一种螺旋焊管管径激光检测系统及其使用方法
本发明属于测量装置,尤其涉及一种螺旋焊管管径激光检测系统及其使用方法。
背景技术:
1、螺旋焊管是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(也叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。
2、现有技术中,螺旋焊管在加工过程中由于振动等不可避免的因素,会发生偏移,如果不对螺旋焊管的位置进行调整,则会导致生产出来的产品出现焊缝位置不准确、接缝焊接不牢固等不符合产品要求的情况。
技术实现思路
1、本发明的目的是提供一种螺旋焊管管径激光检测系统及其使用方法,以解决上述问题。
2、为实现上述目的,本发明提供了如下方案:
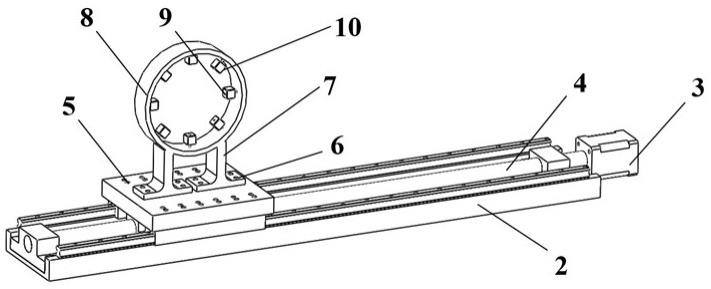
3、一种螺旋焊管管径激光检测系统,包括:位移组件,所述位移组件的活动端固接有连接脚,所述连接脚的顶面固接有立柱,所述立柱的顶端固接有圆形安装架,所述圆形安装架的内缘处周向等间隔固接有若干激光位移传感器,若干所述激光位移传感器的探头朝向所述圆形安装架的圆心,若干所述激光位移传感器均与单片机电性连接。
4、优选的,所述激光位移传感器的数量为2的倍数。
5、优选的,所述激光位移传感器的外侧设有防尘罩。
6、优选的,所述位移组件包括底板,所述底板的顶面上固接有两平行且对称设置的滑轨,所述滑轨沿所述底板的长度方向设置,两所述滑轨之间设置有滚珠丝杆,所述滚珠丝杆沿所述底板的长度方向设置且与所述底板转动连接,所述滚珠丝杆的一端伸出所述底板且同轴固接有步进电机的输出轴,所述步进电机固接在所述底板的一端,所述滚珠丝杆螺纹连接有滑动平板,所述滑动平板与两所述滑轨滑动连接,所述连接脚固接在所述滑动平板的顶面上。
7、一种螺旋焊管管径激光检测系统的使用方法,包括以下步骤:
8、s1、将初始正确位置上若干个激光位移传感器的探测端到螺旋焊管的距离范围值预存到单片机上;
9、s2、通过激光位移传感器实时测量螺旋焊管的管径;
10、s3、将测量数据传输至单片机;
11、s4、由单片机根据预存的距离范围值判断螺旋焊管的偏移方向;
12、s5、计算螺旋焊管的偏移值;
13、s6、单片机将计算得到的数据传输给螺旋焊管成型机的控制器;
14、s7、螺旋焊管成型机的控制器控制螺旋焊管成型机调整螺旋焊管的位置。
15、优选的,螺旋焊管向左偏移时,偏移量的计算方法为:
16、;
17、;
18、;
19、其中,α为螺旋焊管向左偏移时激光位移传感器所发出的射线与x轴负方向的夹角;r为螺旋焊管的半径值;x1为左移时激光位移传感器所发出的射线在x轴的投影;y1为螺旋焊管向左偏移时激光位移传感器所发出的射线在y轴的投影;h为螺旋焊管向左偏移时的偏移量。
20、优选的,螺旋焊管向右偏移时,偏移量的计算方法为:
21、;
22、;
23、;
24、其中,β为螺旋焊管右移时激光位移传感器所发出的射线与x轴正方向的夹角;为螺旋焊管右移时激光位移传感器所发出的射线在x轴的投影,为螺旋焊管右移时激光位移传感器所发出的射线在y轴的投影,为螺旋焊管向右偏移时的偏移量。
25、与现有技术相比,本发明具有如下优点和技术效果:
26、本发明结构简单,可操作性强,可以满足不同规格螺旋焊管管径测量的需求,测量的结果是根据实时测量的距离来计算的,测量速度快,测量结果精确率高,并且测量结果会通过单片机即时反馈给螺旋焊管成型机的控制器,调整加工过程。在生产过程中激光位移传感器不容易被破坏,适应性强。
技术特征:
1.一种螺旋焊管管径激光检测系统,其特征在于,包括:位移组件,所述位移组件的活动端固接有连接脚(6),所述连接脚(6)的顶面固接有立柱(7),所述立柱(7)的顶端固接有圆形安装架(8),所述圆形安装架(8)的内缘处周向等间隔固接有若干激光位移传感器(9),若干所述激光位移传感器(9)的探头朝向所述圆形安装架(8)的圆心,若干所述激光位移传感器(9)均与单片机电性连接。
2.根据权利要求1所述的一种螺旋焊管管径激光检测系统,其特征在于:所述激光位移传感器(9)的数量为2的倍数。
3.根据权利要求1所述的一种螺旋焊管管径激光检测系统,其特征在于:所述激光位移传感器(9)的外侧设有防尘罩(10)。
4.根据权利要求1所述的一种螺旋焊管管径激光检测系统,其特征在于:所述位移组件包括底板(2),所述底板(2)的顶面上固接有两平行且对称设置的滑轨,所述滑轨沿所述底板(2)的长度方向设置,两所述滑轨之间设置有滚珠丝杆(4),所述滚珠丝杆(4)沿所述底板(2)的长度方向设置且与所述底板(2)转动连接,所述滚珠丝杆(4)的一端伸出所述底板(2)且同轴固接有步进电机(3)的输出轴,所述步进电机(3)固接在所述底板(2)的一端,所述滚珠丝杆(4)螺纹连接有滑动平板(5),所述滑动平板(5)与两所述滑轨滑动连接,所述连接脚(6)固接在所述滑动平板(5)的顶面上。
5.根据权利要求1-4任一项所述的一种螺旋焊管管径激光检测系统的使用方法,其特征在于,包括以下步骤:
6.根据权利要求5所述的一种螺旋焊管管径激光检测系统的使用方法,其特征在于:螺旋焊管向左偏移时,偏移量的计算方法为:
7.根据权利要求5所述的一种螺旋焊管管径激光检测系统的使用方法,其特征在于:螺旋焊管向右偏移时,偏移量的计算方法为:
技术总结
本发明属于测量装置技术领域,尤其涉及一种螺旋焊管管径激光检测系统及其使用方法,包括:位移组件,位移组件的活动端固接有连接脚,连接脚的顶面固接有立柱,立柱的顶端固接有圆形安装架,圆形安装架的内缘处周向等间隔固接有若干激光位移传感器,若干激光位移传感器的探头朝向圆形安装架的圆心,若干激光位移传感器均与单片机电性连接。本发明结构简单,可操作性强,可以满足不同规格螺旋焊管管径测量的需求,测量的结果是根据实时测量的距离来计算的,测量速度快,测量结果精确率高,并且测量结果会通过单片机即时反馈给螺旋焊管成型机的控制器调整加工过程。在生产过程中激光位移传感器不容易被破坏,适应性强。
技术研发人员:马立东,王小聪,孙跃文,迟晓菲,董志广,白景漪,李正楠
受保护的技术使用者:太原科技大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!