一种电池盖密封性检测设备的制作方法
本发明涉及新能源电池领域,尤其涉及一种电池盖密封性检测设备。
背景技术:
1、在现有的技术方案中,电池盖需要完成密封性检测,一般将氦气压入待检测的系统当中,若存在泄漏情况,氦气则会从泄漏点渗出,设置检漏仪来检测待检测系统中氦气的浓度,来根据氦气的浓度是否发生变化来判断是否存在泄漏的情况,在现有的技术方案中,在电池盖气密性检测时,一般是将数个产品同时置入一检测装置中,在发现次品后,需要进行二次检测,将次品挑出,检测效率较低,需要设置二次检测的设备,会额外增加生产成本,最终降低产品的市场竞争力。
技术实现思路
1、本发明的目的是提出一种电池盖密封性检测设备,以解决现有技术中检测效率较低的问题。
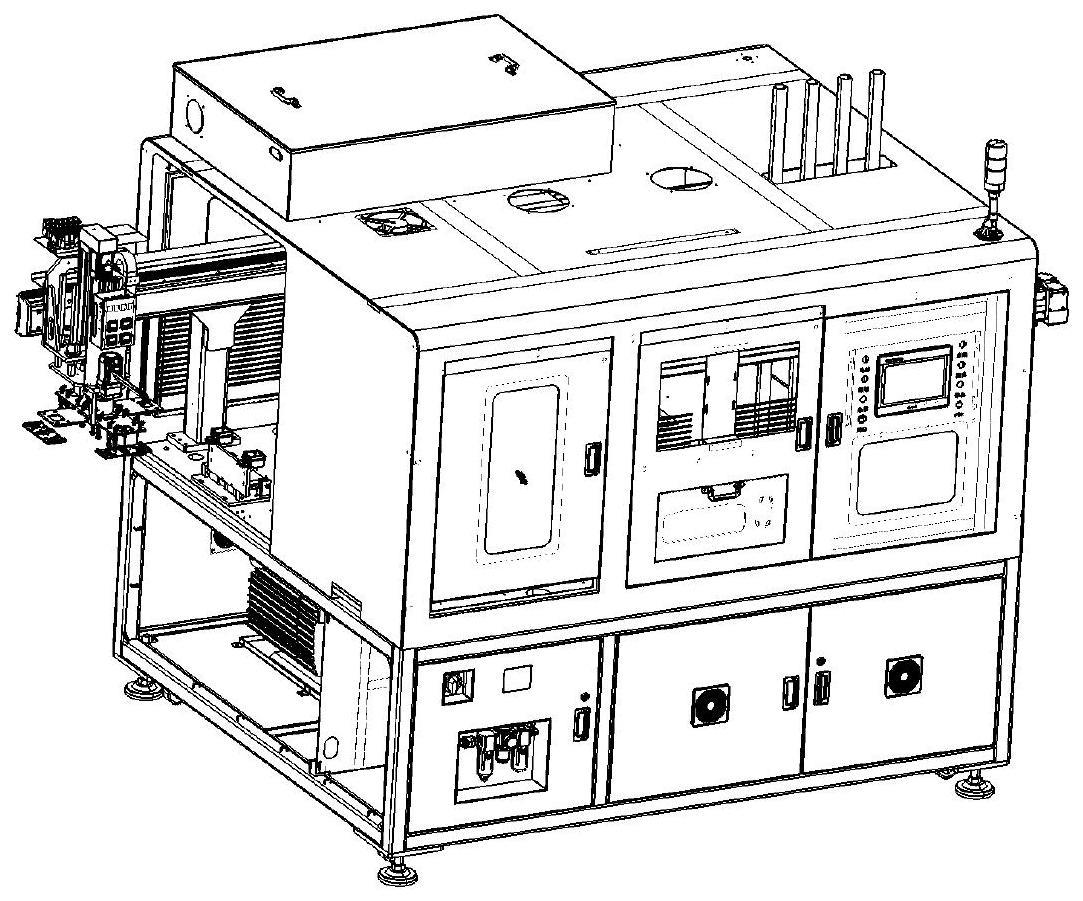
2、一种电池盖密封性检测设备,其特征在于,包括机台、上料搬运组件、流线、测试组件、识别装置、检测设备、下料搬运组件、通气组件以及管路;
3、流线设置在机台上,产品能够在流线上行进;
4、上料搬运组件设置在流线上方,用于将外部产品搬运至流线内;
5、测试组件设置在流线的运行方向上,用于对产品进行密封,测试组件内设置有数个相互独立的测试装置,数个测试装置中能够通入气体;
6、识别装置设置在机台上,用于识别产品;
7、检测设备设置在机台上,其与测试组件相连通,用于对测试组件内的产品进行气密性检测;
8、下料搬运组件设置在测试组件后端,用于将完成测试后的产品重新搬运回流线。
9、通气组件设置在机台上,其与测试组件相连通,用于向测试组件内通入气体
10、管路与测试组件连通,用于进行外部排气导热;
11、产品能够依次经过识别装置进行产品识别、上料搬运组件搬运、测试组件进行气密性测试以及下料搬运组件搬运。
12、优选地,上料搬运组件包括第一滑轨、第一滑套以及第一搬运装置;
13、第一滑轨设置在流线上方,第一滑套套设在第一滑轨上,搬运装置固定连接在第一滑套上,使得第一滑套能够在第一滑轨上进行滑动;
14、第一搬运装置内设置有第一驱动装置以及第一移动装置,第一驱动装置能够驱动第一移动装置向靠近或远离机台表面的方向运动。
15、优选地,测试组件包括支架、测试装置以及抽吸装置;
16、支架固定连接在流线的两侧,产品能够从支架下方的流线上经过;
17、抽吸装置设置在流线的一侧,抽吸装置能够向靠近或远离流线一侧的方向运动,抽吸装置与测试装置连通,用于将测试装置内抽真空。
18、优选地,测试装置设置在支架上,测试装置内设置有一压板,测试装置能够驱动压板向靠近或远离机台表面的方向进行运动;
19、测试组件还包括位于支架上的抽吸驱动装置,抽吸驱动装置用于对抽吸装置提供动力。
20、优选地,通气组件包括通气驱动装置以及储气装置;
21、通气驱动装置能够驱动储气装置,储气装置用于储存产品检测气密性的气体。
22、优选地,上料搬运组件包括第二滑轨、第二滑套以及第二搬运装置;
23、第二滑轨设置在流线上方,第二滑套套设在第二滑轨上,搬运装置固定连接在第二滑套上,使得第二滑套能够在第二滑轨上进行滑动;
24、第二搬运装置内设置有第二驱动装置以及第二移动装置,第二驱动装置能够驱动第二移动装置向靠近或远离机台表面的方向运动。
25、优选地,流线包括轨道以及位于轨道两侧的导轨,产品支撑件能够在导轨上进行滑动,轨道用于对导轨提供动力;
26、在机台上设置有三条流线。
27、一种电池盖密封性检测设备的检测方法,包括识别步骤、定位步骤、检测步骤以及检测后步骤,产品能够依次经过识别步骤进行产品识别、定位步骤对产品进行定位、检测步骤对产品进行气密性检测以及检测后步骤。
