一种薄规格高强钢裂纹敏感性评价方法、装置及存储介质与流程
本申请涉及农事活动领域,尤其涉及一种薄规格高强钢裂纹敏感性评价方法、装置及存储介质。
背景技术:
1、由于汽车轻量化和碰撞安全的需求,高强度钢板大量地应用于汽车白车身。在几何形状上高强钢零件较软钢深冲零件相对简单,其失效模式也有较大区别,软钢在零件圆角等深拉延的位置发生平面应变、胀形等开裂,而高强钢往往在材料边部发生翻边开裂。
2、高强钢翻边开裂除了和边缘的毛刺大小和方向有关,还和材料的本身的特性有一定关系,即材料对裂纹的敏感性。之所以说材料对裂纹的敏感性与翻边开裂有关,是由于材料在落料时受到剑刃的剪切和挤压对板料边部造成一定的损伤,从微观上可以看到断口有微裂纹的存在,正是由于微裂纹的存在造成了材料在翻边拉伸过程中形成应力集中,微裂纹发生扩展,表现为材料边部变形在远小于材料本身的延伸率时就发生开裂。如果材料本身具有很强的止裂性能,那么材料的微裂纹在裂纹尖端会发生钝化,减慢或阻止裂纹的进一步扩展,宏观表现为该材料具有良好的翻边性能;相反,如果材料本身止裂性能不佳,裂纹敏感性高,微裂纹会快速扩展,逐渐聚集形成宏观裂纹造成边部的失效。
3、评价薄规格高强钢在大变形过程中的裂纹敏感性是业内的一个难点,行业内往往用扩孔率来表征材料的翻边性能,这种方法是存在较大的局限性的:
4、(1)该方法采用人为观察穿透裂纹的发生时停机,用当前孔的直径增大量与原始孔径的比值(扩孔率)作为评价翻边性能,人为的因素较大,尤其是对判断薄规格板料穿透裂纹具有很大的不确定性,因此,该实验的波动较大,可靠性相对较差;
5、(2)该方法受到板料落料(切边)的影响很大,不同的试验室在冲孔时的模具状态不同(例如间隙、剑刃的锋利程度等),这种不确定的因素造成试验样片的初始状态不一致,引入了能影响试验结果的非材料因素,试验结果不能完全反应材料的特性;
6、(3)该方法无法判断材料在不同方向上的裂纹敏感性,尤其是薄板材料往往是有各项异性的,即板面各个方向的性能是不同的,裂纹敏感性也不同,通过圆孔的穿透裂纹来判断材料的翻边性能只能测出最弱的方向,无法表征不同方向(例如轧向、横向等)的性能,对找出最佳的成形方向不具备指导意义。
技术实现思路
1、为了解决上述技术问题或者至少部分地解决上述技术问题,本申请提供了一种薄规格高强钢裂纹敏感性评价方法、装置及存储介质。
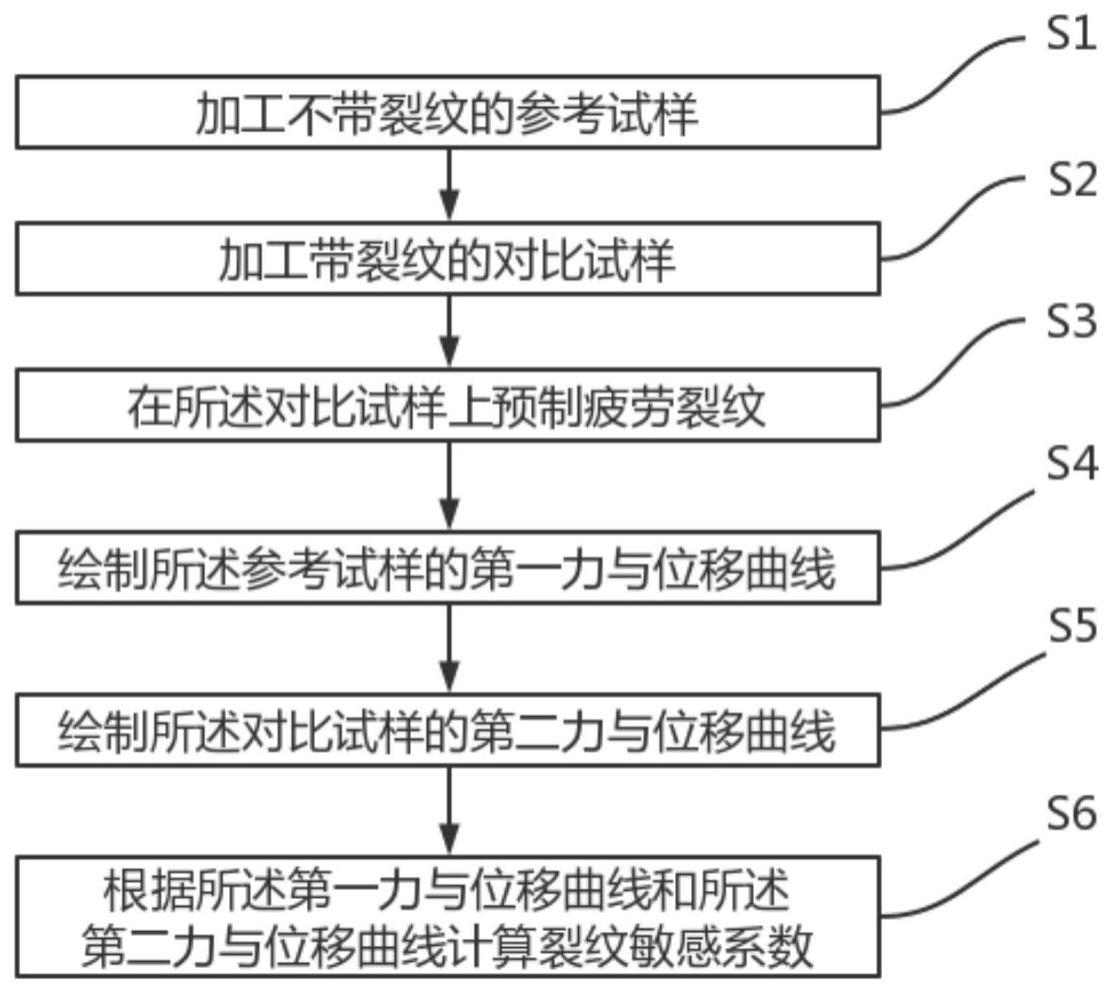
2、第一方面,本申请提供了一种薄规格高强钢裂纹敏感性评价方法,所述方法包括步骤:
3、加工不带裂纹的参考试样;
4、加工带裂纹的对比试样;
5、在所述对比试样上预制疲劳裂纹;
6、绘制所述参考试样的第一力与位移曲线;
