一种不锈钢覆面焊缝缺陷的定位方法与流程
本发明涉及电磁检测,具体涉及一种不锈钢覆面焊缝缺陷的定位方法。
背景技术:
1、核电项目对于不锈钢覆面焊缝的质量检验主要采用目视检测、液体渗透检测、射线检测结合真空盒检漏的技术手段。其中射线检测为“长期储水”水池必需的技术要求,但其工作量巨大、自动化程度低,辐射安全风险较大,且需要专用时间窗口和作业场所。
2、交流电磁场检测(alternating current field measurement-acfm)技术是一种新兴的电磁无损检测技术,具有非接触测量、受提离影响小、绿色无污染等优势。acfm技术利用检测探头在导电试件表面感应出均匀的电流,电流在缺陷周围产生扰动引起空间磁场畸变,通过检测传感器测量空间磁场畸变信号,从而实现缺陷的检测和评估。
3、传统acfm检测过程通过手持检测探头沿着焊缝进行扫查,由于扫查方式为手动、焊缝表面凹凸不平等因素致使检测速度不均匀,检测过程中存在干扰信号,从而导致缺陷定位结果误差较大,无法实现缺陷的准确定位。
技术实现思路
1、本发明要解决的技术问题是针对现有技术存在的上述不足,提供一种不锈钢覆面焊缝缺陷的定位方法,能消除检测探头的提离抖动、检测速度的变化等多种干扰因素对焊缝缺陷定位结果的影响,可提高焊缝缺陷定位结果的准确性,且相对于射线检测技术来说,无辐射、不需要专用时间窗口。
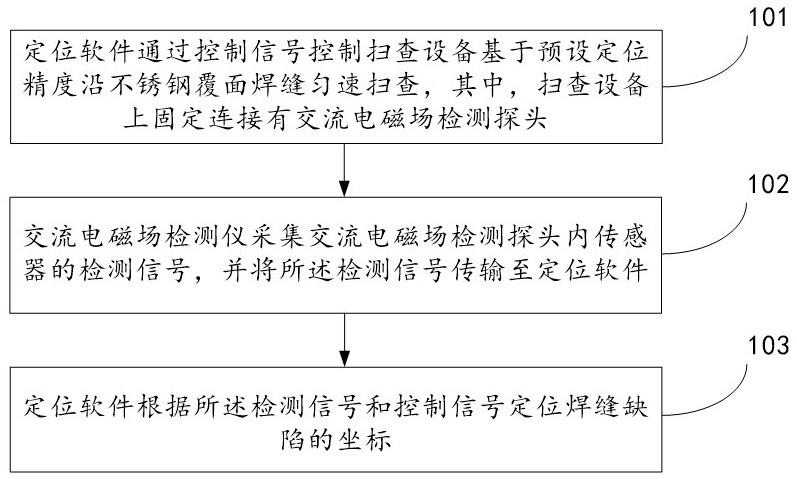
2、本发明提供一种不锈钢覆面焊缝缺陷的定位方法,采用不锈钢覆面焊缝缺陷定位系统,所述定位系统包括交流电磁场检测探头、扫查设备、交流电磁场检测仪和定位软件,所述方法包括:定位软件通过控制信号控制扫查设备基于预设定位精度沿不锈钢覆面焊缝匀速扫查,其中,扫查设备上固定连接有交流电磁场检测探头;交流电磁场检测仪采集交流电磁场检测探头内传感器的检测信号,并将所述检测信号传输至定位软件;定位软件根据所述检测信号和控制信号定位焊缝缺陷的坐标。
3、优选地,所述扫查设备包括丝杠机构、步进电机。所述定位软件通过控制信号控制扫查设备基于预设定位精度沿不锈钢覆面焊缝匀速扫查,具体包括:定位软件向扫查设备发送控制信号,控制信号包括脉冲信号和方向信号;扫查设备的步进电机根据控制信号作匀速旋转运动;扫查设备的丝杠机构将步进电机的匀速旋转运动转换为交流电磁场检测探头基于预设定位精度沿不锈钢覆面焊缝匀速扫查,其中,步进电机的主轴与丝杠机构刚性连接。
4、优选地,在所述定位软件通过控制信号控制扫查设备基于预设定位精度沿不锈钢覆面焊缝匀速扫查之前,所述定位方法还包括:设置步进电机的步距角为第一角度,丝杠机构的导程为n;根据以下公式确定预设定位精度: p=n/f,其中,p为预设定位精度,f为脉冲信号的频率,f=360度/第一角度。
5、优选地,第一角度为1.8度,n为1毫米,预设定位精度p为5微米。
6、优选地,所述检测信号包括第一特征信号和第二特征信号。
7、所述定位软件根据所述检测信号和控制信号定位焊缝缺陷的坐标,具体包括:定位软件根据第一特征信号的波谷中心获取第一横坐标;定位软件根据第二特征信号的波峰和波谷分别获取第二横坐标和第三横坐标;定位软件根据脉冲信号与时间的关系,计算出交流电磁场检测探头匀速扫查过程中的位置坐标;定位软件根据匀速扫查过程中的位置坐标定位第一横坐标为焊缝缺陷的中心点、第二横坐标和第三横坐标分别为焊缝缺陷的两端坐标。
