压缩机定子缝隙检测装置、方法及系统与流程
本发明涉及压缩机定子缺陷检测,特别是一种压缩机定子缝隙检测装置、方法及系统。
背景技术:
1、压缩机定子生产的最后环节是外观缺陷检测工序,目前整个行业采用人工目检方式,特别压缩机定子的铁芯与绝缘套的接触面分上下两面,人工目检人员需要将定子上下面分别旋转一周才能完全检测,且人工无法精度测量出缝隙的大小。这种人工目检的方式存在效率低、一致性差且容易出现漏检等问题。同时,采用传统的成像装置由于压缩机的铁芯和绝缘套之间有高低差的原因,无法完成将缝隙呈现出来,同时如果采用斜拍的方式会出现缝隙被遮挡的问题。
技术实现思路
1、为解决现有技术中存在的问题,本发明的目的是提供一种压缩机定子缝隙检测装置、方法及系统,本发明用于自动检测压缩机定子表面的缝隙缺陷。
2、为实现上述目的,本发明采用的技术方案是:一种压缩机定子缝隙检测装置,包括:
3、图像采集机构,用于采集压缩机定子的表面图像;
4、发光机构,设于压缩机定子和图像采集机构之间,用于提供图像采集机构采集表面图像需要的光线;
5、光源折射机构,设于压缩机定子和发光机构之间,用于将发光机构发出的光源折射到压缩机定子的铁芯和绝缘套接触面;
6、旋转机构,设于压缩机定子底部,用于驱动压缩机定子旋转,以实现压缩机定子表面所有位置的成像;
7、控制机构,用于控制旋转机构旋转和图像采集机构拍照,获得压缩机定子的铁芯与绝缘套的接触面的表面图像;并检测所述表面图像中压缩机定子的铁芯与绝缘套之间是否存在暗区,如果存在,则判定压缩机定子的铁芯与绝缘套之间存在缝隙,否则判定为无缝隙。
8、作为本发明的进一步改进,还包括与所述控制机构连接的结果显示机构,所述结果显示机构用于提示压缩机定子的缝隙检测结果。
9、作为本发明的进一步改进,所述图像采集机构为相机和镜头。
10、作为本发明的进一步改进,所述光源折射机构为楔形棱镜,根据压缩机定子的高低差异选择合适角度的锲形棱镜并调整锲形棱镜的位置,直到光源发出的光通过锲形棱镜折射到压缩机定子的铁芯与绝缘套的接触面。
11、作为本发明的进一步改进,所述楔形棱镜的角度为0°-60°。
12、本发明还提供一种压缩机定子缝隙检测方法,采用如上所述的压缩机定子缝隙检测装置对压缩机定子缝隙进行检测,所述的检测方法包括以下步骤:
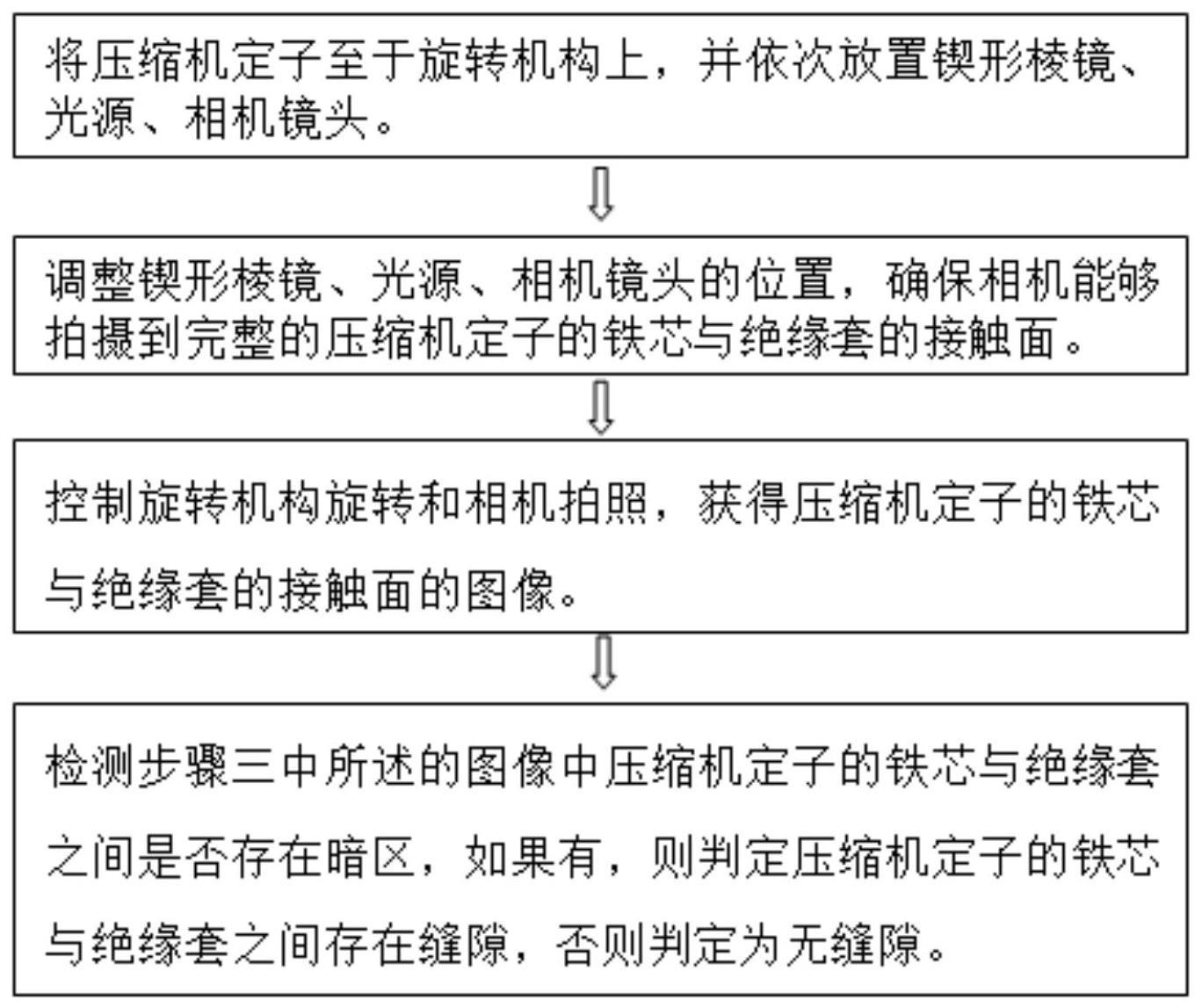
13、步骤1、将压缩机定子置于旋转机构上,并依次放置光源折射机构、发光机构和图像采集机构;
14、步骤2、调整光源折射机构、发光机构和图像采集机构的位置,确保图像采集机构能够垂直拍摄到完整的压缩机定子的铁芯与绝缘套的接触面;
15、步骤3、控制旋转机构旋转和图像采集机构拍照,获得压缩机定子的铁芯与绝缘套的接触面的表面图像;
16、步骤4、检测步骤3中所述的表面图像中压缩机定子的铁芯与绝缘套之间是否存在暗区,如果有,则判定压缩机定子的铁芯与绝缘套之间存在缝隙,否则判定为无缝隙。
17、作为本发明的进一步改进,检测所述表面图像中压缩机定子的铁芯与绝缘套之间的暗区具体包括:
18、通过图像分割的方式,提取图像中压缩机定子的铁芯与绝缘套区域灰度值低于铁芯与绝缘套的正常值的区域,即得到铁芯与绝缘套之间的暗区。
