冲压保持架同心度检测工装及其检测方法与流程
本发明属于轴承检测,具体涉及一种冲压保持架同心度检测工装及其检测方法。
背景技术:
1、冲压保持架为c型和cc型轴承主要配件之一,它的形位精度直接影响了轴承在运转过程中滚动体的运行轨迹,从而影响轴承的使用寿命,冲压保持架设计过程中小端内径和大端外径的同心度不好将导致轴承运转过程中产生离心力,而且因为不同心与套圈的摩擦力也会加大,因此轴承磨损快,使用性能降低。为了保证轴承的产品质量,针对原无法实现精准检测小端内径与大端外径同心度,需要进行检测方法的研发。
技术实现思路
1、根据上述现有技术存在的缺陷,本发明的目的是提供一种冲压保持架同心度检测工装及其检测方法,解决c型、cc型冲压保持架形位精度无法检测的问题,严格控制冲压保持架小端内径与大端外径同心度,有效的提高轴承使用寿命。
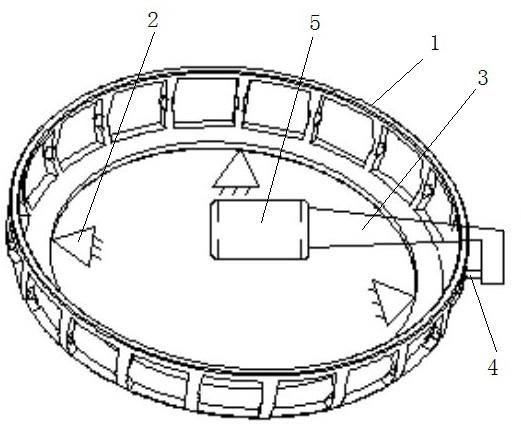
2、为实现上述目的,本发明所采用的技术方案为:冲压保持架同心度检测工装,包括定位基座,所述定位基座上设置有用于定位冲压保持架内径表面的支点,通过支点定位放置在定位基座上的冲压保持架,所述定位基座上滑动连接有测量杆,所述测量杆连接用于测量的量爪,所述量爪与冲压保持架外径接触。
3、进一步的,所述支点为三个,分别支撑在冲压保持架小端内径,所述量爪测量冲压保持架大端外径。
4、进一步的,所述测量杆通过延长杆连接用于测量的量爪,测量杆设置在冲压保持架内径侧,延长杆穿过冲压保持架壁,使量爪与冲压保持架外径接触。
5、进一步的,所述延长杆通过抱箍可转动的设置在测量杆上,所述延长杆沿定位基座的径向向冲压保持架的外径侧延伸,延长杆的末端向上或向下弯折与冲压保持架的高度相配合,量爪设置在延长杆弯折的部分。
6、进一步的,所述量爪与测量表连接并通过测量表显示测量结果。
7、进一步的,所述定位基座的表面设置有若干径向设置的滑槽,支点通过滑槽滑动连接在定位基座上。
8、冲压保持架同心度检测方法,通过支点支撑冲压保持架小端内径,测量大端外径,得出测量值,旋转冲压保持架一周后读取测量值中的最大值与最小值,二者之差即为小端内径与大端外径的同心度。
9、进一步的,所述冲压保持架小端向下水平放置并旋转一周。
10、进一步的,所述冲压保持架手动旋转一周,通过支点保证冲压保持架圆心不变。
11、进一步的,所述支点为三个,通过三个支点间隔一定角度支撑住冲压保持架小端内径。
12、本发明的有益效果为:本发明可以实现对冲压保持架的内点支撑、外点测量,从而实现对冲压保持架小端内径与大端外径的同心度检测,操作简单,测量精度高,有效保证了保证轴承的产品质量。
技术特征:
1.冲压保持架同心度检测工装,其特征在于:包括用于定位冲压保持架内径表面的若干支点和用于测量冲压保持架外径的测量杆,所述测量杆连接用于测量的量爪,所述量爪与冲压保持架外径接触。
2.根据权利要求1所述的冲压保持架同心度检测工装,其特征在于:若干所述支点设置在定位基座上,定位基座的表面设置有若干径向设置的滑槽,支点通过滑槽滑动连接在定位基座上,测量杆通过滑槽滑动连接在定位基座上。
3.根据权利要求1所述的冲压保持架同心度检测工装,其特征在于:所述支点为三个,分别支撑在冲压保持架小端内径上,所述量爪测量冲压保持架大端外径。
4.根据权利要求1所述的冲压保持架同心度检测工装,其特征在于:所述测量杆通过延长杆连接用于测量的量爪,测量杆设置在冲压保持架内径侧,延长杆穿过冲压保持架壁,使量爪与冲压保持架外径接触。
5.根据权利要求4所述的冲压保持架同心度检测工装,其特征在于:所述延长杆通过抱箍可转动的设置在测量杆上,所述延长杆沿冲压保持架的径向向冲压保持架的外径侧延伸,延长杆的末端向上或向下弯折与冲压保持架的高度相配合,量爪设置在延长杆弯折的部分。
6.根据权利要求1所述的冲压保持架同心度检测工装,其特征在于:所述量爪与测量表连接并通过测量表显示测量结果。
7.冲压保持架同心度检测方法,其特征在于:通过支点支撑冲压保持架小端内径,测量大端外径,得出测量值,旋转冲压保持架一周后读取测量值中的最大值与最小值,二者之差即为小端内径与大端外径的同心度。
8.根据权利要求1所述的冲压保持架同心度检测方法,其特征在于:所述冲压保持架小端向下水平放置并旋转一周。
9.根据权利要求1所述的冲压保持架同心度检测方法,其特征在于:所述冲压保持架手动旋转一周,通过支点保证冲压保持架圆心不变。
10.根据权利要求1所述的冲压保持架同心度检测方法,其特征在于:所述支点为三个,通过三个支点间隔一定角度支撑住冲压保持架小端内径。
技术总结
本发明属于轴承检测技术领域,具体涉及一种冲压保持架同心度检测工装及其检测方法,包括定位基座,所述定位基座上设置有用于定位冲压保持架内径表面的支点,通过支点定位放置在定位基座上的冲压保持架,所述定位基座上滑动连接有测量杆,所述测量杆连接用于测量的量爪,所述量爪与冲压保持架外径接触。本发明可以实现对冲压保持架的内点支撑、外点测量,从而实现对冲压保持架小端内径与大端外径的同心度检测,操作简单,测量精度高,有效保证了保证轴承的产品质量。
技术研发人员:骆桂斌,邵丹,姜秀娜,刘凯,刘学,张放,高秀娥,闫蕊,吴欢,常伟,张贵朋,韩美玲
受保护的技术使用者:瓦房店轴承集团国家轴承工程技术研究中心有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!