一种凝胶时间测量方法及装置与流程
本发明主要用于化工领域中具有凝胶特性的产品(如树脂、石蜡、清漆、苯乙烯、灌注混合物等)的凝胶时间测量。此类产品在加热时会经历一个熔化到固化的过程,这个过程所需时间称为凝胶时间。精确测量凝胶时间是此类产品生产检验的重要环节。本发明为化工及其相关领域在生产和使用此类产品时精确测量凝胶时间提供了一种可靠的测量方法和设备。
背景技术:
1、待测材料在加热时先熔化为粘稠的液态,然后逐渐变稠变硬,最后完全成为固态。要测量上述过程所需要的时间,就必须测量材料的熔化时间点和固化时间点。由于待测材料种类多,特性差异大,材料形状难以控制,所以目前还没有一种被广泛使用的测量方法或设备。很多生产厂商采用人工操作来测量,测量的方法也没有一定标准,因此测量数据缺乏统一性、规范性,甚至很多数据是凭人工经验获得,无法得到认可。本发明提供一种方法和设备,明确规范了测量过程中的各个设置参数,尽可能地排除了人为因素,从而可以测得可信的凝胶时间。
技术实现思路
1、本发明所提供的方法和设备包括软件、机械、电子、算法四部分。
2、所述软件采集、传输设备所产生的数据,并控制设备的运行,此外软件提供人机界面,测试人员可以通过人机界面设置所需参数,并从界面上读取设备运行参数和测试结果。
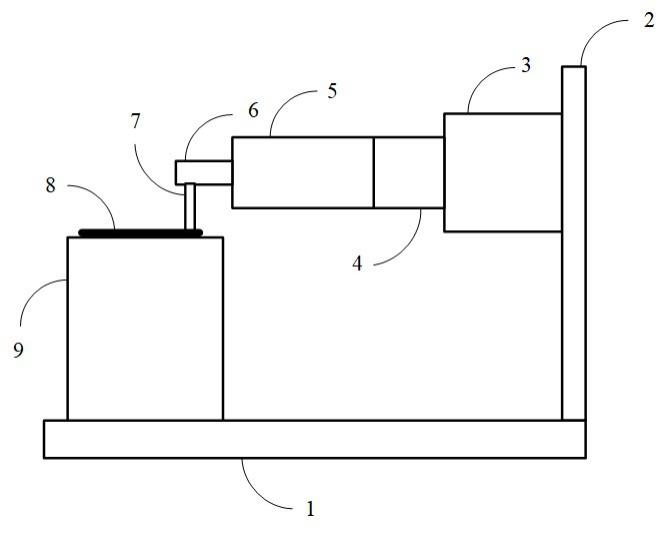
3、所述机械部分包括底座、支撑板、伺服电机、传动机构、传动杆、探头、测力传感器、电热板以及成型模具等。
4、所述电子部分包括温度控制器、伺服电机控制器、传动机构控制器、测力传感控制器、开始测量按钮以及电源等。
5、所述算法的主要功能是对测力传感器的原始数据进行分析计算,从而得出探头所受的的纵向力(即沿着探头运动方向的力)。
6、在准备测量时,先在所述软件界面设置电热板温度,等待电热板升温至设定温度并达到恒温稳定。
7、调节所述探头使得探头距离电热板表面达到一定距离,例如0.1毫米。
8、测量时,操作员将适量的待测材料放置到所述电热板上,然后用所述成型模具按压待测材料,待测材料在电热板上被模具成型为一定厚度(例如0.3毫米)的薄饼。
9、所述薄饼被电热板加热,开始熔化,操作员目测薄饼材料熔化后,按下“开始测量”按钮,软件记录该时间为熔化时间,电机开始正向运转,带动传动机构推动探头以设定速度(例如每秒5毫米)匀速直线向前运动。
10、所述探头往前运动接触到所述薄饼,感受到阻力,探头将阻力传递给所述测力传感器,测力传感器实时将数据传送给所述软件,软件调用所述算法进行分析计算,得到实时的纵向力。
11、随着所述薄饼由熔化状态逐渐变为固化状态,所述算法处理得到的纵向力会越来越大,当所述的纵向力达到设定阈值(例如500牛顿)时,软件认为薄饼达到固化,并记录该时间为固化时间。
12、所述软件算出固化时间和熔化时间之间的时间差即为最终测得的凝胶时间。
13、本次测量完成后,所述软件控制所述电机反向运转,带动探头向后回到零位,准备下一次测量。
14、根据本发明的一个实施例,所述成型模具所具有的精度可以将待测材料压制成一定厚度的薄饼,严格控制薄饼的厚度可以使测量结果具有较高的重复性和精度。
15、根据本发明的一个实施例,所述电热板是一个表面平整、光洁的金属板,易于加工制造,在磨损时易于更换。
16、根据本发明的一个实施例,所述电热板可以精确控制温度,从而使测量结果具有较高的重复性和精度。
17、根据本发明的一个实施例,所述伺服电机可以由软件控制实现高精度地控制运动距离、运动速度,从而实现高精度凝胶时间测量。
18、根据本发明的一个实施例,所述传动机构由精密丝杠和其零配件组成,可以将所述伺服电机的圆周运动转化为直线运动,并带动探头进行探测。
19、根据本发明的一个实施例,所述探头为一个金属圆柱体,安装在所述的传动机构上做匀速直线运动。探头的尺寸精度可以使测量结果具有较高的重复性和精度。
20、根据本发明的一个实施例,所述探头必须与所述电热板表面垂直。
21、根据本发明的一个实施例,所述探头的直线运动轨迹必须平行于电热板表面(通过调节电热板表面的立体角度实现)。
22、根据本发明的一个实施例,所述探头和所述电热板上表面的垂直距离必须小于所述薄饼的厚度,使得探头在运动时可以接触到薄饼。可以根据需要适当调节探头和电热板上表面的垂直距离(通过调节电热板的高度,或探头的高度实现)以及薄饼的厚度(通过所述成型模具实现)。
23、根据本发明的一个实施例,所述测力传感器可以测量不同方向的力,并将力信号发送给软件和算法模块。