19、本发明还提供一种压缩机定子缝隙检测系统,用于实现如上所述的压缩机定子缝隙检测方法,所述的检测系统包括:
20、图像获取模块,用于获取压缩机定子的表面图像;
21、图像检测模块,用于检测所述表面图像中压缩机定子的铁芯与绝缘套之间的暗区;
22、缝隙判断模块,用于判断铁芯与绝缘套之间是否存在缝隙:如果表面图像中铁芯与绝缘套之间存在暗区,则判定压缩机定子的铁芯与绝缘套之间存在缝隙,否则判定为无缝隙。
23、作为本发明的进一步改进,所述图像检测模块还包括图像分割模块,所述图像分割模块用于通过图像分割的方式,提取表面图像中压缩机定子的铁芯与绝缘套区域灰度值低于铁芯与绝缘套的正常值的区域,即得到铁芯与绝缘套之间的暗区。
24、本发明的有益效果是:
25、本发明可以快速准确的实现压缩机定子的缝隙检测。
技术特征:
1.一种压缩机定子缝隙检测装置,其特征在于,包括:
2.根据权利要求1所述的压缩机定子缝隙检测装置,其特征在于,还包括与所述控制机构连接的结果显示机构,所述结果显示机构用于提示压缩机定子的缝隙检测结果。
3.根据权利要求1所述的压缩机定子缝隙检测装置,其特征在于,所述图像采集机构为相机和镜头。
4.根据权利要求1所述的压缩机定子缝隙检测装置,其特征在于,所述光源折射机构为楔形棱镜,根据压缩机定子的高低差异选择合适角度的锲形棱镜并调整锲形棱镜的位置,直到光源发出的光通过锲形棱镜折射到压缩机定子的铁芯与绝缘套的接触面。
5.根据权利要求4所述的压缩机定子缝隙检测装置,其特征在于,所述楔形棱镜的角度为0°-60°。
6.一种压缩机定子缝隙检测方法,其特征在于,采用如权利要求1-5任一项所述的压缩机定子缝隙检测装置对压缩机定子缝隙进行检测,所述的检测方法包括以下步骤:
7.根据权利要求1所述的压缩机定子缝隙检测方法,其特征在于,检测所述表面图像中压缩机定子的铁芯与绝缘套之间的暗区具体包括:
8.一种压缩机定子缝隙检测系统,其特征在于,用于实现如权利要求6或7所述的压缩机定子缝隙检测方法,所述的检测系统包括:
9.根据权利要求8所述的压缩机定子缝隙检测系统,其特征在于,所述图像检测模块还包括图像分割模块,所述图像分割模块用于通过图像分割的方式,提取表面图像中压缩机定子的铁芯与绝缘套区域灰度值低于铁芯与绝缘套的正常值的区域,即得到铁芯与绝缘套之间的暗区。
技术总结
本发明公开了一种压缩机定子缝隙检测装置、方法及系统,包括:图像采集机构,用于采集压缩机定子的表面图像;发光机构,用于提供图像采集机构采集表面图像需要的光线;光源折射机构,用于将发光机构发出的光源折射到压缩机定子的铁芯和绝缘套接触面;旋转机构,用于驱动压缩机定子旋转,以实现压缩机定子表面所有位置的成像;控制机构,用于控制旋转机构旋转和图像采集机构拍照,获得压缩机定子的铁芯与绝缘套的接触面的表面图像;并检测表面图像中压缩机定子的铁芯与绝缘套之间是否存在暗区,如果存在,则判定压缩机定子的铁芯与绝缘套之间存在缝隙,否则判定为无缝隙;本发明用于自动检测压缩机定子表面的缝隙缺陷。
技术研发人员:伍强,王楠
受保护的技术使用者:四川启睿克科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!