7、绘制所述对比试样的第二力与位移曲线;
8、根据所述第一力与位移曲线和所述第二力与位移曲线计算裂纹敏感系数。
9、优选地,所述加工不带裂纹的参考试样包括步骤:
10、获取不带裂纹的矩形拉伸样;
11、打磨所述矩形拉伸样的边部;
12、将所述矩形拉伸样的侧面磨成光滑镜面。
13、优选地,所述加工带裂纹的对比试样包括步骤:
14、获取带裂纹的矩形拉伸样;
15、在所述矩形拉伸样的单侧中间加工v型缺口;
16、打磨所述矩形拉伸样的边部;
17、将所述矩形拉伸样的侧面磨成光滑镜面。
18、优选地,所述在所述对比试样上预制疲劳裂纹包括步骤:
19、在所述对比试样的缺口处安装引伸计;
20、将所述对比试样用低应力幅疲劳方法加工疲劳裂纹;
21、通过柔度法测量所述疲劳裂纹的长度。
22、优选地,所述绘制所述参考试样的第一力与位移曲线包括步骤:
23、将所述参考试样放置于拉伸试验机上;
24、对所述参考试样执行拉伸试验;
25、记录力和夹具的第一力与位移曲线。
26、优选地,所述绘制所述对比试样的第二力与位移曲线包括步骤:
27、将所述对比试样放置于拉伸试验机上;
28、对所述对比试样进行拉伸试验;
29、记录力和夹具的第二力与位移曲线。
30、优选地,所述裂纹敏感系数的表达式为:
31、
32、其中,r表示裂纹敏感系数,fn表示参考试样在拉伸试验机上的最大的力,fc表示对比试样在拉伸试验机上的最大的力。
33、第二方面,提供了一种薄规格高强钢裂纹敏感性评价装置,包括:
34、参考试样加工模块,用于加工不带裂纹的参考试样;
35、对比试样加工模块,用于加工带裂纹的对比试样;
36、疲劳裂纹预制模块,用于在所述对比试样上预制疲劳裂纹;
37、第一曲线绘制模块,用于绘制所述参考试样的第一力与位移曲线;
38、第二曲线绘制模块,用于绘制所述对比试样的第二力与位移曲线;
39、敏感系数计算模块,用于根据所述第一力与位移曲线和所述第二力与位移曲线计算裂纹敏感系数。
40、第三方面,提供了一种电子设备,包括处理器、通信接口、存储器和通信总线,其中,处理器,通信接口,存储器通过通信总线完成相互间的通信;
41、存储器,用于存放计算机程序;
42、处理器,用于执行存储器上所存放的程序时,实现第一方面任一项实施例所述的薄规格高强钢裂纹敏感性评价的步骤。
43、第四方面,提供了一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现如第一方面任一项实施例所述的薄规格高强钢裂纹敏感性评价的步骤。
44、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
