一种箱装烟丝堆密度的在线检测方法及其系统与流程
本发明属于制丝设备,具体涉及一种箱装烟丝堆密度的在线检测方法及其系统。
背景技术:
1、烟丝填充值是指单位质量的烟丝在一定时间和压力的作用下所占有的容积,单位是cm3/g。烟丝填充值是制丝生产中衡量烟丝质量的一个重要工艺指标,其值的大小直接影响烟支的质量,是决定卷烟烟丝消耗量的重要因素,同时也影响着卷烟质量和烟气质量及其稳定性。
2、目前,烟丝填充值的测定仍采取传统实验室的静态测定方法,即在批次生产过程中随机取样,在检验室进行测定。此测量方法存在样品随机性大、代表性差且测量结果受人工操作影响大的缺陷,其测量精度有待加强,不能准确反映整批烟丝填充值的波动情况。
3、此外,专利号为zl200310121802.x的专利申请了用r射线测定烟丝填充值,专利号为zl200510086912.6的专利申请了用x光的方法测定烟丝填充值,上述两种方法的测量精度不高,操作过程容易造成人身伤害,不能作为烟丝填充值的标准化测定方法。专利号为cn201710163715.2的专利申请了一种储柜内烟丝填充值的测定方法,此方法针对整批烟丝测定整体填充值,不能反映烟丝生产过程中的填充值变化,样品整体不具代表性。
4、针对以上问题,考虑到填充值准确性的要求以及设备安全性能的要求,探索准确、实时、非接触式的烟丝填充值在线测量方法与技术已经成为一个亟待解决的技术性问题。
技术实现思路
1、为解决现有技术存在的上述技术问题,本发明提供一种箱装烟丝堆密度的在线检测方法及其系统,通过对箱装烟丝堆密度进行实时精确的测定从而得出烟丝填充值,方便快捷,弥补了传统填充值测定方法费时费力、不能正确反映填充值变化以及误差较大的不足。
2、本发明采用的技术方案是:
3、一种箱装烟丝堆密度的在线检测方法,其特征在于,具体包括以下步骤:
4、s1:通过称重装置称量得到每箱烟丝的重量m;
5、首先通过称重装置称量未储存烟丝时空箱的重量m1,然后通过称重装置称量储存烟丝的烟丝箱总重量m2,即得每箱烟丝的重量m=m2-m1;
6、s2:通过体积测定仪测定箱装烟丝中的烟丝体积v;
7、通过体积测定仪对位于输送辊道上的烟丝箱进行扫描,获得箱内烟丝表面的三维点云数据,通过点云体积计算算法,即将不规则分布的烟丝表面分割为若干个形状规则的四边形,计算其面积si,再结合所获得的三维数据得到该部分烟丝的堆积高度hi,从而获得此立方体的体积vi,将这些立方体体积进行加和,即可得出烟丝箱内堆积烟丝的体积v;;
8、s3:根据步骤s1测得的每箱烟丝重量m和步骤s2测得的烟丝体积v计算出箱装烟丝堆密度β,β=m/v。
