一种轴颈位置度检测用定位工装及其使用方法与流程
本发明涉及定位工装,具体而言,涉及一种轴颈位置度检测用定位工装及其使用方法。
背景技术:
1、随着轻量化车桥的推广,驱动桥差速器总成已得到广泛应用,差速器十字轴是驱动桥差速器总成中的一个零件,其主要作用为支承四个行星齿轮,从而实现汽车在转弯时的差速转动。差速器十字轴的中心孔位置精度要求很高,对于生产出来的差速器十字轴,要求其轴颈上四个关键点位于同一平面上,即十字轴轴颈的位置度要处于规定的合格的范围内,因此需要对差速器十字轴的中心孔相对于轴颈的位置度进行检测。
2、目前,通常将十字轴放在检测装置上,利用杠杆原理,检查时需要按下十字轴,浮动板下降,浮动板将移动数值通过芯轴传递到杠杆上,与杠杆另一端接触的表架下端将测量信息反馈给固定在表架上的千分表,经过多次测量得到十字轴的位置度误差值,检测结构复杂;在测量过程中,手动按压十字轴,再经过杠杆原理得到测量数值,且该检测装置需要多次手动按压十字轴,在按压过程中容易导致十字轴的定位精度变差,容易造成测量误差,导致测量结果不准确。
技术实现思路
1、为解决现有检测十字轴中心孔相对于轴颈位置度时,检测装置复杂,难以保证十字轴的安装定位精度且测量结果不准确的问题,本发明提供了一种轴颈位置度检测用定位工装及其使用方法。
2、第一方面,本发明提供了一种轴颈位置度检测用定位工装,包括:
3、旋转装置、弹性涨紧组件、底座,所述旋转装置外侧与所述底座固定连接,所述旋转装置内侧与所述弹性涨紧组件固定连接;
4、所述弹性涨紧组件包括涨紧件、锥形压紧件、第一连接件,所述涨紧件套设于所述锥形压紧件的外部,所述锥形压紧件套设于所述第一连接件的外部;
5、所述涨紧件下端部的内部与所述第一连接件螺纹连接;
6、所述涨紧件上端部的内部具有中空部,所述中空部具有第一工作部、第二工作部,所述第一工作部位于所述第二工作部上侧,所述第一工作部的内径由上至下逐渐缩小,所述第二工作部的内径上下一致,所述第一工作部下端部的内径d1等于所述第二工作部上端面的内径d2;
7、所述锥形压紧件的外径由上至下逐渐缩小,所述锥形压紧件的锥度α1与所述第一工作部的锥度α2相等。
8、在一些实施例中,所述涨紧件沿所述中空部的底部向下形成第一安装孔;所述锥形压紧件具有第二安装孔,所述第二安装孔贯穿所述锥形压紧件的上下端面;
9、所述第一安装孔的中心线与所述第二安装孔的中心线重合;
10、所述第二安装孔与所述第一连接件适配。
11、在一些实施例中,所述第一安装孔为螺纹孔,所述第二安装孔为通孔,所述第一连接件为螺栓。
12、在一些实施例中,所述涨紧件的外圆周面开设有n个第一弹性槽,m个第二弹性槽,所述第一弹性槽与所述第二弹性槽交错布置;
