一种粮食品质判定仪和判定方法与流程
本发明属于智能检测,涉及一种粮食品质判定仪和判定方法。
背景技术:
1、粮食品质检测结果是粮食入库时定等、定价的基础指标,也是粮食分等级分类储存的依据;目前粮食品质检测主要依靠抽样人工检测,这种检测方式取决于人的主观性,使得检测结果缺乏客观性,存在随意性,且效率低下。
技术实现思路
1、本发明为了克服现有技术的不足,提供一种粮食品质判定仪和判定方法。
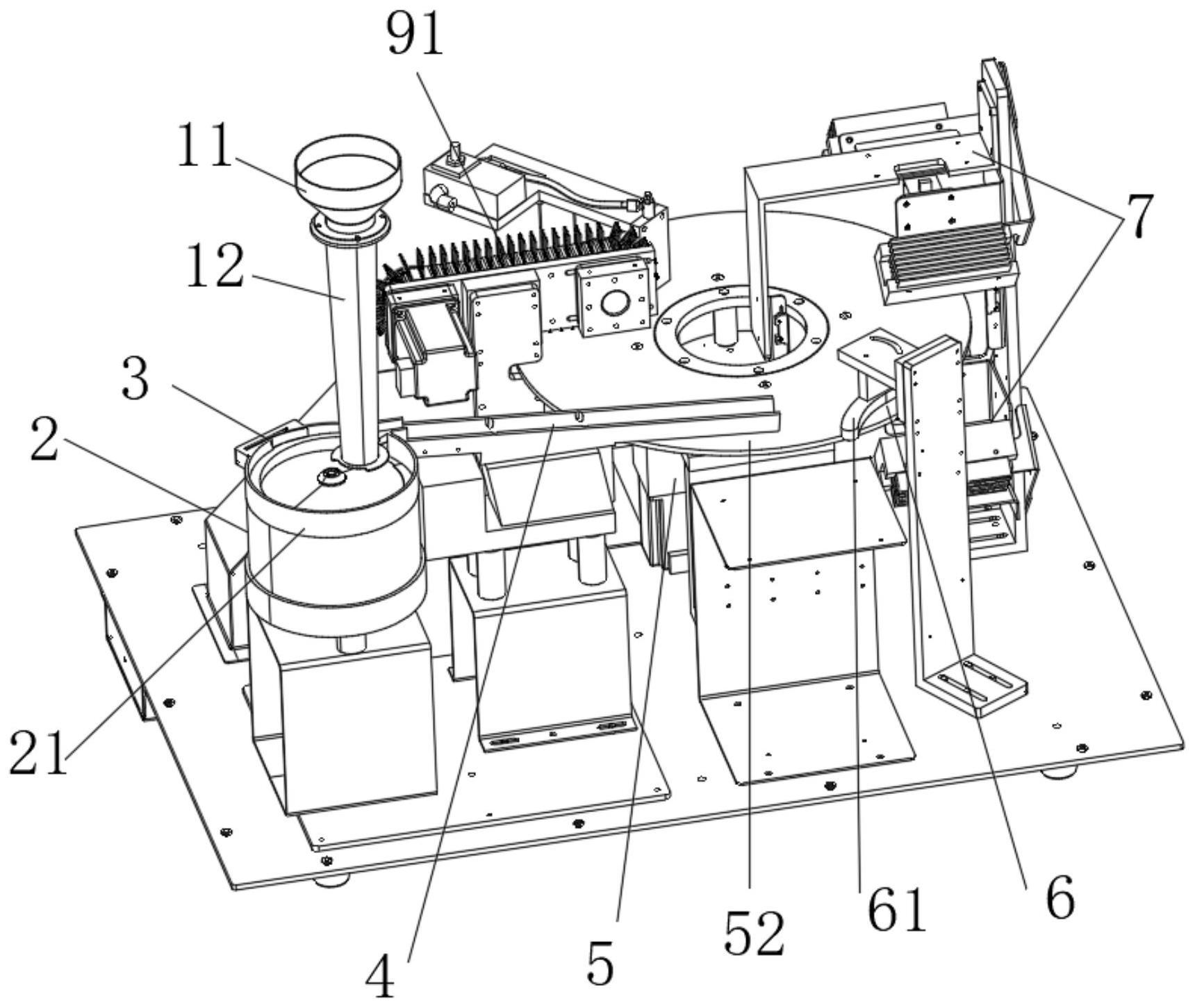
2、为了实现上述目的,本发明采用以下技术方案:一种粮食品质判定仪和判定方法,包括进料器、兼容装置、倒流扶正装置、plc控制器以及与plc控制器通信连接并受其控制的送料装置、直线送料装置和圆盘进料装置,主机以及与主机以pci-e总线连接的图像拍摄装置、品质判断模块、下料装置和打印机,品质判断模块的判断结果通过与主机连接的显示器显示,兼容装置位于送料装置和直线送料装置之间,兼容装置控制送料装置出料通道的大小。
3、进一步的,所述进料器包括进料口和进料管,进料口和进料管连通,进料口位于外壳的外部,进料管延伸至外壳内部,并与送料装置连通,待测粮食从进料口倒入,经进料管输送至送料装置。
4、进一步的,所述送料装置包括振动盘,振动盘的内部设置螺旋式通道,振动盘接收的待测粮食沿螺旋式通道逐粒到达振动盘的出料通道。
5、进一步的,所述兼容装置包括限制片、固定座和调节驱动件,固定座固设在振动盘,调节驱动件设置在固定座,限制片的固定端固设在固定座,限制片的自由端位于出料通道并受调节驱动件驱动移动。
6、进一步的,所述限制片具有弹性。
7、进一步的,所述直线送料装置位于送料装置和圆盘进料装置之间,送料装置将待测粮食逐粒输送至直线送料装置,直线送料装置以设定的频率将待测粮食逐粒输送至圆盘进料装置。
8、进一步的,所述圆盘进料装置包括圆盘进料电机和圆盘,圆盘进料电机固设在机壳,圆盘固设在圆盘进料电机的输出轴,pcl控制器启动圆盘进料电机驱动圆盘以设定频率转动。
9、进一步的,所述下料装置包括毛刷扫落机构、粮食收纳箱、气动吹落机构和不良粮食收纳箱,毛刷扫落机构包括毛刷和扫落电机,主机根据检测结果控制扫落电机启动并驱动毛刷转动,毛刷将良品的粮食从圆盘扫落至粮食收纳箱,同时对圆盘进行清洁,气动吹落机构包括气枪(图未标识)和气泵,主机根据检测结果控制气泵启动,气枪喷气将不良品粮食吹落到不良粮食收纳箱。
10、一种粮食品质判定方法,基于所述的所述粮食品质判定仪,包括以下步骤:
11、步骤1:根据待测粮食的种类,限制片将出料通道的大小限定在设定值;
12、步骤2:待测粮食从进料器倒入输送至送料装置,待测粮食沿振动盘的螺旋式通道逐粒到达振动盘的出料通道并以每粒连续、均匀、等距向直线送料装置输出,直线送料装置以设定的频率将待测粮食逐粒输送至圆盘进料装置;
13、步骤3:倒流扶正块将待测粮食限制在设定的拍摄区域内,圆盘继续转动,光纤传感器检测到拍摄区域内有粮食时,相机启动拍摄;
