足精度要求。
4、第二种,是对第一种方法的补充,在第一种方法失效的情况下,辅助三坐标测量机对检具刀口样板检验和检定,使其满足精度要求。就是说首先将刀口样板c,预装到样板支座b上,其次用三座标测量刀口样板精度,边测量边调整,使整个刀口样板精度符合工程规格要求。最后锁紧螺栓并在原定位孔的基础上扩孔,再穿上定位销,拧紧螺钉,整个刀口样板安装完成。由于在三个自由度上进行调整,调整一个方向其他两个方向同时在动,对调整工的技术水平要求高,且会占用大量三坐标时间,增加了测量成本。
技术实现思路
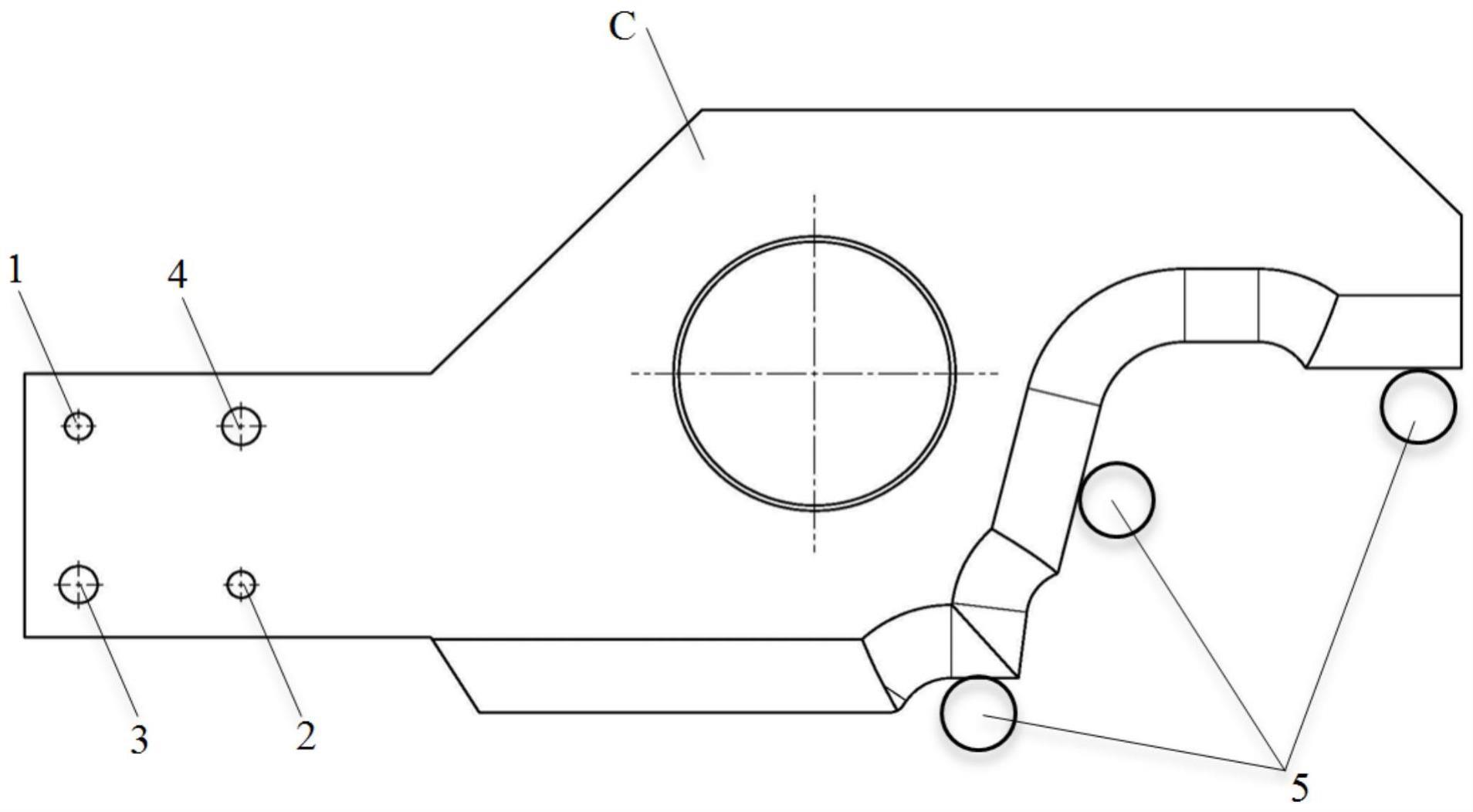
1、针对以上问题,本发明是一种快速调整检具刀口样板的方法,主要包括圆柱量棒及钢丝拉线两部分组成。依据检具检测产品件的料厚,选择3个尺寸适宜(2*零件与本体间隙+零件料厚)量棒小组,置于检具本体a与刀口样板c之间,在满足样板装配精度(±0.10mm)要求的情况下,完成样板的快速安装。本发明结构简单、调整便利、精准、成本低通用性强。
2、本发明技术方案如下,一种快速调整检具刀口样板的量棒,包括:量棒本体及钢丝拉线,量棒本体与钢丝拉线通过螺栓连接在一起。
3、进一步的,量棒本体直径为10.7-11.2mm,精度为±0.01mm。
4、一种快速调整检具刀口样板的方法,包括以下步骤:
5、s1将刀口样板靠紧样板支座安装面上,安装两个螺栓;
6、s2将三个量棒置于检具本体与刀口样板之间;
7、s3拧紧螺栓,确保量棒置于刀口样板及检具本体之间配合间隙合格,若合格则继续步骤s4,若不合格,则重复步骤s2-s3;
8、s4取下量棒,检查刀口样板与检具本体之间配合间隙,若合格,将检具样板支座及刀口样板一同取下,配做定位销孔,并安装定位销,若不合格,则重复步骤s2-s4。
9、进一步的,步骤s2中,一个量棒置于左右型面处,另外两个量棒置于上下型面处。
10、进一步的,步骤s2中,一个量棒置于上下型面处,另外两个量棒置于左右型面处。
11、进一步的,步骤s3中,配合间隙公差在0±0.02mm之内为合格。
12、进一步的,步骤s4中,配合间隙公差在0±0.02mm之内为合格。