13、所述第一弹性槽具有第一圆孔、第一垂直槽、第一水平槽、第二垂直槽、第二圆孔;所述第一圆孔的下圆弧面与所述第一垂直槽的上端部连通,所述第一垂直槽的下端部与所述第一水平槽的左端部连通,所述第一水平槽的右端部与所述第二垂直槽的下端部连通,所述第二垂直槽的上端部与所述第二圆孔的下圆弧面连通;
14、所述第一圆孔的中心线与所述中空部的底部之间的距离l1等于所述第二圆孔的中心线与所述中空部的底部之间的距离l2;
15、所述第二弹性槽具有第三圆孔、第三垂直槽,所述第三圆孔位于所述第三垂直槽下侧,所述第三垂直槽沿所述涨紧件上端面向下垂直延伸,所述第三垂直槽的下端部与所述第三圆孔连通;
16、所述第三圆孔位于所述第一圆孔下侧;
17、其中n、m均为任一大于零的自然数。
18、在一些实施例中,所述第二弹性槽沿所述涨紧件的外圆周均匀布置;
19、第i个第二弹性槽与第i+1个第二弹性槽之间具有均匀分布的q个第一弹性槽;
20、其中,n为任一大于1的自然数,m=n×q。
21、在一些实施例中,所述旋转装置包括第二连接件、第三连接件,所述第二连接件位于所述第三连接件内部,所述第二连接件与所述第三连接件组成旋转副;
22、所述底座具有第一安装部;
23、所述第二连接件与所述涨紧件固定连接,所述第三连接件与所述第一安装部固定连接。
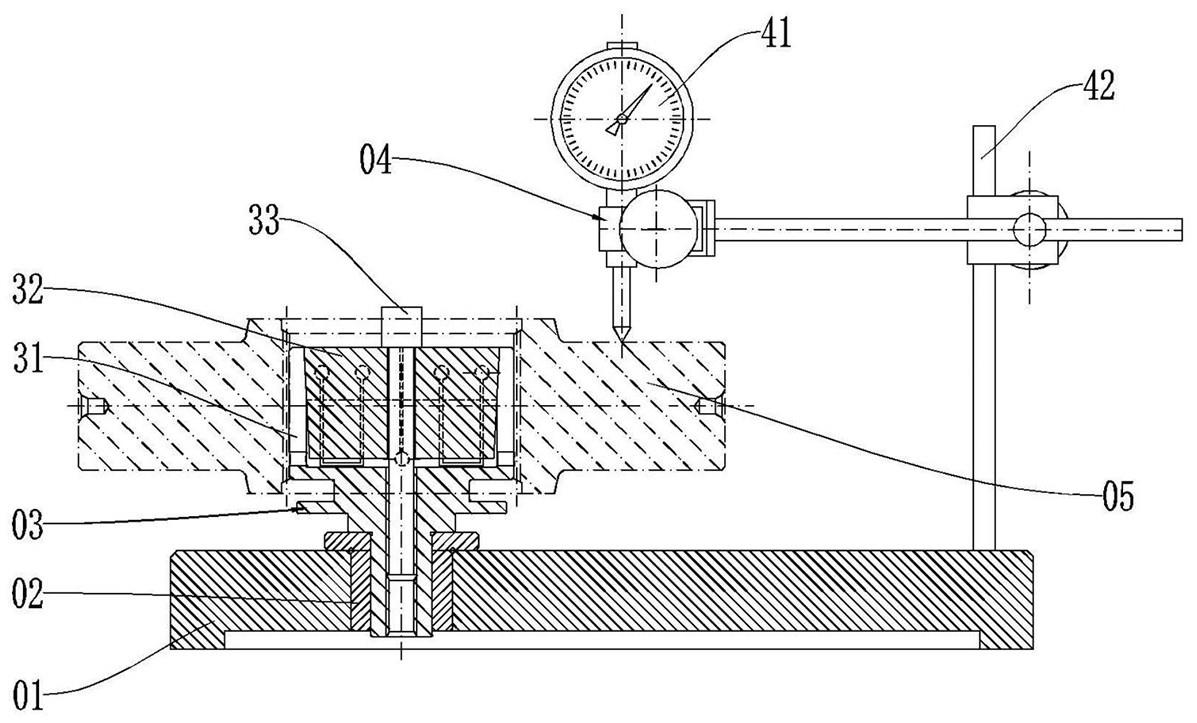
24、在一些实施例中,所述轴颈位置度检测用定位工装还包括检测装置,所述检测装置与所述底座固定连接;所述弹性涨紧组件的外部套装有待测工件;
25、所述检测装置包括检测表、安装架,所述安装架与所述检测表固定连接;
26、所述检测表的表头与所述待测工件的待测轴颈接触。
27、第二方面,本发明提供一种轴颈位置度检测用定位工装的使用方法,包括:
28、步骤s11,将底座、旋转装置、弹性涨紧组件依次固定安装;
29、步骤s12,将待测工件套装在所述弹性涨紧组件的涨紧件外部,第一连接件插入锥形压紧件内部,扭动所述第一连接件,使所述第一连接件与所述涨紧件的下端部螺纹连接在一起;
30、步骤s13,继续扭动所述第一连接件,使所述锥形压紧件相对于所述涨紧件向下移动,至所述锥形压紧件相对于所述涨紧件停止移动时,停止扭动所述第一连接件;
31、步骤s14,将检测表的表头与所述待测工件的待测轴颈接触,紧固检测表,对待测工件的中间孔相对于待测轴颈的位置度进行检测。
32、在一些实施例中,在步骤s14中,根据所述检测表与第一个待测轴颈接触时,获取所述检测表的第1个测量值;
33、转动所述待测工件使所述待测工件的第j个待测轴颈与所述检测表接触,获取所述检测表的第j个测量值;
34、根据第1个测量值、第j个测量值获取所述中间孔相对于所述待测轴颈的位置度。