14、步骤4:拍摄的图像传输至品质判断模块,品质判断模块对图像进行识别并判定图像中粮食的品质,品质判断模块将图像以及判断结果通过主机传输至显示进行显示;
15、步骤5:主机根据检测结果控制毛刷扫落机构或气动吹落机构启动,将粮食按照品质进行分拣,良品的粮食通过毛刷扫落机构从圆盘扫落至粮食收纳箱,不良品粮食通过气动吹落机构吹落到不良粮食收纳箱;
16、步骤6:主机统计已测粮食总数以及不良粮食总数,得到该批次粮食的不良率。
17、所述步骤4中品质判断模块对图像进行识别并判定图像中粮食的品质的具体步骤为:
18、步骤4.1:建立大米分类模型modle1;
19、步骤4.2:接收相机采集的待测粮食源图像srcimg;
20、步骤4.3:将待测粮食源图像srcimg进行灰度二值化处理,得到灰度图像garyimg;
21、步骤4.4:设定像素点的灰度值阈值t1;
22、步骤4.5:遍历灰度图像garyimg像素点,提取其中灰度值大于t1的像素点,组合形成大米区域r1;
23、步骤4.6:计算大米区域r1的最小外接矩形rec1,计算rec1的宽度w以及长度l,宽度w以及长度l为已知参数;
24、步骤4.7:判断l是否大于大米的长度均值l0,若l大于l0,判定待测大米为整精米,执行步骤4.8,否则,判定待测大米为碎米,为不良品,执行步骤4.14结束步骤;
25、步骤4.8:将步骤4.2接收的待测粮食源图像srcimg分割成r、g、b三个通道图像;
26、步骤4.9:将r、g、b三个通道图像转换成lab三个通道图像l、a、b;
27、步骤4.10:计算b图像中大米区域r1的平均灰度值meanb;
28、步骤4.11:判断meanb是否大于阈值b0,若meanb大于阈值b0,判定;待测大米为黄粒米,为不良品,执行步骤4.14结束步骤;否则,判定待测大米为病斑不良品,执行步骤4.12;
29、步骤4.12:用最小外接矩形rec1裁剪步骤4.2接收的待测粮食源图像图像srcimg得到裁剪图像recimg;
30、步骤4.13:大米分类模型modle1对裁剪图像recimg进行预测,识别图像中病斑的分类;
31、步骤4.14:结束步骤。
32、综上所述,本发明的有益之处在于:
33、本发明建立大米分类模型modle1识别粮食的病斑分类,同时通过对粮食的长度以及颜色算法自动识别待测粮食的完整度以及颜色缺陷,实现自动对粮食的品质检测,提高检测精确度以及效率。
技术特征:
1.一种粮食品质判定仪,其特征在于:包括进料器、兼容装置、倒流扶正装置、plc控制器以及与plc控制器通信连接并受其控制的送料装置、直线送料装置和圆盘进料装置,主机以及与主机以pci-e总线连接的图像拍摄装置、品质判断模块、下料装置和打印机,品质判断模块的判断结果通过与主机连接的显示器显示,兼容装置位于送料装置和直线送料装置之间,兼容装置控制送料装置出料通道的大小。