45、本申请提供的一种薄规格高强钢裂纹敏感性评价方法、装置及存储介质避免了人为判断裂纹产生的判据,消除了人为因素的影响,使得结果的精度更高;消除了冲孔工艺的不同对试样边缘损伤的影响,使得试样边缘损伤处在同一个水平线上,使得裂纹敏感性的判定更加科学可信;可以根据需要测试不同方向的裂纹敏感性,从而指导落料的工艺,使得翻边开裂风险的受力方向处在材料相对较低的敏感性的方向。
技术特征:
1.一种薄规格高强钢裂纹敏感性评价方法,其特征在于,所述方法包括步骤:
2.根据权利要求1所述的薄规格高强钢裂纹敏感性评价方法,其特征在于,所述加工不带裂纹的参考试样包括步骤:
3.根据权利要求1所述的薄规格高强钢裂纹敏感性评价方法,其特征在于,所述加工带裂纹的对比试样包括步骤:
4.根据权利要求1所述的薄规格高强钢裂纹敏感性评价方法,其特征在于,所述在所述对比试样上预制疲劳裂纹包括步骤:
5.根据权利要求1所述的薄规格高强钢裂纹敏感性评价方法,其特征在于,所述绘制所述参考试样的第一力与位移曲线包括步骤:
6.根据权利要求1所述的薄规格高强钢裂纹敏感性评价方法,其特征在于,所述绘制所述对比试样的第二力与位移曲线包括步骤:
7.根据权利要求1所述的薄规格高强钢裂纹敏感性评价方法,其特征在于,所述裂纹敏感系数的表达式为:
8.一种薄规格高强钢裂纹敏感性评价装置,其特征在于,包括:
9.一种电子设备,其特征在于,包括处理器、通信接口、存储器和通信总线,其中,处理器,通信接口,存储器通过通信总线完成相互间的通信;
10.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现如权利要求1-7任一项所述的薄规格高强钢裂纹敏感性评价方法的步骤。
技术总结
本申请涉及一种薄规格高强钢裂纹敏感性评价方法、装置及存储介质,所述方法包括步骤:加工不带裂纹的参考试样;加工带裂纹的对比试样;在所述对比试样上预制疲劳裂纹;绘制所述参考试样的第一力与位移曲线;绘制所述对比试样的第二力与位移曲线;根据所述第一力与位移曲线和所述第二力与位移曲线计算裂纹敏感系数。本申请避免了人为判断裂纹产生的判据,消除了人为因素的影响,使得结果的精度更高;消除了冲孔工艺的不同对试样边缘损伤的影响,使得试样边缘损伤处在同一个水平线上,使得裂纹敏感性的判定更加科学可信;可以根据需要测试不同方向的裂纹敏感性,从而指导落料的工艺,使得翻边开裂风险的受力方向处在材料相对较低的敏感性的方向。
技术研发人员:余立,魏星,陈寅,陈明,刘渊媛,董蓓,周少云
受保护的技术使用者:武汉钢铁有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!