9、进一步的,在步骤s2中,当所述体积测定仪为线激光双目立体视觉系统时的具体操作方法为:当系统识别到烟丝料箱时通过固定在输送辊道上方的线激光器开始对物料进行扫描,双目相机拍摄被激光线照射的物料表面,根据所获照片上的激光像素点进行立体匹配求出对应像素点的深度,通过双目相机的内参和外参将堆积烟丝各像素点的三维坐标进行转换,获得相机坐标系相对于世界坐标系的旋转矩阵和平移矩阵,完成相机坐标系到世界坐标系的转换,随后得到烟丝箱内烟丝表面每一点的世界坐标;通过烟丝箱运动扫描,获得箱内烟丝表面的三维点云数据,通过点云体积计算算法得出烟丝箱内堆积烟丝的体积v。
10、进一步的,在步骤s2中,当所述体积测定仪为激光扫描仪时的具体操作方法为:当系统识别到箱装烟丝物料时通过固定在输送辊道上方的激光扫描仪对箱装烟丝物料进行扫描,以获取烟丝箱内堆积的烟丝的二维点云数据;结合烟丝箱的运行速度、系统中所获得的每一个相邻帧的时间差以及所获得的二维点云数据进而得到三维点云数据,再根据点云体积计算算法计算出烟丝体积数据v。
11、进一步的,在步骤s2中,当所述体积测定仪为激光扫描仪时,激光扫描仪由激光发射器发射激光脉冲至箱装烟丝物料表面,接受透镜在接收到从烟丝表面反射回来的激光后产生一个接收信号,然后由计数器计算发射与接收之间的时间差,得到堆积烟丝的二维点云数据。
12、进一步的,所述称重装置为电子秤。
13、进一步的,所述烟丝箱内的烟丝可以是叶丝、膨丝、再造烟丝、梗丝或回收烟丝。
14、一种箱装烟丝堆密度的在线检测系统,其特征在于,包括:
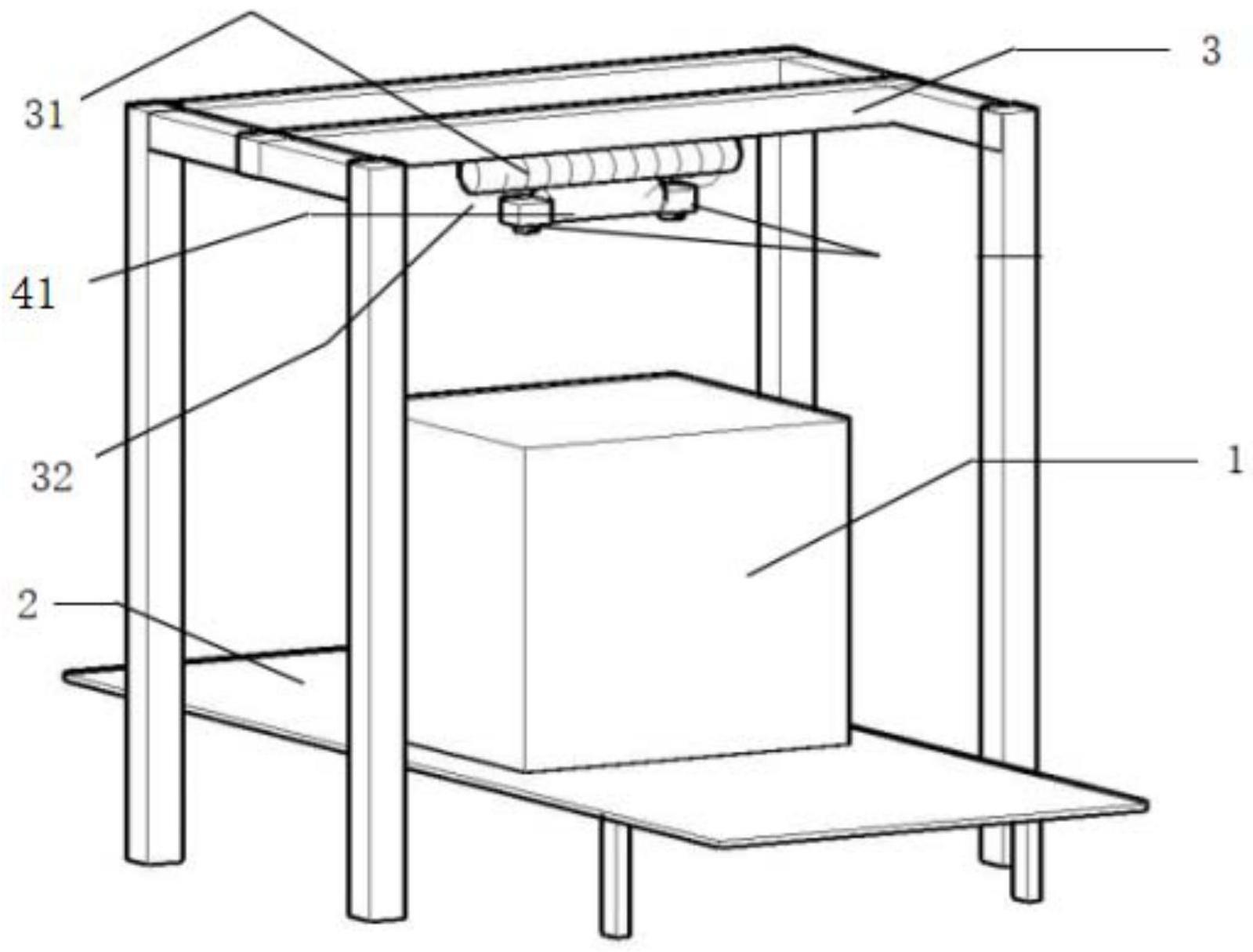
15、固定模块,位于烟丝料箱输送辊道的上方,用于固定体积测定仪;
16、体积测试仪,用于获取箱装烟丝表面的三维点云数据;
17、数据处理模块,用于接收体积测试仪测得的物料三维数据信息,并由计算机处理整合输出数据结果,得到烟丝箱内堆积烟丝的体积。
18、进一步的,所述固定模块包括固定支架,线性滑台、线性拖链组成。
19、与现有技术相比,本发明的有益效果体现在:
20、(1)本发明提供了一种更准确、可靠的箱装烟丝堆密度的在线检测方法,能实时在线检测箱装烟丝物料填充性能质量的稳定性。
21、(2)本发明模块化设计,安装简便,快速集成。
22、(3)本发明灵活性强,测量精度高。
23、(4)本发明通过实时软件计算出烟丝填充值,能精准反应烟丝的工艺品质,满足烟草智能智造的要求。
技术特征:
1.一种箱装烟丝堆密度的在线检测方法,其特征在于,具体包括以下步骤:
2.如权利要求1所述的一种箱装烟丝堆密度的在线检测方法,其特征在于,在步骤s2中,当所述体积测定仪为线激光双目立体视觉系统时的具体操作方法为:当系统识别到烟丝料箱时通过固定在输送辊道上方的线激光器开始对物料进行扫描,双目相机拍摄被激光线照射的物料表面,根据所获照片上的激光像素点进行立体匹配求出对应像素点的深度,通过双目相机的内参和外参,获得相机坐标系相对于世界坐标系的旋转矩阵和平移矩阵,完成相机坐标系到世界坐标系的转换,随后将堆积烟丝各像素点的三维坐标进行转换,得到烟丝箱内烟丝表面每一点的世界坐标;通过烟丝箱运动扫描,获得箱内烟丝表面的三维点云数据,通过点云体积计算算法得出烟丝箱内堆积烟丝的体积v。
3.如权利要求1所述的一种箱装烟丝堆密度的在线检测方法,其特征在于,在步骤s2中,当所述体积测定仪为激光扫描仪时的具体操作方法为:当系统识别到箱装烟丝物料时通过固定在输送辊道上方的激光扫描仪对箱装烟丝物料进行扫描,以获取烟丝箱内堆积的烟丝的二维点云数据;结合烟丝箱的运行速度、系统中所获得的每一个相邻帧的时间差以及所获得的二维点云数据进而得到三维点云数据,再根据点云体积计算算法计算出烟丝体积数据v。
4.如权利要求3所述的一种箱装烟丝堆密度的在线检测方法,其特征在于,在步骤s2中,当所述体积测定仪为激光扫描仪时,激光扫描仪由激光发射器发射激光脉冲至箱装烟丝物料表面,接受透镜在接收到从烟丝表面反射回来的激光后产生一个接收信号,然后由计数器计算发射与接收之间的时间差,得到堆积烟丝的二维点云数据。
5.如权利要求1所述的一种箱装烟丝堆密度的在线检测方法,其特征在于,所述称重装置为电子秤。
6.如权利要求1所述的一种箱装烟丝堆密度的在线检测方法,其特征在于,所述烟丝箱内的烟丝可以是叶丝、膨丝、再造烟丝、梗丝或回收烟丝。
7.一种箱装烟丝堆密度的在线检测系统,其特征在于,包括:
8.如权利要求7所述的一种箱装烟丝堆密度的在线检测系统,其特征在于,所述固定模块包括固定支架,线性滑台、线性拖链组成。
技术总结
本发明公开了一种箱装烟丝堆密度的在线检测方法及其检测系统,方法包括以下步骤:S1:通过称重装置称量得到每箱烟丝的重量M;首先通过称重装置称量未储存烟丝时空箱的重量M1,然后通过称重装置称量储存烟丝的烟丝箱总重量M2,即得每箱烟丝的重量M=M2‑M1;S2:通过体积测定仪测定箱装烟丝中的烟丝体积V;通过体积测定仪对位于输送辊道上的烟丝箱进行扫描,获得箱内烟丝表面的三维点云数据,通过点云体积计算算法得出烟丝箱内堆积烟丝的体积V;S3:根据步骤S1测得的每箱烟丝重量M和步骤S2测得的烟丝体积V计算出箱装烟丝堆密度β,β=M/V。本发明准确、实时、非接触式,提高了箱装烟丝填充性能测定的时效性,节约大量人力物力。
技术研发人员:丁伟,李钰靓,鲁端峰,高娅北,黎明星,李斌,郭奔,孔旭,王乐,金军杰,张明建,陶磊,郑闪闪,李淑彪,王天奎,李汉莹
受保护的技术使用者:浙江中烟工业有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!