24、根据本发明的一个实施例,所述算法可以从所述测力传感器的原始数据中分析计算出探头所受到的纵向力。
25、根据本发明的一个实施例,所述测力传感器在受到径向力时,不会影响凝胶时间测量结果。
26、根据本发明的一个实施例,所述测力传感器的测力时间间隔必须足够小(例如0.1秒),以保证测量凝胶时间结果的时间颗粒度和精度。
27、根据本发明的一个实施例,所述测力传感器及算法测得的实时纵向力可以表征待测材料的固化时间点。
28、根据本发明的一个实施例,所述软件可以设置所述纵向力的阈值,当实时纵向力达到这个阈值时,软件认为待测材料达到固化。
29、根据本发明的一个实施例,在测量特定待测材料的凝胶时间时,所述测量结果是所述电热板温度,所述薄饼厚度,所述探头到所述电热板表面的距离,探头的直径,探头运动速度以及所述纵向力的阈值的函数。其中,测量结果和电热板温度反相关,和薄饼厚度与探头到电热板表面的距离的差反相关,和探头的直径反相关,和探头运动速度反相关,和纵向力的阈值正相关。
30、根据本发明的一个实施例,上述参数皆可精确控制或设置,从而尽量避免了人为因素带来的误差,确保测量结果的精度。
31、本发明虽然以较佳实施例公开如上,但其并不是用来限定本发明。任何本领域技术人员在不脱离本发明的精神和范围内,都可以做出可能的变动和修改。因此凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何修改、等同变化及修饰,均落入本发明权利要求所界定的保护范围之内。
技术特征:
1.一种凝胶时间测量方法及装置,其特征在于,包括:所述方法和设备包括软件、机械、电子、算法四部分。所述机械部分由底座、支撑板、伺服电机、传动机构、传动杆、探头、测力传感器、电热板以及成型模具组成;其中,底座、支撑板、伺服电机、传动机构、传动杆、探头一起实现了探头的匀速直线运动,所述匀速直线运动由所述软件精确控制;所述电热板表可以由所述电子部分精确控制达到恒温。
2.一种凝胶时间测量方法,其特征在于,所述电热板的表面是一个平整光洁的表面,待测材料被放置在电热板的表面进行加热。
3.一种凝胶时间测量方法,其特征在于,待测材料被放置在所述电热板上并被所述成型模具成型为薄饼形状,薄饼的厚度由成型模具精确控制。
4.一种凝胶时间测量方法,其特征在于,所述探头距离所述电热板表面的距离小于所述薄饼的厚度,使得探头运动时可以接触到薄饼,感知薄饼的阻力。
5.一种凝胶时间测量方法,其特征在于,所述探头的运动轨迹平行于所述电热板表面。
6.一种凝胶时间测量方法,其特征在于,所述探头在薄饼中以匀速直线运动进行探测,探头所受到的阻力表征了待测材料的固化程度。
7.一种凝胶时间测量方法,其特征在于,所述探头遇到的所述阻力被所述测力传感器感知,并将阻力信号传送给所述软件和算法,软件和算法经过分析和计算得到纵向力。
8.一种凝胶时间测量方法,其特征在于,当所述纵向力达到一定阈值时,所述软件即可判断所述待测材料达到固化,并且所述纵向力的阈值可以由软件进行设定。
9.一种凝胶时间测量设备,其特征在于,所述探头由所述伺服电机、所述传动机构以及所述传动杆驱动,传动机构将伺服电机的圆运动转化为直线运动,所述电子部分精确控制伺服电机的运动,使得探头实现匀速直线运动,从而提高测量精度。
10.一种凝胶时间测量设备,其特征在于,所述探头进入所述薄饼的深度可以根据需要进行调节。
11.一种凝胶时间测量方法及装置,其特征在于,包括:在测量特定待测材料的凝胶时间时,测量结果是所述电热板温度,所述薄饼厚度,所述探头到所述电热板表面的距离,探头的直径,探头运动速度以及所述纵向力的阈值的函数。其中,测量结果和电热板温度反相关,和薄饼厚度与探头到电热板表面的距离的差反相关,和探头的直径反相关,和探头运动速度反相关,和纵向力的阈值正相关。
技术总结
本发明涉及一种凝胶时间测量方法及装置。待测材料被成型模具成型为一定厚度的薄饼,该薄饼在电热板上被加热熔化,并逐渐固化,在这个过程中,测力探头由伺服电机和传动机构驱动做匀速直线运动以一定的深度从薄饼中划过。测力探头所探测到的纵向力即表征了待测材料的固化程度。当上述纵向力达到设定阈值时,即可判断待测材料已经达到固化。根据熔化时间和固化时间即可得到凝胶时间。
技术研发人员:王澎
受保护的技术使用者:伍中信息科技(上海)有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!