2.根据权利要求1所述的一种粮食品质判定仪,其特征在于:所述进料器包括进料口和进料管,进料口和进料管连通,进料口位于外壳的外部,进料管延伸至外壳内部,并与送料装置连通,待测粮食从进料口倒入,经进料管输送至送料装置。
3.根据权利要求1所述的一种粮食品质判定仪,其特征在于:所述送料装置包括振动盘,振动盘的内部设置螺旋式通道,振动盘接收的待测粮食沿螺旋式通道逐粒到达振动盘的出料通道。
4.根据权利要求3所述的一种粮食品质判定仪,其特征在于:所述兼容装置包括限制片、固定座和调节驱动件,固定座固设在振动盘,调节驱动件设置在固定座,限制片的固定端固设在固定座,限制片的自由端位于出料通道并受调节驱动件驱动移动。
5.根据权利要求4所述的一种粮食品质判定仪,其特征在于:所述限制片具有弹性。
6.根据权利要求1所述的一种粮食品质判定仪,其特征在于:所述直线送料装置位于送料装置和圆盘进料装置之间,送料装置将待测粮食逐粒输送至直线送料装置,直线送料装置以设定的频率将待测粮食逐粒输送至圆盘进料装置。
7.根据权利要求1所述的一种粮食品质判定仪,其特征在于:所述圆盘进料装置包括圆盘进料电机和圆盘,圆盘进料电机固设在机壳,圆盘固设在圆盘进料电机的输出轴,pcl控制器启动圆盘进料电机驱动圆盘以设定频率转动。
8.根据权利要求1所述的一种粮食品质判定仪,其特征在于:所述下料装置包括毛刷扫落机构、粮食收纳箱、气动吹落机构和不良粮食收纳箱,毛刷扫落机构包括毛刷和扫落电机,主机根据检测结果控制扫落电机启动并驱动毛刷转动,毛刷将良品的粮食从圆盘扫落至粮食收纳箱,同时对圆盘进行清洁,气动吹落机构包括气枪(图未标识)和气泵,主机根据检测结果控制气泵启动,气枪喷气将不良品粮食吹落到不良粮食收纳箱。
9.一种粮食品质判定方法,其特征在于:基于权利要求1所述的所述粮食品质判定仪,包括以下步骤:
10.根据权利要求9所述的一种粮食品质判定方法,其特征在于:所述步骤4中品质判断模块对图像进行识别并判定图像中粮食的品质的具体步骤为:
技术总结
本发明公开了一种粮食品质判定仪和判定方法,包括进料器、兼容装置、倒流扶正装置、PLC控制器以及与PLC控制器通信连接并受其控制的送料装置、直线送料装置和圆盘进料装置,主机以及与主机以PCI‑E总线连接的图像拍摄装置、品质判断模块、下料装置和打印机,品质判断模块的判断结果通过与主机连接的显示器显示,兼容装置位于送料装置和直线送料装置之间,兼容装置控制送料装置出料通道的大小,本发明建立大米分类模型modle1识别粮食的病斑分类,同时通过对粮食的长度以及颜色算法自动识别待测粮食的完整度以及颜色缺陷,实现自动对粮食的品质检测,提高检测精确度以及效率。
技术研发人员:李琦,江晓俊,林晨宽,吴丹,王萌辉,张会娟
受保护的技术使用者:浙江伯利恒仪器设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!