28、优选地,检测步骤包括密封步骤、抽真空步骤以及喷氦气步骤;
29、产品在密封步骤中进行密封,在抽真空步骤中对产品抽至真空状态,在喷氦气步骤中向测试组件内喷氦气,通过氦气是否发生泄漏来检测产品的气密性是否完好。
30、优选地,检测后步骤包括数据上传步骤以及检测后搬运步骤;
31、产品的密封性数据在数据上传步骤被上传至控制终端,使得在下一工位中,次品能够被挑出;
32、完成检测的产品在检测后搬运步骤被搬运至下一工位。
33、其有益效果是:通过自动化设备减少产品的空置时间,设置至少三条流线以满足多工位同时进行气密性检测,提升检测效率,另外每个产品可以对应一个不同的测试装置,可通过测试装置直接挑出次品,免于进行二次检测,降低了生产成本。
技术特征:
1.一种电池盖密封性检测设备(6),其特征在于,包括机台(1)、上料搬运组件(2)、流线(3)、测试组件(4)、识别装置(5)、检测设备(6)、下料搬运组件(7)、通气组件(8)以及管路(9);
2.根据权利要求1所述的一种电池盖密封性检测设备(6),其特征在于,所述上料搬运组件(2)包括第一滑轨(21)、第一滑套(22)以及第一搬运装置(23);
3.根据权利要求2所述的一种电池盖密封性检测设备(6),其特征在于,所述测试组件(4)包括支架(42)、测试装置(41)以及抽吸装置(43);
4.根据权利要求3所述的一种电池盖密封性检测设备(6),其特征在于,所述测试装置(41)设置在支架(42)上,所述测试装置(41)内设置有一压板(411),所述测试装置(41)能够驱动压板(411)向靠近或远离机台(1)表面的方向进行运动;
5.根据权利要求4所述的一种电池盖密封性检测设备(6),其特征在于,所述通气组件(8)包括通气驱动装置(81)以及储气装置(82);
6.根据权利要求5所述的一种电池盖密封性检测设备(6),其特征在于,所述下料搬运组件(7)包括第二滑轨(71)、第二滑套(72)以及第二搬运装置(73);
7.根据权利要求6所述的一种电池盖密封性检测设备(6),其特征在于,所述流线(3)包括轨道(31)以及位于轨道(31)两侧的导轨(32),产品支撑件能够在导轨(32)上进行滑动,所述轨道(31)用于对导轨(32)提供动力;
8.一种电池盖密封性检测设备(6)的检测方法,其特征在于,包括识别步骤(100)、定位步骤(101)、检测步骤(102)以及检测后步骤,产品能够依次经过所述识别步骤(100)进行产品识别、定位步骤(101)对产品进行定位、检测步骤(102)对产品进行气密性检测以及检测后步骤。
9.根据权利要求8所述的一种电池盖密封性检测设备(6)的检测方法,其特征在于,所述检测步骤(102)包括密封步骤(1021)、抽真空步骤(1022)以及喷氦气步骤(1023);
10.根据权利要求9所述的一种电池盖密封性检测设备(6)的检测方法,其特征在于,所述检测后步骤包括数据上传步骤(1031)以及检测后搬运步骤(1032);
技术总结
本发明公开一种电池盖密封性检测设备,包括机台、上料搬运组件、流线、测试组件、识别装置、检测设备、下料搬运组件、通气组件以及管路,其有益效果是:通过自动化设备减少产品的空置时间,设置至少三条流线以满足多工位同时进行气密性检测,提升检测效率,另外每个产品可以对应一个不同的测试装置,可通过测试装置直接挑出次品,免于进行二次检测,降低了生产成本。
技术研发人员:范红鹏,肖辉
受保护的技术使用者:苏州领略智能科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!