35、为解决现有检测十字轴中心孔相对于轴颈位置度时,检测装置复杂,难以保证十字轴的安装定位精度且测量结果不准确的问题,本发明有以下优点:
36、本发明通过设置的旋转装置、弹性涨紧组件、底座可以对待测工件进行定位以及固定,结构简单并且可以快速便捷检测差速器十字轴中间孔相对四轴颈的位置度;通过设置的涨紧件、锥形压紧件、第一连接件,锥形压紧件位于涨紧件内部,第一连接件可以带动锥形压紧件向下移动,从而涨开涨紧件以涨紧待测工件,在涨紧过程中可以保证待测工件内侧面受力均匀,保证弹性涨紧组件与待测工件的同轴度。通过将旋转装置外侧与底座固定连接,旋转装置内侧与弹性涨紧组件固定连接,保证旋转装置与弹性涨紧组件的同轴度,从而保证待测工件的定位精度,并对待测工件进行固定,降低了测量误差;弹性涨紧组件可以相对于底座进行旋转,即便在待测工件的旋转过程中,也可以保证待测工件与弹性涨紧组件之间的同轴度,从而可以降低测量误差,提高测量结果的准确性。
技术特征:
1.一种轴颈位置度检测用定位工装,其特征在于,所述轴颈位置度检测用定位工装包括:
2.根据权利要求1所述的一种轴颈位置度检测用定位工装,其特征在于,
3.根据权利要求2所述的一种轴颈位置度检测用定位工装,其特征在于,
4.根据权利要求1所述的一种轴颈位置度检测用定位工装,其特征在于,
5.根据权利要求4所述的一种轴颈位置度检测用定位工装,其特征在于,
6.根据权利要求1所述的一种轴颈位置度检测用定位工装,其特征在于,
7.根据权利要求1所述的一种轴颈位置度检测用定位工装,其特征在于,
8.根据权利要求1-7任一项所述的一种轴颈位置度检测用定位工装的使用方法,其特征在于,所述一种轴颈位置度检测用定位工装的使用方法包括:
9.根据权利要求8所述的一种轴颈位置度检测用定位工装的使用方法,其特征在于,
技术总结
本发明涉及定位工装技术领域,具体而言,涉及一种轴颈位置度检测用定位工装及其使用方法。包括旋转装置、弹性涨紧组件、底座,旋转装置外侧与底座固定连接,旋转装置内侧与弹性涨紧组件固定连接;弹性涨紧组件包括涨紧件、锥形压紧件、第一连接件,涨紧件套设于锥形压紧件的外部,锥形压紧件套设于第一连接件外部;涨紧件下端部内部与第一连接件螺纹连接;涨紧件上端部内部具有中空部,中空部具有第一工作部、第二工作部,第一工作部位于第二工作部上侧,锥形压紧件的锥度α1与第一工作部的锥度α2相等。这样就解决了检测十字轴中心孔相对于轴颈位置度时,检测装置复杂,难以保证十字轴的安装定位精度且测量结果不准确的问题。
技术研发人员:袁国庆
受保护的技术使用者:万向钱潮股份公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!