8、优选地,所述交流电磁场检测仪包括单片机、步进电机驱动器。
9、所述定位软件向扫查设备发送控制信号,具体包括:定位软件向单片机发送控制指令;单片机根据控制指令输出脉冲信号和方向信号给步进电机驱动器;步进电机驱动器根据脉冲信号和方向信号驱动扫查设备的步进电机转动。
10、优选地,方向信号包括正向信号和反向信号。
11、在所述定位软件根据所述检测信号和控制信号定位焊缝缺陷的坐标之后,所述定位方法还包括:电磁场检测探头基于预设定位精度沿不锈钢覆面焊缝正向匀速扫查和反向匀速扫查;定位软件根据正向和反向的匀速扫查结果定位焊缝缺陷的坐标。
12、优选地,交流电磁场检测仪还包括视觉装置。视觉装置采集焊缝表面图像,并将焊缝表面图像传输至定位软件,以使定位软件验证焊缝缺陷的坐标是否准确。
13、本发明的不锈钢覆面焊缝缺陷的定位方法,通过控制信号控制扫查设备基于预设定位精度沿不锈钢覆面焊缝匀速扫查,且扫查设备上安装有交流电磁场检测探头,从而获得匀速的扫查结果,且根据扫查结果得到的缺陷定位结果的准确性与预设定位精度相关,预设定位精度越高,缺陷定位结果的准确性越高。因此,本发明焊缝缺陷的定位方法可排除检测探头的提离抖动、检测速度的变化等多种干扰因素对定位结果的影响,提高了缺陷定位的准确性。
技术特征:
1.一种不锈钢覆面焊缝缺陷的定位方法,其特征在于,采用不锈钢覆面焊缝缺陷定位系统,所述定位系统包括交流电磁场检测探头、扫查设备、交流电磁场检测仪和定位软件,所述方法包括:
2.根据权利要求1所述的不锈钢覆面焊缝缺陷的定位方法,其特征在于,所述扫查设备包括丝杠机构、步进电机,
3.根据权利要求2所述的不锈钢覆面焊缝缺陷的定位方法,其特征在于,在所述定位软件通过控制信号控制扫查设备基于预设定位精度沿不锈钢覆面焊缝匀速扫查之前,还包括:
4.根据权利要求3所述的不锈钢覆面焊缝缺陷的定位方法,其特征在于,第一角度为1.8度,n为1毫米,预设定位精度p为5微米。
5.根据权利要求2所述的不锈钢覆面焊缝缺陷的定位方法,其特征在于,所述检测信号包括第一特征信号和第二特征信号,
6.根据权利要求2所述的不锈钢覆面焊缝缺陷的定位方法,其特征在于,所述交流电磁场检测仪包括单片机、步进电机驱动器,
7.根据权利要求2所述的不锈钢覆面焊缝缺陷的定位方法,其特征在于,方向信号包括正向信号和反向信号,
8.根据权利要求1所述的不锈钢覆面焊缝缺陷的定位方法,其特征在于,交流电磁场检测仪还包括视觉装置,
技术总结
本发明公开一种不锈钢覆面焊缝缺陷定位方法,属于电磁检测技术领域。所述方法包括:定位软件通过控制信号控制扫查设备基于预设定位精度沿不锈钢覆面焊缝匀速扫查,其中,扫查设备上固定连接有交流电磁场检测探头;交流电磁场检测仪采集交流电磁场检测探头内传感器的检测信号,并将所述检测信号传输至定位软件;定位软件根据所述检测信号和控制信号定位焊缝缺陷的坐标。所述方法可解决相关技术中存在的手持检测探头沿着焊缝进行扫查致使检测速度不均匀,检测过程中存在干扰信号,缺陷定位结果准确性低的问题。
技术研发人员:马敬,王宇欣,李伟,高宇,袁新安,郭利峰,殷晓康,张耀春,秦永泉,李肖,马迎兵,白林,赵建超,梁潇茹,吕康蕾
受保护的技术使用者:中国核电工程有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!