一种疲劳寿命增益率检测方法、装置、设备及介质与流程
本申请涉及工件优化,尤其涉及一种疲劳寿命增益率检测方法、装置、设备及介质。
背景技术:
1、随着飞机机体结构轻量化和长寿命的要求变高,飞机机体关键承力构件的疲劳寿命问题越来越凸显,特别是应力集中部位,如框梁零件的r区圆角结构附近。这些疲劳关键部位在加工制造过程中需要进行抗疲劳强化处理。
2、然而现有技术中缺少对飞机承力构件抗疲劳强化效果进行检测检测的方法。
技术实现思路
1、本申请实施例提供了一种疲劳寿命增益率检测方法、装置、设备及介质,解决了现有技术对飞机承力构件的抗疲劳强化效果无法有效进行检测的技术问题。
2、一方面,本申请实施例提供了一种疲劳寿命增益率检测方法,包括以下步骤:
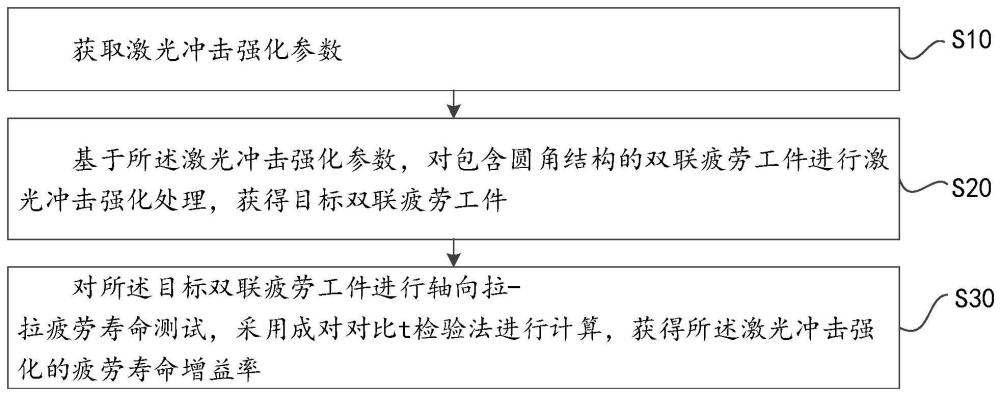
3、获取激光冲击强化参数;其中,所述激光冲击强化参数包括激光能量、搭接率和覆盖率;
4、基于所述激光冲击强化参数,对包含圆角结构的双联疲劳工件进行激光冲击强化处理,获得目标双联疲劳工件;
5、对所述目标双联疲劳工件进行轴向拉-拉疲劳寿命测试,采用成对对比t检验法进行计算,获得所述激光冲击强化的疲劳寿命增益率。
6、作为本申请一些可选方式,所述包含圆角结构的双联疲劳工件在进行激光冲击强化处理前,还包括以下步骤:
7、获取包含圆角结构的第一双联疲劳工件;
8、将所述第一双联疲劳工件进行热处理和表面处理,获得第二双联疲劳工件;
9、将所述第二双联疲劳工件进行激光冲击强化处理。
10、作为本申请一些可选方式,所述将所述第二双联疲劳工件进行激光冲击强化处理,包括:
11、采用“光束固定、构件移动”的模式,或者“构件固定、光束移动”的模式对所述第二双联疲劳工件进行激光冲击强化处理;其中,在进行激光冲击强化处理时,吸收层为铝箔胶带,约束层为水。
12、作为本申请一些可选方式,所述获取激光冲击强化参数,包括:
13、基于所述双联疲劳工件的材料,获得激光冲击强化表面残余压应力阈值;基于所述激光冲击强化表面残余压应力参数,获得第一激光冲击强化参数;其中,所述第一激光冲击强化参数包括激光能量值、搭接率和覆盖率;其中,所述双联疲劳工件的材料包括铝合金和钛合金;
14、基于所述第一激光冲击强化参数,对工件试样进行激光冲击强化处理,获得第一工件试样;对所述第一工件试样进行表面残余压应力检测,获得第一表面残余压应力测量值;
15、基于预设阈值,判读所述第一表面残余压应力测量值是否合格;
16、若合格,则以所述第一激光冲击强化参数作为目标激光冲击强化参数。
17、作为本申请一些可选方式,所述基于预设阈值,判读所述第一表面残余压应力测量值是否合格,包括:
18、若不合格,则在所述第一激光冲击强化参数的基础上,上调激光能量值后,获得第二激光冲击强化参数;并基于所述第二激光冲击强化参数对工件试样进行激光冲击强化处理,获得第二工件试样;
19、对所述第二工件试样进行表面残余压应力检测,获得第二表面残余压应力测量值;
20、基于预设阈值,判读所述第二表面残余压应力测量值是否合格,若合格,则以所述第二激光冲击强化参数作为目标激光冲击强化参数;
21、若不合格,则重复上述步骤。
22、作为本申请一些可选方式,所述对所述第一工件试样进行表面残余压应力检测,获得第一表面残余压应力测量值,包括:
23、采用x射线衍射法对所述第一工件试样进行表面残余压应力检测,获得第一表面残余压应力测量值;其中,检测点≥3个点位。
24、作为本申请一些可选方式,当所述双联疲劳工件的材料为铝合金时,所述激光冲击强化表面残余压应力阈值≥150mpa;当所述双联疲劳工件的材料为钛合金时,所述激光冲击强化表面残余压应力阈值≥350mpa。
25、作为本申请一些可选方式,所述工件试样的厚度≥10mm,尺寸≥50mm×50mm。
26、再一方面,本申请实施例提供了一种疲劳寿命增益率检测装置,包括:
27、第一获取模块,用于获取激光冲击强化参数;其中,所述激光冲击强化参数包括激光能量、搭接率和覆盖率;
28、第二获取模块,用于基于所述激光冲击强化参数,对包含圆角结构的双联疲劳工件进行激光冲击强化处理,获得目标双联疲劳工件;
29、检测模块,用于对所述目标双联疲劳工件进行轴向拉-拉疲劳寿命测试,采用成对对比t检验法进行计算,获得所述激光冲击强化的疲劳寿命增益率。
30、再一方面,本申请实施例提供了一种电子设备,该电子设备包括存储器和处理器,所述存储器中存储有计算机程序,所述处理器执行所述计算机程序,实现如上所述疲劳寿命增益率检测方法。
31、再一方面,本申请实施例提供了一种获取机可读存储介质,所述获取机可读存储介质上存储有获取机程序,所述处理器执行所述获取机程序,实现如上所述疲劳寿命增益率检测方法。
32、与现有技术相比,本申请实施例提供了一种疲劳寿命增益率检测方法,包括以下步骤:获取激光冲击强化参数;其中,所述激光冲击强化参数包括激光能量、搭接率和覆盖率;基于所述激光冲击强化参数,对包含圆角结构的双联疲劳工件进行激光冲击强化处理,获得目标双联疲劳工件;对所述目标双联疲劳工件进行轴向拉-拉疲劳寿命测试,采用成对对比t检验法进行计算,获得所述激光冲击强化的疲劳寿命增益率。可以看出,本申请通过先对工件进行激光冲击强化处理后,对其进行轴向拉-拉疲劳寿命测试,并采用成对对比t检验法进行计算,可以有效规避无关试验因素的影响,从而使得检测结果更为合理有效,准确度更高。
技术特征:
1.一种疲劳寿命增益率检测方法,其特征在于,包括以下步骤:
2.根据权利要求1所述疲劳寿命增益率检测方法,其特征在于,所述包含圆角结构的双联疲劳工件在进行激光冲击强化处理前,还包括以下步骤:
3.根据权利要求2所述疲劳寿命增益率检测方法,其特征在于,所述将所述第二双联疲劳工件进行激光冲击强化处理,包括:
4.根据权利要求1所述疲劳寿命增益率检测方法,其特征在于,所述获取激光冲击强化参数,包括:
5.根据权利要求4所述疲劳寿命增益率检测方法,其特征在于,所述基于预设阈值,判读所述第一表面残余压应力测量值是否合格,包括:
6.根据权利要求4所述疲劳寿命增益率检测方法,其特征在于,所述对所述第一工件试样进行表面残余压应力检测,获得第一表面残余压应力测量值,包括:
7.根据权利要求4所述疲劳寿命增益率检测方法,其特征在于,当所述双联疲劳工件的材料为铝合金时,所述激光冲击强化表面残余压应力阈值≥
8.根据权利要求4所述疲劳寿命增益率检测方法,其特征在于,所述工件试样的厚度≥10mm,尺寸≥50mm×50mm。
9.一种疲劳寿命增益率检测装置,其特征在于,包括:
10.一种电子设备,其特征在于,该电子设备包括存储器和处理器,所述存储器中存储有计算机程序,所述处理器执行所述计算机程序,实现如权利要求1-8中任一项所述疲劳寿命增益率检测方法。
11.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质上存储有计算机程序,处理器执行所述计算机程序,实现如权利要求1-8中任一项所述疲劳寿命增益率检测方法。
技术总结
本申请实施例公开了一种疲劳寿命增益率检测方法、装置、设备及介质,涉及工件优化技术领域,解决了现有技术对飞机承力构件的抗疲劳强化效果无法有效进行检测的技术问题。所述检测方法包括以下步骤:获取激光冲击强化参数;其中,所述激光冲击强化参数包括激光能量、搭接率和覆盖率;基于所述激光冲击强化参数,对包含圆角结构的双联疲劳工件进行激光冲击强化处理,获得目标双联疲劳工件;对所述目标双联疲劳工件进行轴向拉‑拉疲劳寿命测试,采用成对对比t检验法进行计算,获得所述激光冲击强化的疲劳寿命增益率。
技术研发人员:蔡明勇,华程,易吉豪,李海升
受保护的技术使用者:成都飞机工业(集团)有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!