13、本发明的有益效果为:
14、本发明由一组不同尺寸规格的量棒组组成,再由3个尺寸相同(依据产品件料厚)的量棒组成若干小组。配合检具本体a型面使用,放在检具本体与刀口样板c之间,完成快速调整刀口样板,达到精度(±0.10mm)符合要求目的。
技术特征:
1.一种快速调整检具刀口样板的量棒,其特征在于,包括:量棒本体及钢丝拉线,量棒本体与钢丝拉线通过螺栓连接在一起。
2.如权利要求1所述的一种快速调整检具刀口样板的量棒,其特征在于,所述量棒本体直径为10.7-11.2mm,精度为±0.01mm。
3.一种快速调整检具刀口样板的方法,其特征在于,包括以下步骤:
4.如权利要求3所述的一种快速调整检具刀口样板的方法,其特征在于,步骤s2中,一个量棒置于左右型面处,另外两个量棒置于上下型面处。
5.如权利要求3所述的一种快速调整检具刀口样板的方法,其特征在于,步骤s2中,一个量棒置于上下型面处,另外两个量棒置于左右型面处。
6.如权利要求3至5任一项所述的一种快速调整检具刀口样板的方法,其特征在于,步骤s3中,配合间隙公差在0±0.02mm之内为合格。
7.如权利要求6所述的一种快速调整检具刀口样板的方法,其特征在于,步骤s4中,配合间隙公差在0±0.02mm之内为合格。
技术总结
本发明公开了一种快速调整检具刀口样板的量棒及方法,属于测量检具技术领域,包括多个量棒本体及钢丝拉线,量棒本体与钢丝拉线通过螺栓连接在一起,量棒本体直径为10.7‑11.2mm,精度为±0.01mm;将刀口样板靠紧样板支座安装面上,安装两个螺栓;将三个量棒置于检具本体与刀口样板之间;拧紧螺栓,确保量棒置于刀口样板及检具本体之间配合间隙合格;本发明由一组不同尺寸规格的量棒组组成,再由3个尺寸相同(依据产品件料厚)的量棒组成若干小组。配合检具本体A型面使用,放在检具本体与刀口样板C之间,完成快速调整刀口样板,达到精度(±0.10mm)符合要求目的。
技术研发人员:李占永,郭建军,王振源,栾添誉,马丙臣,郝闯,曲岩松,李函,张志秋
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!